(5) СПОСОБ ВОССТАНОВЛЕНИЯ ГЕОМЕТРИИ ВЕРХНЕГО ВАЛКА ЧИСТОВОЙ КЛЕТИ
1
Изобретение относится к производ ству гнутых профилей проката.
Известен способ восстановления геометрии верхних валков чистовых клетей профилегибочных станов путем снятия механообработкой части металла с горизонтального участка верхнего валка 1.
Недостатком этого способа являются трудозатраты на перевалку валков и простои стана. . .
Цель изобретения - снижение трудозатрат и сокращение простоев стана..
Поставленная цель достигается тем, что согласно способу восстановления геометрии верхнего валка чистовой клети профилегибочного стана для формовки профилей из горячекатаных нетравленных заготовок, преимущественно типа швеллер, путем снятия части металла с горизонтального участка верхнего валка осуще- .
ствляют в процессе формовки профилей уменьшением окружной скорости восстанавливаемого валка относительно формуемого профиля.
При этом уменьшение окружной скорости верхнего валка относительно , формуемого профиля ocyщectвляют на 10-15%,
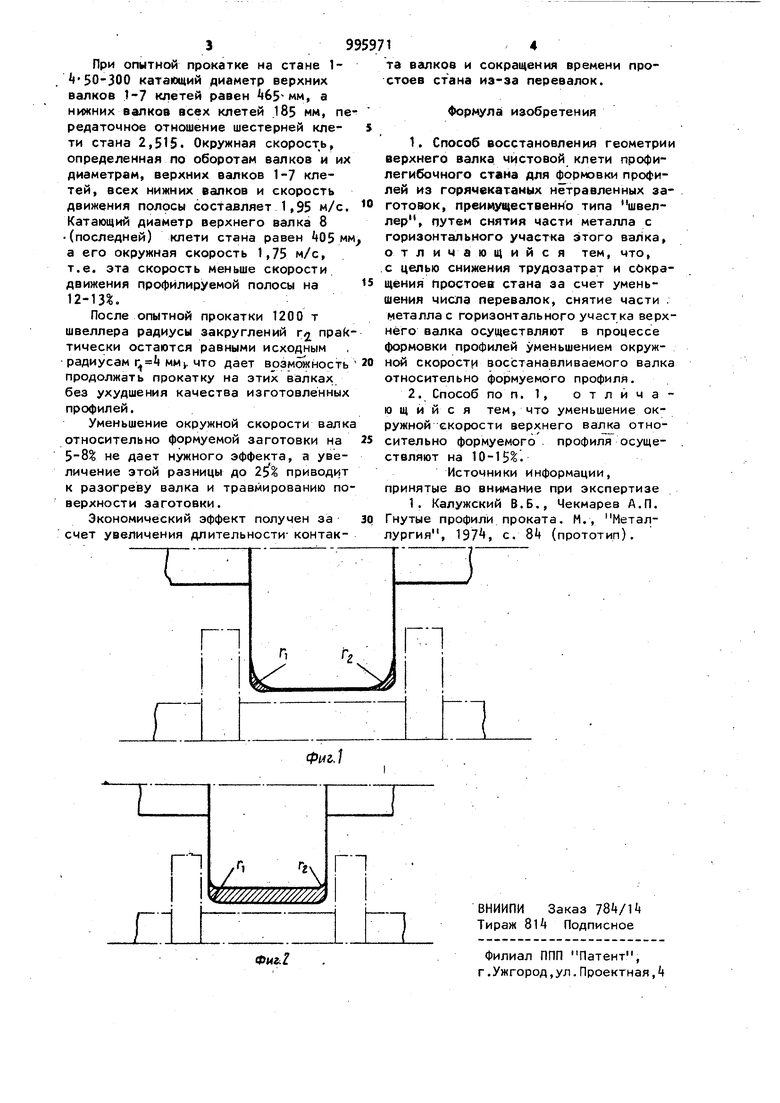
На фиг. 1 изображен характер из10носа верхнего валка в процессе формовки профилейi на фиг. 2 - восстановление геометрии валка.
Например, гнутый швеллер мм из стали 3 кп получают подгиб15кой элемент профиля от 6 до 90. Фррмовку ведут на непрерывном профиле гибочном стане с общим приводом по режиму подгибки полок в 8 клетях:
.90
20
Во всех клетях, кроме последней, имеет место равенство скоростей валков по дну калибра со скоростью движения формуемой полосы.
При опытной прокатке на стане 1 50-300 катающий диаметр верхних валков 1-7 клетей равен , а нижних валков всех клетей 185 мм, передаточное отношение шестерней клети стана 2,515. Окружная скорость, определенная по оборотам валков и их диаметрам, верхних валков 1-7 клетей, всех нижних валков и скорость движения полосы составляет 1,95 м/с. Катающий диаметр верхнего валка 8 (последней) клети стана равен 405 мм а его окружная скорость 1,75 м/с, т.е. эта скорость меньше скорости движения профилируемой полосы на 12-13%.
После опытной прокатки 1200 т швеллера радиусы закруглений г npakтически остаются равными исходным радиусам мм что дает возмшность продолжать прокатку на этих валках без ухудшения качества изготовленных профилей.
Уменьшение окружной скорости валка относительно формуемой заготовки на 5-8% не дает нужного эффекта, а увеличение этой разницы до приводит к разогреву валка и травмированию поверхности заготовки.
Экономический эффект получен за счет увеличения длительности- контакта валков и сокращения времени простоев стана из-за перевалок.
Формула изобретения
1.Способ восстановления геометрии верхнего валка чистовой клети профилегибочного стана для формовки профилей из горячекатаных неотравленных заготовок, преимущественно типа швеллер, путем снятия части металла с горизонтального участка этого валка, отличающийся тем, что,
.с целью снижения трудозатрат и сокращения простоев стана за счет уменьшения числа перевалок, снятие части . металла с горизонтального участка верхнего валка осуществляют в процессе формовки профилей уменьшением окружной скорости восстанавливаемого валка относительно формуемого профиля.
2.Способ по п. 1, отлйчаю щ и и с я тем, что уменьшение окружной скорости верхнего валка относительно формуемого . профиля осуществляют на 10-15%.
Источники информации, принятые во внимание при экспертизе 1. Калужский В.Б., Чекмарев А.П. Гнутые профили проката. М., Металлургия, 197, с. (прототип).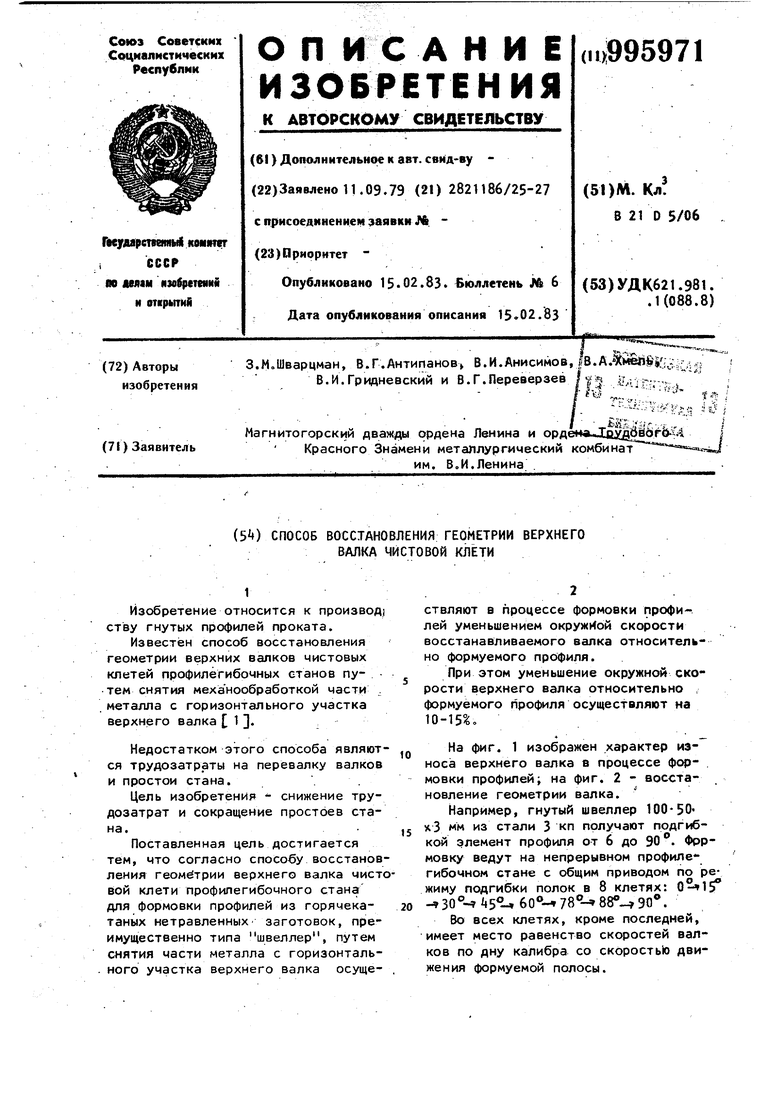
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент чистовой клети многоклетьевого профилегибочного стана | 1985 |
|
SU1378980A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ШВЕЛЛЕРНОГО ТИПА | 2005 |
|
RU2302917C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| Валок профилегибочного стана | 1981 |
|
SU1007784A1 |
| Профилегибочный стан | 1979 |
|
SU893311A2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388564C1 |
| Профилегибочный стан | 1989 |
|
SU1669612A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103089C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| Способ формовки профилей швеллерного типа | 1982 |
|
SU1069901A1 |
