Изобретение относится к производству труб и заготовок на станах винтовой прокатки.
Существенным недостатком валков, применяемых на станах винтовой прокатки, является многократно больший износ конической части на участке захвата заготовки в сравнении с износом цилиндрического пояска и конической части валка на участке выхода готового проката. Это приводит к снижению качества готового проката, нарушению условий захвата заготовок, и в конечном итоге к замене изношенного на участке входа валка, хотя остальные участки рабочей поверхности находятся в хорошем состоянии, что приводит к увеличению себестоимости продукции из-за повышенного расхода валков.
Известен валок стана винтовой прокатки, содержащий вал и закрепленную на нем бочку с коническими участками (см., например, Машины и агрегаты трубного производства. А.П. Коликов, В.П. Романенко, С.В. Самусев и др. - М.: МИСиС, 1998, рис.5.23, стр.141). Однако при использовании его для прошивки заготовок или раскатки гильз известный прокатный валок также приобретает неравномерный износ рабочей поверхности: происходит интенсивная выработка входного участка валка при воздействии на него торца заготовки или гильзы. Замена только изношенной бочки при снятии ее с вала хотя и снижает расход валков, однако крайне затруднительна и трудоемка, а кроме того, после снятия бочки требуется подготовка поверхности вала для установки новой бочки.
В то же время применение аналогичного подхода к конструкции в целом в рассматриваемом валке трубных станов весьма желательно, т.к. устраняет ряд существенных недостатков существующих валков станов винтовой прокатки. Известный прокатный валок принят в качестве прототипа.
Предлагаемый валок имеет возможность многократной замены изнашиваемой части валка на стороне захвата заготовки при существенно более длительной эксплуатации части валка на стороне выхода готового проката.
Технический результат достигается благодаря тому, что в валке стана винтовой прокатки, содержащем вал и закрепленную на нем бочку с коническими участками, бочка выполнена в виде двух составных элементов, имеющих форму усеченных конусов, сопряженных друг с другом торцевыми поверхностями и соединенных винтами или шпильками, при этом составной элемент, соответствующий участку выхода готового проката, закреплен на валу неподвижно по горячей посадке, составной элемент, соответствующий участку захвата заготовки, - с возможностью перемещения вдоль вала, на торцевой поверхности одного из составных элементов выполнен осесимметричный выступ или отверстие, оппозитно которому на торцевой поверхности другого составного элемента, примыкающей к первому коническому элементу, выполнено сопряженное с ним и соединенное шпоночным, шлицевым или профильным соединением, соответственно, отверстие или выступ, при этом глубина отверстия превышает высоту соответствующего выступа, на валу со стороны составного элемента, соответствующего участку выхода готового проката, выполнена проточка, в которую вставлены два полукольца, фиксируемые от выпадения из проточки надетой на них перемещаемой втулкой.
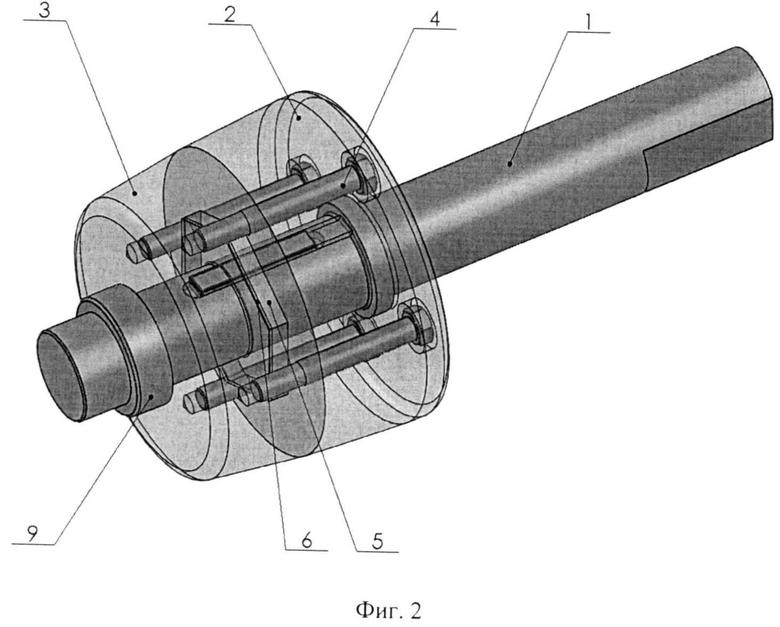
Изобретение иллюстрируется чертежами, где на фиг.1 представлен общий вид валка, содержащего вал 1 и бочку, состоящую из усеченных конусов 2 и 3, связанных соединительными деталями (винтами) 4, один из конических составных элементов 2, соответствующий участку выхода металла из стана, закреплен на валу 1 неподвижно по горячей посадке, другой 3, соответствующий участку входа, - с возможностью перемещения вдоль вала, на торцевой поверхности одного из конических составных элементов 2 выполнен осесимметричный выступ 5 или отверстие, оппозитно которому на торцевой поверхности другого конического составного элемента 3, примыкающей к первому коническому элементу, выполнено сопряженное с ним и соединенное шпоночным, шлицевым или профильным соединением, соответственно, отверстие 6 или выступ, при этом глубина отверстия превышает высоту соответствующего выступа, на валу со стороны перемещаемого конического составного элемента выполнена проточка, в которую вставлены два полукольца 7, 8, зафиксированные надетой на них перемещаемой втулкой. На фиг.2 представлен тот же валок, на валу которого выполнена резьба под упорную гайку 9, фиксирующую перемещаемый конический элемент от осевого перемещения.
Предлагаемое техническое решение устраняет отмеченный недостаток известной конструкции валка, снижает расход валкового материала на тонну прокатываемых труб, улучшает условия захвата заготовок, повышает качество труб.
Предлагаемый валок в собранном состоянии внешне практически не отличается от применяемого в промышленности валка, который содержит входную часть и выходную часть. Опирается валок (в процессе работы) на шейки. Внешнее отличие предлагаемого валка от применяемого в промышленности состоит, во-первых, в том, что части 2 и 3 изготавливаются порознь и валок становится пригодным для установки в стан только после сборки частей в единое целое, и составным элементом этой сборки является стягивание частей соединительными элементами 4 (винтами или шпильками), либо гайкой, навинчиваемой на вал по выполненной на валу резьбе, либо путем вставления полуколец в проточку, проточенную на валу перед частью 3 валка.
Осесимметричный выступ 5 имеет высоту H1 и может быть выполнен как на входной, так и на выходной частях валка. Аналогично оппозитное ему отверстие 6 глубиной H2 может быть выполнено в выходной и входной частях валка. В любом варианте использования глубина отверстия 6 Н2 превышает высоту выступа 5 H1 на 5…10 мм.
Резьба на соединительном элементе 2 (винте или шпильке) может быть выполнена на всей его(ее) длине, однако предпочтительно исполнение и применение винта или шпильки с двумя участками резьбы и безрезьбовым цилиндрическим участком меньшего диаметра между ними. Предпочтительно расположение безрезьбового участка винта(шпильки) по меньшей мере на длине, равной Н2, обеих соединяемых частей валка и именно на участке стыковки выступа 5 с отверстием 6, так как, например, соединение с существенным натягом может негативно повлиять на работу с винтом или шпилькой при сборке частей 3 и 2 валка.
Важным элементом изготовления предлагаемого биконического валка стана винтовой прокатки является стыковка (соединение, точнее сопряжение) частей 3 и 2 с образованием единого валка. Сопряжение осуществляют благодаря выступу 5 и оппозитному ему отверстию 6 с последующим соединением частей соединительными элементами.
Особенностью работы валка стана винтовой прокатки является неравномерное распределение нагрузки при захвате заготовки: в начале захвата заготовка касается входного конуса валка, и усилие деформирования металла сосредоточено на этом участке. Возникающий при этом крутящий момент воздействует только на участок входного конуса, который при предлагаемой разъемной конструкции может провернуться как относительно вала, так и относительно выходного конуса. В предлагаемой конструкции препятствуют проворачиванию соединительные элементы 4 (винты или шпильки), однако при больших нагрузках на валок в случае прокатки заготовок большого диаметра с высокими обжатиями эти винты(шпильки) могут потерять устойчивость. Для предотвращения возможности проворачивания частей валка 2 и 3 относительно друг друга на них предусмотрены выступ и отверстие, в которое входит выступ при сборке.
Поскольку форма отверстия и соответственно выступа отлична от круга и может быть квадратной, овальной, шестигранной и т.д., это исключает возможность проворачивания. Кроме того, упрощается сборка валка, т.к. совмещение отверстий для винтов в частях 2 и 3 происходит автоматически, когда выступ на одной из указанных частей входит в отверстие на другой. В качестве дополнительных вариантов соединения частей валка предлагается на валу со стороны составного элемента, соответствующего участку выхода готового проката, выполнить проточку, в которую вставлены два полукольца, фиксируемые от выпадения из проточки надетой на них перемещаемой втулкой, либо с этой же стороны на валу нужно нарезать резьбу под упорную гайку, фиксирующую подвижный элемент валка.
Для осуществления замены изношенной части валка, соответствующей участку входа, необходимо извлечь валок из расточки станины рабочей клети, снять с вала подушки, а далее в зависимости от вида соединения частей валка друг с другом либо вывернуть шпильки(винты), извлечь их и снять перемещаемый конический элемент, соответствующий участку входа, с вала, либо при отсутствии шпилек и наличии полуколец сдвинуть перемещаемую втулку с полуколец, извлечь полукольца из проточки на валу и снять перемещаемый конический элемент, соответствующий участку входа, с вала, либо отвернуть упорную гайку, расположенную непосредственно на резьбовом участке вала, снять ее с вала и затем снять перемещаемый конический элемент, соответствующий участку входа, с вала. Сборка валка осуществляется в обратном порядке, при установке перемещаемого конического элемента на вал и перемещении его по направлению к неподвижному элементу выступ(отверстие) на этом элементе попадает в отверстие(выступ) на неподвижном элементе, при необходимости следует повернуть перемещаемый элемент вокруг оси вала относительно неподвижного элемента до совпадения профиля отверстия и выступа и далее продвинуть перемещаемый элемент до упора, затем вставить соединительные элементы: винты(шпильки) либо гайку и затянуть их, либо полукольца и надвинуть на них втулку.
Применение предлагаемого валка на станах винтовой прокатки позволяет примерно на 50% снизить влияние стоимости валков на стоимость производимых труб, улучшает качество прокатываемых труб. Предпочтительной областью применения предлагаемого валка являются станы винтовой прокатки труб и заготовок диаметром 50 мм и выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| ПРОКАТНЫЙ АГРЕГАТ | 1998 |
|
RU2147966C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| Валок трубопрокатного стана | 1979 |
|
SU820942A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
Изобретение предназначено для уменьшения себестоимости и повышения качества труб, производимых винтовой прокаткой. Валок содержит вал и закрепленную на нем бочку с коническими участками. Возможность многократной замены изнашиваемых участков валка обеспечивается за счет того, что бочка выполнена в виде двух составных элементов, имеющих форму усеченных конусов, сопряженных друг с другом торцевыми поверхностями и соединенных винтами или шпильками, при этом составной элемент, соответствующий участку выхода готового проката, закреплен на валу неподвижно по горячей посадке, составной элемент, соответствующий участку захвата заготовки, - с возможностью перемещения вдоль вала, на торцевой поверхности одного из составных элементов выполнен осесимметричный некруглый выступ или отверстие, оппозитно которому на торцевой поверхности другого составного элемента, примыкающей к первому коническому элементу, выполнено сопряженное с ним и соединенное шпоночным, шлицевым или профильным соединением, соответственно, отверстие или выступ, при этом глубина отверстия превышает высоту соответствующего выступа. На валу со стороны составного элемента, соответствующего участку входа готового проката, выполнена проточка, в которую вставлены два полукольца, фиксируемые от выпадения из проточки надетой на них перемещаемой втулкой. 1 з.п. ф-лы, 2 ил.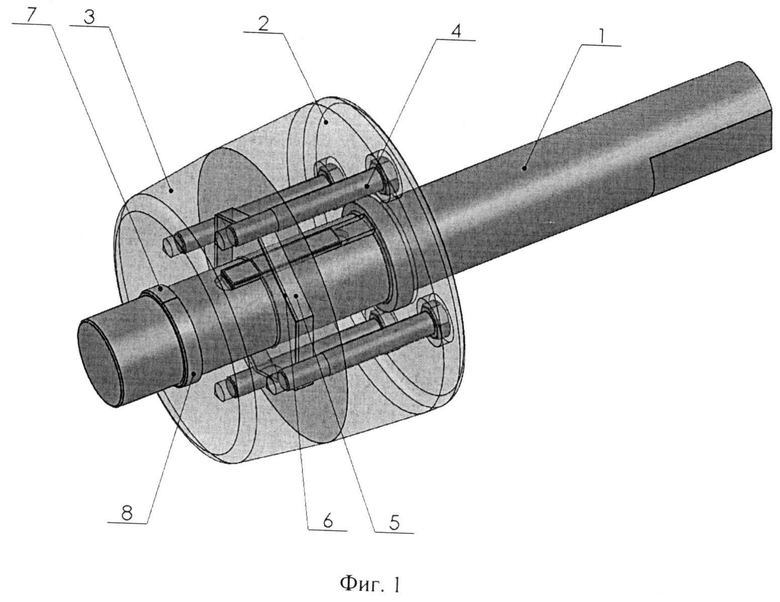
1. Валок стана винтовой прокатки, содержащий вал и закрепленную на нем бочку с коническими участками, отличающийся тем, что бочка выполнена в виде двух составных элементов, имеющих форму усеченных конусов, сопряженных друг с другом торцевыми поверхностями и соединенных винтами или шпильками, при этом составной элемент, соответствующий участку выхода готового проката, закреплен на валу неподвижно по горячей посадке, а составной элемент, соответствующий участку захвата заготовки, - с возможностью перемещения вдоль вала, при этом на торцевой поверхности одного из составных элементов выполнен осесимметричный некруглый выступ или отверстие, оппозитно которому на торцевой поверхности другого составного элемента, примыкающей к первому коническому элементу, выполнено сопряженное с ним и соединенное шпоночным, шлицевым или профильным соединением, соответственно, отверстие или выступ, при этом глубина отверстия превышает высоту соответствующего выступа.
2. Валок по п.1, отличающийся тем, что на валу со стороны составного элемента, соответствующего участку выхода готового проката, выполнена проточка, в которую вставлены два полукольца, зафиксированные от выпадения надетой на них перемещаемой втулкой.
| А.П.КОЛИКОВ и др | |||
| Машины и агрегаты трубного производства, М., МИССИС, 1998, рис | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Составной гребневый валок трехвалкового стана | 1985 |
|
SU1258531A1 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| ВСЕСОЮЗНАЯ ПАТ1:н:но-'[1Хшг:г1 g,f4<^. ПИ^^ -- '.. / | 0 |
|
SU365180A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ВАЛКА | 2010 |
|
RU2434697C2 |
| JP 59056907 A, 02.04.1984 | |||

