(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ЛИСТОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки листов | 1985 |
|
SU1278054A1 |
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ | 1993 |
|
RU2040983C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| Устройство для правки проката | 1980 |
|
SU893303A1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 2004 |
|
RU2256521C1 |
| Клеть профилегибочного стана | 1977 |
|
SU763020A1 |
| Обойма косовалковой правильной машины | 1990 |
|
SU1784338A1 |
1
Изобретение относится к обработке металлов давлением и, в частности к правке плоских листовых деталей.
Известно устройство для правки листов, содержащее несколько двухвалковых обойм, в каждой из которых валки выполнены с кольцевыми выступами и впадинами на наружной поверхности, при этом выступы одного из валков каждой обоймы размещены во впадинах второго валка 1.
Недостаток известного устройства заключается в невозможности качественной правки тонколистовых деталей из труднодеформируемых материалов и устранения коробоватости листов.
Этот недостаток устраняется за счет того, что в устройстве, содержащем валки с кольцевыми выступами и впадинами, последние выполнены плавно сопрягающимися с переменной кривизной по длине валка и по ходу подачи листа уменьшаются на валках каждой последующей обоймы.
Цель изобретения - повышение качества правки тонколистовых деталей из труднодеформируемых материалов.
Указанная цель достигается тем, что в устройстве для правки листов, содержащем
несколько двухвалковых обойм, в каждой из которых валки выполнены с кольцевыми выступами и впадинами на наружной поверхности, при этом выступы одного валка каждой обоймы размещены во впадинах второго валка, кольцевые выступы и впадины каждого валка выполнены плавно сопрягающимися, а валки каждой последующей обоймы по ходу подачи листа выполнены с уменьшающейся глубиной и чередованием выступов и впадин.
10
Кроме того, валки выполнены с беременной глубиной выступов и впадин по длине.
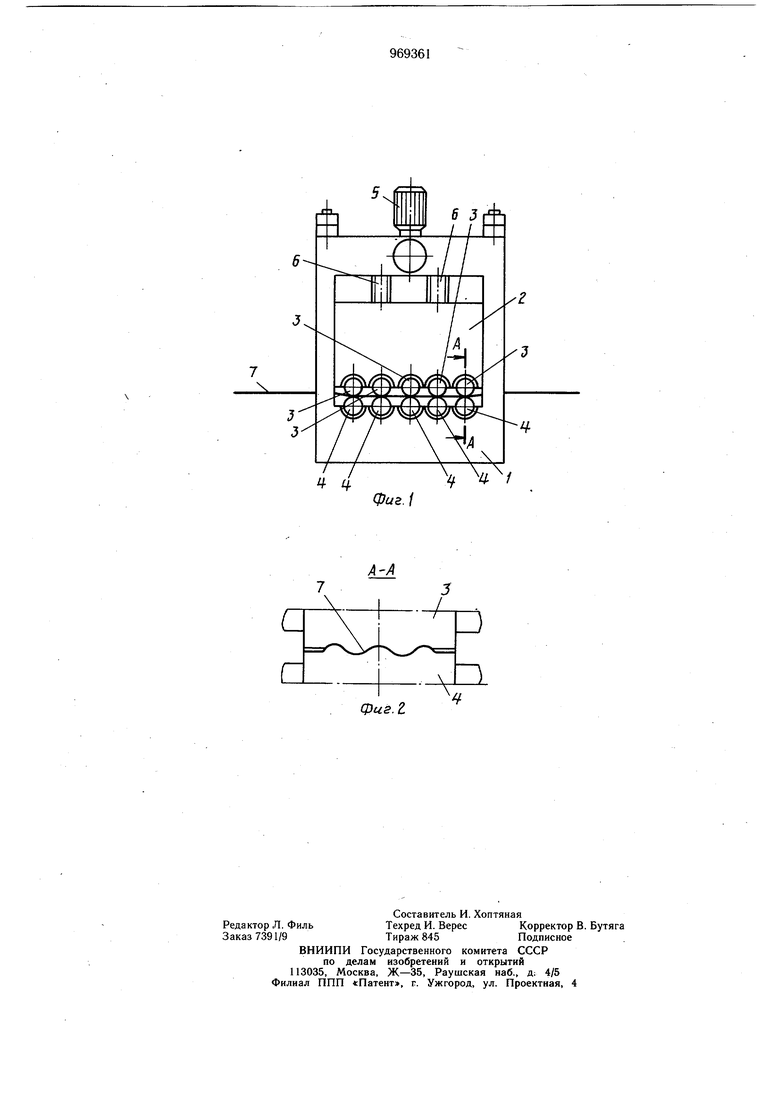
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1..
Устройство включает станину 1, подвиж15ную траверсу 2, верхние правильные валки 3, установленные в подшипниках в траверсе, и нижние правильные валки 4, установленные в подшипниках в станине. Верхние и нижние валки установлены попарно друг над
20 другом, образуя двухвалковые обоймы. На станине установлен нажимной механизм 5, передающий движение через ходовые винты 6 траверсе 2. Правильные валки осуществляют правку листа 7. Все правильные валки приводные. Кроме нажимного -механизма, каждый верхний валок имеет независимую регулировку для более точной настройки положения (не показано).
При помощи нажимного механизма верхние валки выставляются над нижними с зазором, выбирающимся по толщине листа. Лист 7 подается в первую обойму правильных валков и изгибается профилем роликов в поперечном направлении.
Захваченный валками первой обоймы лист поступает в правильные валки второй обоймы, где изгибается с меньщими значениями радиусов кривизны противоположного знака и т. д. В последних обоймах правильных валков радиусы кривизны профиля выбираются так, что напряжения деформации металла листа лежали в упругой области. При необходимости с помощью механизмов независимой регулировки верхних валков подбираются зазоры между валками в обоймах.
Профиль правильных валков выполняется в виде плавно сопрягающихся кольцевых выступов и впадин, причем выступу верхнего валка соответствует впадина на нижнем валке и наоборот.
Выступы и впадины на правильных валках чередуются по направлению перемещения листа при правке, так, выступу на верхнем валке первой обоймы соответствует впадина на верхнем валке второй обоймы и т. д. Кривизна профиля валков плавно уменьшается от одной обоймы к другой по направлению перемещения листа при правке. Правка листа осуществляется за счет деформации, возникающих под действием знакопеременного изгиба листа в профилированных валках. Для более полного устранения явления коробоватости листа необходимо регулировать его деформацию при правке в поперечном направлении, для этого профиль правильных валков выполняется с переменной кривизной впадин и выступов, например, уменьщающейся от середины правильного валка к его краям. Минимальные радиусы кривизны выступов и впаДИН профиля правильных валков, необходимые для достижения напряжений деформаци и в металле листа, превыщающих предел текучести, выбираются и соотношения
0,4 2rmin 0,3 -|, где Е -модуль упругости Юнга, кг/мм;
d - предал текучести металла листа,
кг/мм 5.;
h - толщина листа, мм; г(„ - минимально необходимый радиус кривизны, мм.
Возможно использовать вместо правильного устройства несколько клетей прокатного стана, установив в них валки с профилем, описанным выше. Это позволит объединить процессы прокатки и правки листа и сократить количество вспомогательного оборудования.
Формула изобретения
валка каждой обоймы размещены во впадинах второго валка, отличающееся тем, что, с целью повышения качества правки тонколистовых деталей из труднодеформируемых материалов, кольцевые выступы и впадины
каждого валка выполнены плавно сопрягающимися, а валки каждой последующей обоймы по ходу подачи листа выполнены с уменьщающейся глубиной и чередованием выступов и впадин.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 316497, кл. В 21 D 1/02, 23.02.70 (прототип).
