(S4) ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| Способ изготовления полых поковок | 1980 |
|
SU948513A1 |
| Инструмент для раскатки заготовок типа колец | 1978 |
|
SU677802A1 |
| Устройство для раскатки кольцевых поковок | 1981 |
|
SU1006033A1 |
| Инструмент для ковки | 1989 |
|
SU1683853A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| Кузнечный боек | 1981 |
|
SU1030086A1 |
| Устройство для кузнечной раскатки кольцевых заготовок | 1991 |
|
SU1808454A1 |
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| Способ изготовления полыхпОКОВОК | 1979 |
|
SU804152A1 |
I
Изобретение относится к обработке металлов давленнем и может быть использовано для ковки поковок типа колец.
Известен инструмент для раскатки кольцевых заготовок, содержащий вырезной боек с рабочими поверхностями я оправку под раскатываемую заготовку ij.
Недостатком известного инструмента является невысокое качество получаемых на нем поковок, так как на известном инструменте невозможно получить поковку с высокими механическими свойствами в тангенциальном направлении.
Цель изобретения - повышение качества получаемых поковок за счет обеспечения возможности улучшения щэоработки структуры металла заготовки.
Для достижения указанной цели в инструменте для раскатки кольцевых заготовок, содержащем вырезной боек с рабочими поверхностями и оправку под раскатываемую заготовку, последняя выполнена многогранной, угол между каждыми смежными ее гранями равен углу вьфеза
бойка, щзи этом ось оправки расположена параллельно линии, образованной пересечением рабочих поверхностей вырезного бойка.
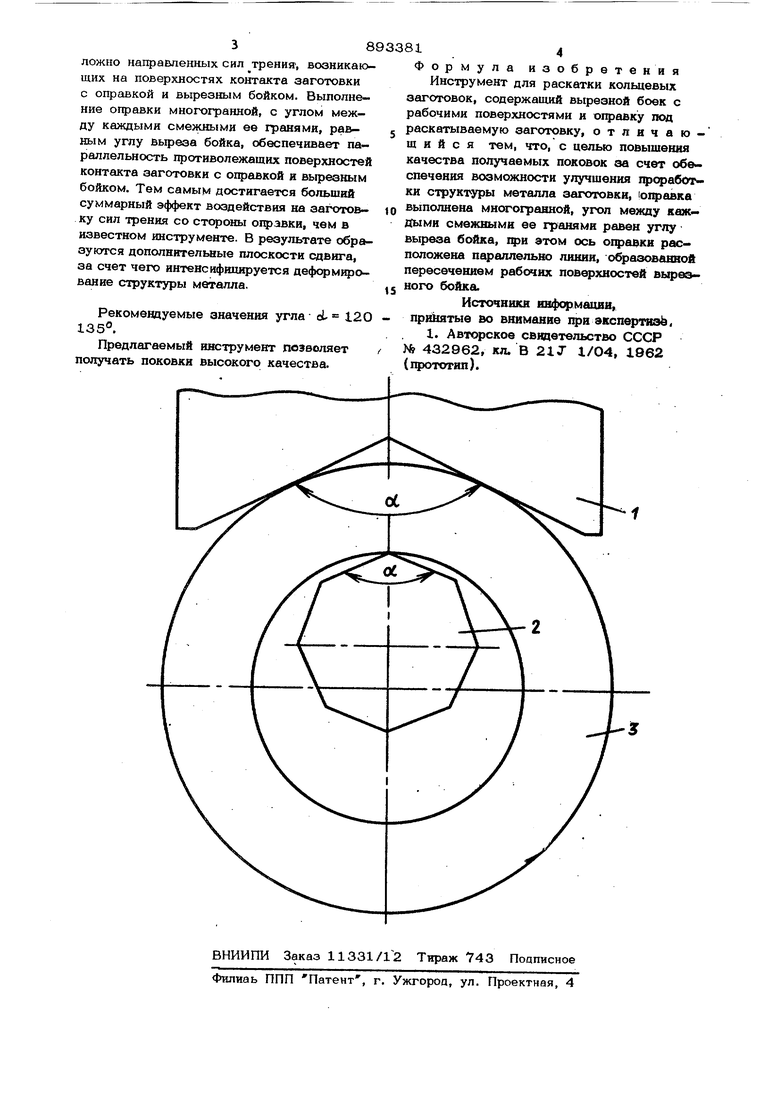
На чертеже изображена конструкция инструмента.
Инструмент содержит вырезной боек I и огфавку 2 под обрабатываемую колы1евую заготовку 3.
В полость заготовки 3 помещают мно10гогранную оправку 2 и обжимают заготовку между вырезным бойком 1 и оправкой 2. Оправка установлена относительно вырезного бойка I таким образом, что ее грани параллельны рабочим поверхностям
IS бойка. При этом многогранная оправка 2 выполнена так, что все углы между ее гранями равны углу вьфеза бойка dL . После каждого обжатия заготовку кантуют путем оправки на угол, равный
20 dU /2.
Возникновение плоскостей сдвига в 1Чредлагаемом и известном инструментах происходит вследствие действия противопо
