(5+) УСТРОЙСТВО ДЛЯ ПРАВКИ ЛИСТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки листов | 1980 |
|
SU969361A1 |
| Устройство для правки проката | 1980 |
|
SU893303A1 |
| Устройство для правки листов | 1982 |
|
SU1052303A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ПОЛОСОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2693707C1 |
| Правильная машина | 1989 |
|
SU1750771A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
| Трехвалковая листогибочная машина | 1982 |
|
SU1072950A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1263386A1 |
| Устройство для подачи ленточных заготовок в рабочую зону штампа | 1972 |
|
SU438476A1 |

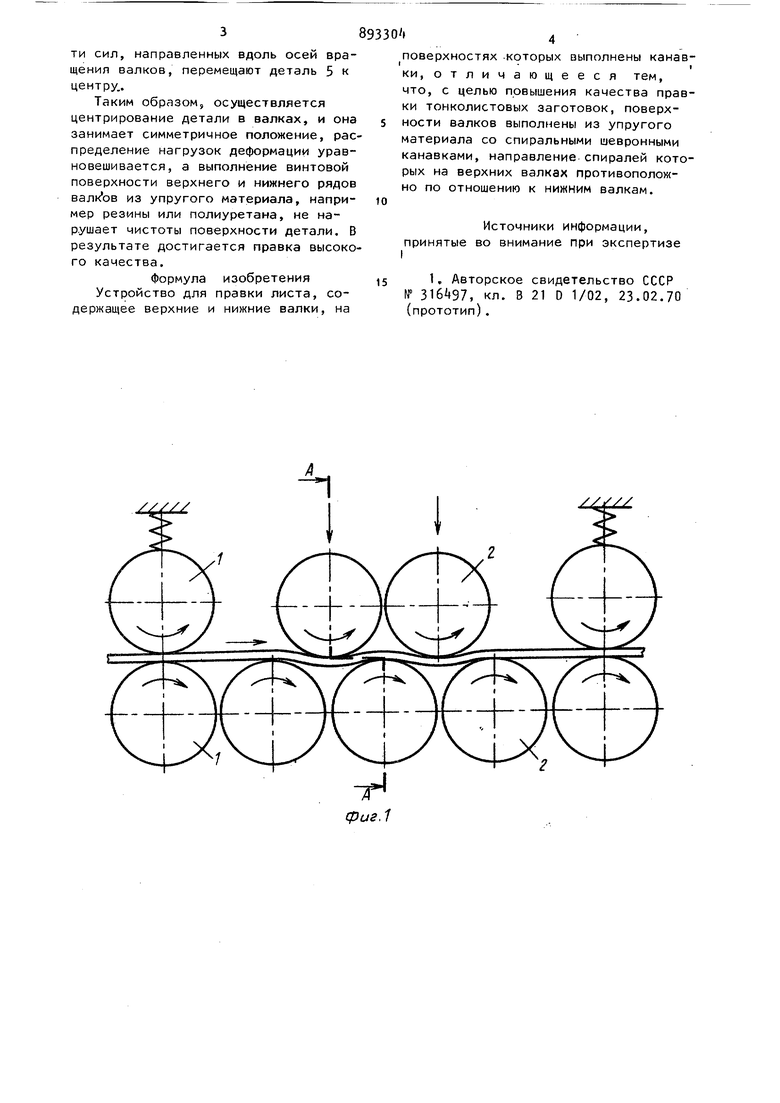
Устройство относится к устройстаам для правки листовых деталей, на пример заготовок печатных плат из фольгированного диэлектрика. Известно устройство для правки листа, содержащее верхние и нижние валки, на поверхностях которых выполнены канавки DlНедостатком этого устройства является то, что при правке повреждается чистота поверхности заготовок из тонких листов. Цель изобретения - повышение качества правки тонколистовых заготовок. Поставленная цель достигается те что поверхности валков выполнены из упругого материала со спиральными ш ронными канавками, направление спир лей которых на верхних валках прЬти воположно по отношению к нижним вал кам. На фиг. 1 схематично изображено устройство; на фиг. 2 - разрез А-А на фиг. 1. Устройство для правки листовых деталей содержит подающие валки 1 и правильные валки 2. Подающие и правильные еалки покрыты упругим материалом 3. На покрытии выполнены спиральные канавки i При этом верхний ряд подающих валков подпружинен, а верхний ряд правильных валков жестко регулируется по высоте. Обрабатываемая деталь 5 расположена между верхним и нижним рядами вал ков. Устройство работает следующим образом. Подлежащая обработке деталь 5 с помощью пары подающих валков 1 поступает под правильные валки 2, затем второй парой подающих валков выводится из зоны обработки. В случае асимметричного расположения детали относительно центра валков, разности сил, направленных вдоль осей вращения валков, перемещают деталь 5 к центру..
Таким образом, осуществляется центрирование детали в валках, и она занимает симметричное положение, рас пределение нагрузок деформации уравновешивается, а выполнение винтовой поверхности верхнего и нижнего рядов валков из упругого материала, например резины или полиуретана, не нарушает чистоты поверхности детали. В результате достигается правка высоко го качества.
Формула изобретения
Устройство для правки листа, содержащее верхние и нижние валки, на
поверхностях -которых выполнены канавки, отличающееся тем, что, с целью повышения качества правки тонколистовых заготовок, поверхности валков выполнены из упругого материала со спиральными шевронными канавками, направление спиралей которых на верхних валках противоположно по отношению к нижним валкам.
Источники информации,
принятые во внимание при экспертизе I
1, Авторское свидетельство СССР № , кл. В 21 D 1/02, 23.02.70 (прототип).
/////
фиг.1
