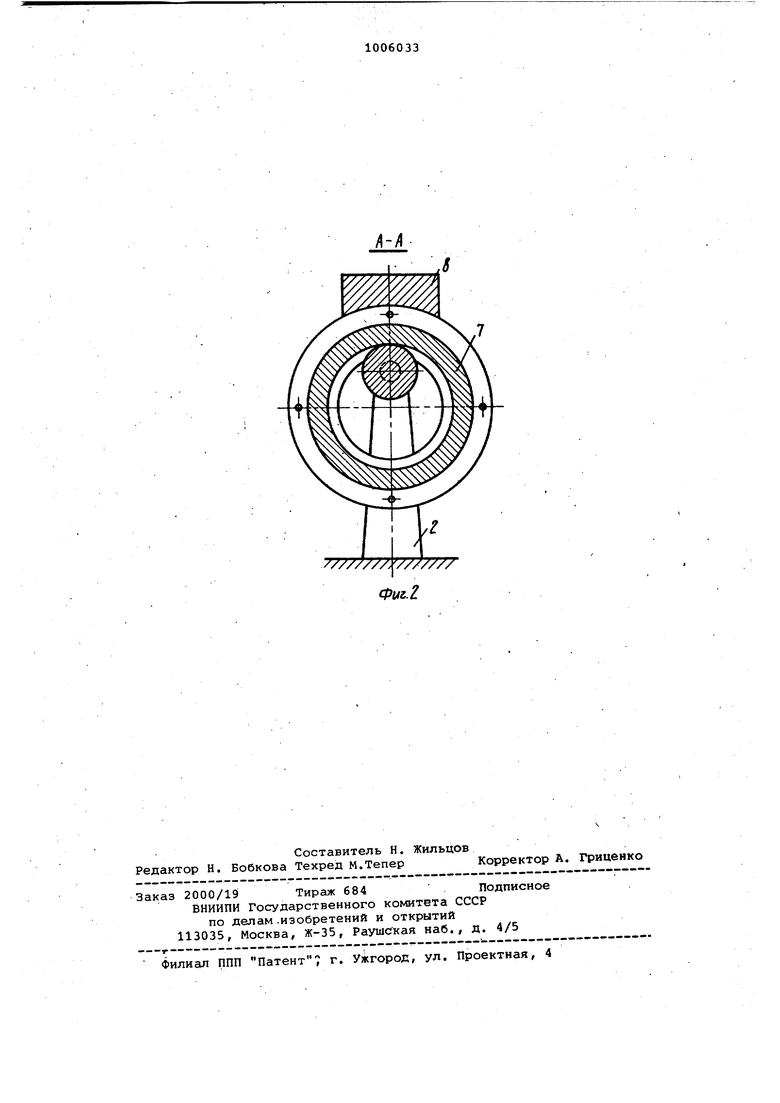
Изобретение относится к обработ ке металлов давлением и может быть использовано для раскатки кольцевы поковок. Известно устройство для кузнечной раскатки кольцевых поковок, включающее установленную на стойка оправку, боек и ограничители ширины 1.. Недостатком известного устройст является низкая точность получаемы поковок по диаметру. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройст для раскатки кольцевых поковок со сплошным выступом по наружному диаметру, содержащее установленную на стойках оправку, бандаж для огр ничения наружного диаметра загото ки при раскатке и ограничители заг товки по ее ширине С 2j. Недостатками известного устройст являются сравнительно низкий коэффициент использования металла и высокая трудоемкость изготовления изд лий за счет большой величины напусков на поковке по наружному диаметр при раскатке кольцевых поковок со сплошным выступом- по .наружному диаметру. При раскатке таких поковок без напуска получается неразъемное соединение поковки с бандажом. Цель изобретения - повышение коэффициента использования металла и снижение трудоемкости изготовления изделий путем уменьшения величины напусков на поковке. i Указанная цель достигается тем, ;что в устройстве для раскатки кольц вых поковок со сплошным выступом по наружному диаметру, содержащем установленную на .стойках оправку, бандаж для ограничения наружного . диаметра заготовки при раскатке и ограничители заготовки, по ее шири;не, бандаж выполнен состоящим из двух частей, плоскость разъема кото рых расположена параллельно торцовым поверхностям бандажа. Причем ограничители заготовки по ширине могут быть выполнены в виде двусторонней выемк по внутреннему диаметру бандажа. На фиг. 1 схегматично изображено устройство для раскатки кольцевых поковок, общий вид . На фиг, 2 - сечение А-А на фиг. 1. Устройство содержит оправку 1, установленную на стойках 2, бандаж 3 для ограничения наружного диаметра заготовки 4 по ширине при ее раскатке. Бандаж 3 выполнен состоящим из двух частей, плоскость разъема которых расположена параллельно его торцам, соединенных стержнями 5 посредством клиньев 6. Внутренняя поверхность бандажа 3 выполнена по форме сечения поковки 7 с уступом и образует рабочую полость. Боковые поверхности внутреннего диаметра бандажа 3 служат в Качестве ограничителя ширины заготовки 4 при ее. раскатке . Боек 8 выполнен сопрягающимся своей рабочей поверхностью с наружным диаметром бандажа 3. Устройство работает следующим образом. Исходную кольцевую заготовку 4 устанавливают в бандаж 3 и раскатывают на оправке 1 путем последовательных нажатий бойком 8 и кантовки бандажа с заготовкой на угол после каждого нажатия. В процессе раскатки металл заполняет полость ручья в бандаже 3, при этом заготовка несколько уширяется до контакта с боковыми поверхностугми выемки. После окончания раскатки получают точное по геометрическим размерам кольцо с кольцевым выступом по наружному диаметру. Вандаж 3 вместе с поковкой 7 снимают с оправки 1, удаляют клинья б и стержни 5. Через некоторое время (10-25 мин) после частичного охлаждения поковки и термической усадки, ее удаляют из бандажа. Использование изобретения позволяет повысить коэффициент использования металла и снизить трудоемкость изготовления кольцевых поковок профильной формы.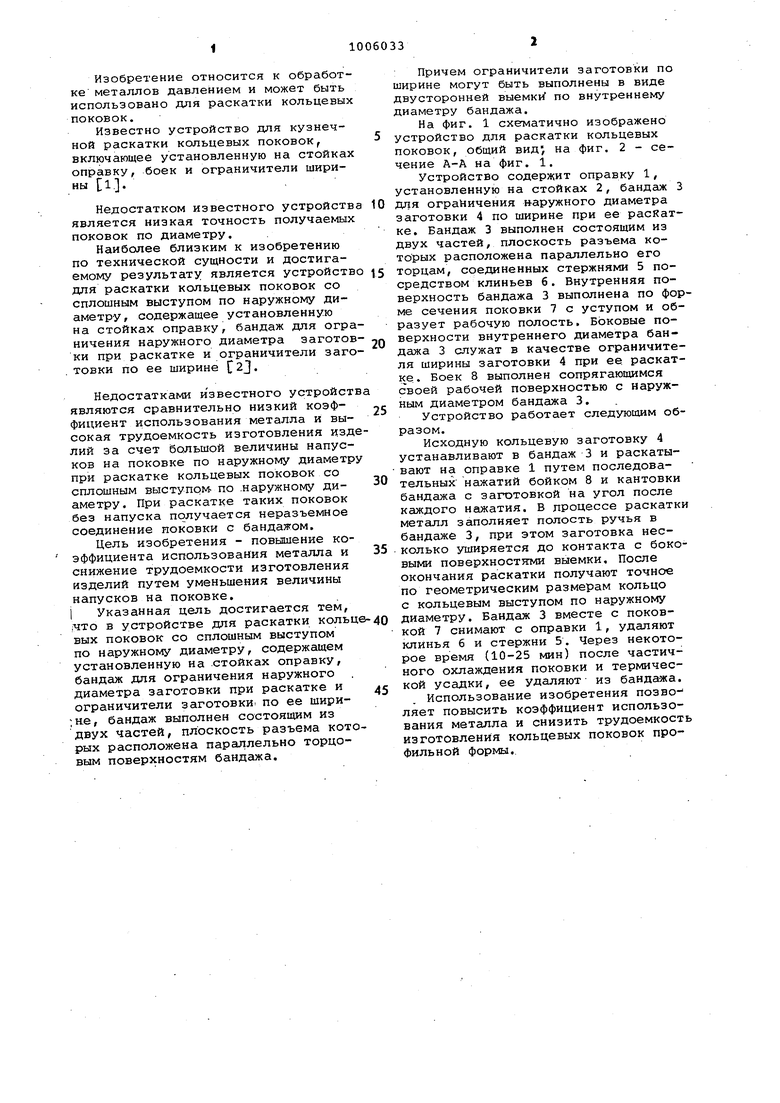
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU889250A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Способ изготовления полых поковок с коническим раструбом | 1982 |
|
SU1072977A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
| Способ изготовления кольцевых поковок | 1977 |
|
SU733829A1 |
| Устройство для раскатки кольцевых поковок | 1982 |
|
SU1021507A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU902960A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
1. УСТРОЙСТВО ДЛЯ РАСКАТКИ .КОЛЬЦЕВЫХ ПОКОВОК СО СПЛОШНЫМ выступом по наружному диаметру, содержащее установленную на стежках оправку, бандаж для ограничения наружного диаметра заготовки раскатке и ограничители заготовки по ее ширине, отличающееся тем, что, с цепью повышения коэффициента использования металла и снижения трудоемкости изготовления путем уменьшения величины напусков на поковке, бандаж выполнен состоящим из двух частей, плоскость разъема которых расположена параллельно торцовым поверхностям бандажа. 2. Устройство по п. 1, о т л ич ающе е р я тем, что ограничители заготовки по ширине выполнены в виде двусторонней выемки по внутpeHHeiv диаметру бандажа. (Л о о со W
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для раскатки обечаек на оправке | 1975 |
|
SU530729A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| УСТРОЙСТВО для РАСКАТКИ КОЛЕЦ НА ПРЕССАХ | 0 |
|
SU196524A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
