1
Изобретение относится к автоматизации листовой штамповки и может быть использовано для подачи в штампы тонколистовой ленты.
Известны устройства для подачи ленточных заготовок в рабочую зону штампа, содержаш,ие размещенные с двух сторон от заготовки гибкие бесконечные звенья из упругого материала, каждое из которых опирается на пару роликов, вращаемых от привода и установленных на основании устройства.
Известные устройства имеют невысокую точность подачи особенно при подаче тонкой (толщиной меньшей 0,1 мм) ленты из-за невозможности при расположении опорных роликов с одной стороны от рабочей зоны точного фиксирования заготовки относительно рабочих инструментов последовательного штампа.
Цель предлагаемого изобретения заключается в повыщении точности его работы при подаче тонколистовой ленты.
Для этого одно из гибких бесконечных звеньев снабжено фиксирующими штырями, расположенными вдоль его боковой кромки на расстоянии один от другого, равном шагу подачи, и укрепленными на этом звене с возможностью взаимодействия со стенками отверстий, выполненных в другом гибком бесконечном звене, а в обоих звеньях выполнены
расположенные одно от другого также на расстоянии шага подачи сквозные окна для прохода рабочих инструментов штампа и установочные отверстия для фиксирования положения звеньев вместе с заготовкой относительно рабочих инструментов штампа. Вместе с тем опорные ролики каждого из бесконечных гибких звеньев установлены по обе стороны от рабочей зоны штампа.
Кроме того, рабочие поверхности гибких бесконечных звеньев облицованы фрикционным материалом.
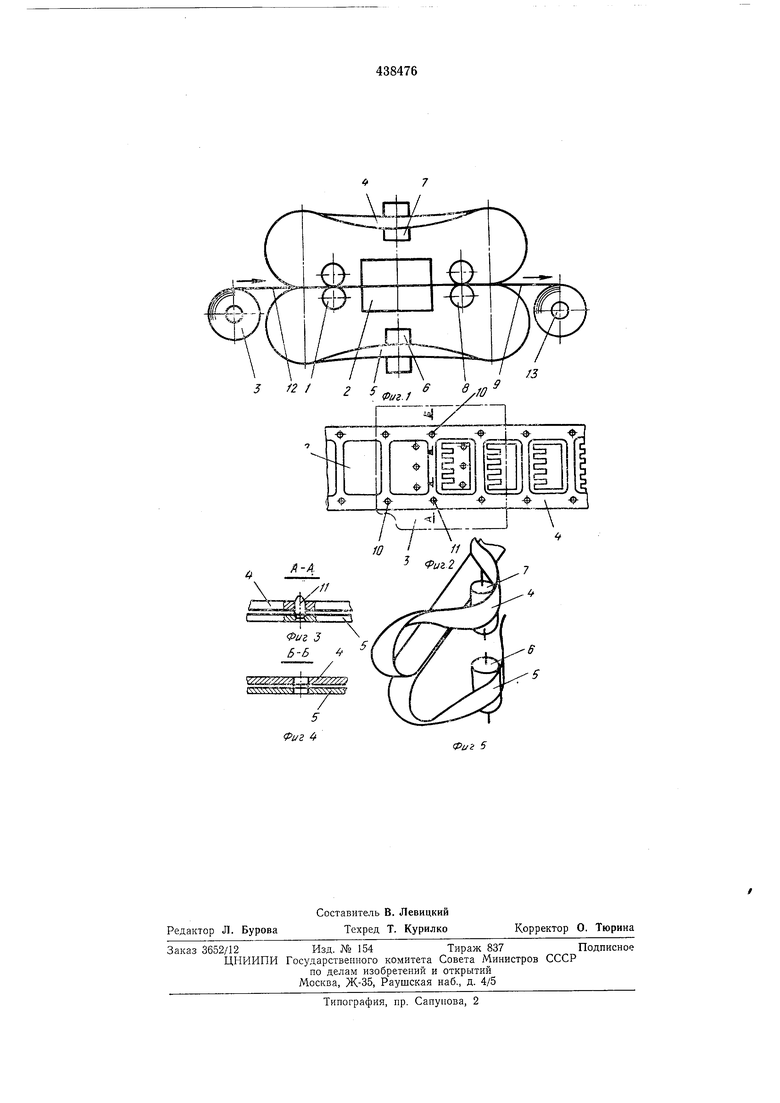
На фиг. 1 изображена схема устройства; на фиг. 2 - часть штампуемой ленты в момент прохождения ее через штамп и зажимающее ее верхнее звено; на фиг. 3 - вид по сечению А-А на фиг. 2; на фиг. 4 - вид по сечению Б-Б на фиг. 2; на фиг. 5 - положение звеньев с боковыми роликами.
Устройство содержит пару толкающих валков 1, штамп последовательного действия 2, где производится вырубка и пробивка деталей из ленты фольги, разматываемой из рулона 3, два бесконечных звена 4 и 5 из стальной ленты, покрытой со стороны контакта с фольгой слоем резины или другого фрикционного материала, два вертикальных ролика 6 и 7, а также пару тянущих валков 8.
В звеньях 4 и 5 имеются прямоугольные окна 9, размеры которых несколько превосходят
3габариты вырубаемых деталей, круглые отверстия для ловителей штампа 10 и фиксирующие штыри 11, укрепленные (например, расклепкой) в звене 5 и входяш,ие в соответствующие им отверстия, выполненные в звене 4.
Бесконечные звенья проходят между обеими парами подающих валков и огибают штамп, проходя по вертикальным роликами 6 и 7. Подающие валики приводятся в действие известными механизмами.
Устройство работает следующим образом.
Подающие валки захватывают бесконечные звенья и сообщают им периодическое поступательное движение в направлении, показанном стрелками. Зажатая между ремнями лента фольги 12 движется вместе с ними. Проходя через штамп, звенья фиксируются в момент опускания верхней части штампа ловителями (на чертеже не показаны) по отверстиям 10 и совмещаются с помощью штырей. На первой позиции щтампа происходит пробивка круглых отверстий, на втором вырубка контура детали, которая проваливается через отверстие матриц и падает в тару (не показана). Отход в виде ленты с отверстиями от вырубленных деталей наматывается на ось 13.
Предмет изобретения
1.Устройство для подачи ленточных заготовок в рабочую зону штампа, содержащее
размещенные с двух сторон от заготовки гибкие бесконечные звенья из упругого материала, каждое из которых установлено на паре опорных роликов, снабженных приводом, о тличающееся тем, что, с целью повышения точности его работы при подаче тонколистовой ленты, одно из гибких бесконечных звеньев снабжено фиксирующими штырями, расположенными вдоль его боковой кромки на расстоянии один от другого, равном шагу
подачи, и укрепленными на этом звене с возможностью взаимодействия со стеирсами отверстий, выполненных в другом гибком бесконечпом звене, а в обоих звеньях выполнены расположенные одно от другого также на расстоянии шага подачи сквозные окна для прохода рабочих инструментов щтампа и установочные отверстия для фиксирования положения звеньев относительно рабочих инструментов щтампа, при этом опорные ролики каладого из бесконечных гибких звеньев установлены по обе стороны от рабочей зоны щтампа.
2.Устройство по п. 1, отличающееся тем, что рабочие поверхности гибких бесконечных звеньев облицованы фрикционным материалом.
Г / г s,,,
Фиг 4
Фиг 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Автомат для изготовления мелких изделий профильного сечения | 1977 |
|
SU778880A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| ПРЕСС-АВТОМАТ С НИЖНИМ ПРИВОДОМ ДЛЯ ШТАМПОВКИ | 1973 |
|
SU394228A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Штамп последовательного действия | 1983 |
|
SU1094650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп | 1937 |
|
SU52540A1 |