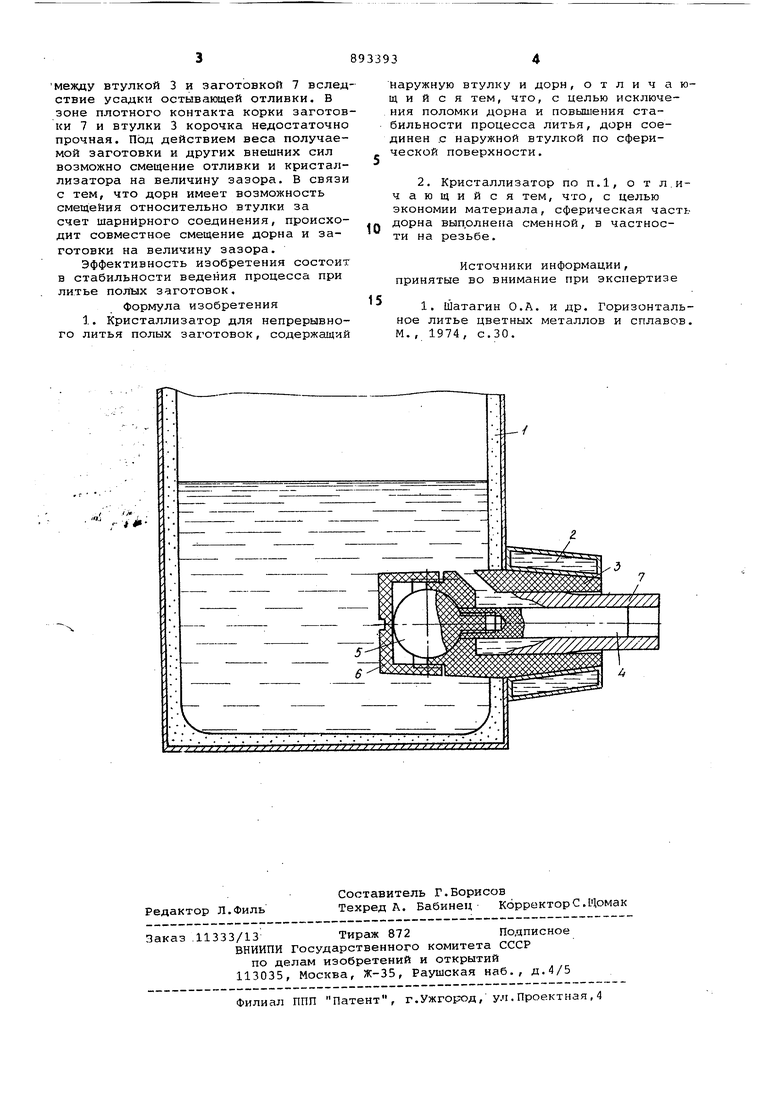
Изобретение относится к литейному производству, а именно к непреры ному литью металлов, и предназначен для формирования полой заготовки на машинах горизонтального литья. Наиболее близким по технической сущности к предлагаемому является графитовый кристаллизатор для непрерывного литья полых заготовок, со держащий наружную втулку с каналом для подачи жидкого металла и дорн, жестко зафиксированный в наружной втулке посредством резьбы и других жестких соединений 1. Недостатком известного кристаллизатора является жесткое соединение наружной втулки и дорна, вследствие которого дорн не имеет возможности смещения на величину зазора, возника щего из-за усадки остывающей отливки между рабочей поверхностью втулки и наружной поверхностью полой загото ки. Смещение дорна на величи-ну зазора необходимо для снятия с него поперечных нагрузок, обусловленных в основном весом отливки, недостаточ но точной выставкой линии по технологической оси. Невозможность смещения дорна зачастую ведет к его полом ке, следствием которой является прекращение получения полых заготовок. Цель изобретения - исключение поломки дорна и повышение стабильности процесса литья. Для достижения указанной цели дорн соединен с наружной втулкой по сферической поверхности. Кроме того, с цепью экономии материала сферическая часть дорна выполнена сменной, в частности На резьбе. На чертеже представлен предлагаемый кристаллизатор, продольный разрез. Узел кристаллизации для отливки полых заготовок содержит металлоприемник 1, к которому крепится водоохлаждаемая рубашка 2, во внутреннюю коническую поверхность которой вставляется графитовая втулка 3. Графитовая втулка 3, шарнирно соединяется со сборным дорном, содержащим рабочую поверхность 4 и посадочную поверх- ность 5. Крышка 6 посредством резьбы соединена с втулкой 3,и обеспечивает герметичность. Устройство работает следующим образом. В процессе разливки на выходе из кристаллизатора образуется зазор
Между втулкой 3 и заготовкой 7 вследствие усадки остывающей отливки. В зоне плотного контакта корки заготовки 7 и втулки 3 корочка недостаточно прочная. Под действием веса получаемой заготовки и других внешних сил возможно смещение отливки и кристаллизатора на величину зазора. В связи с тем, что дорн имеет возможность смещения относительно втулки за счет шарнирного соединения, происходит совместное смещение дорна и заготовки на величину зазора.
Эффективность изобретения состоит в стабильности ведения процесса при литье полых заготовок.
Формула изобретения 1. Кристаллизатор для непрерывного литья полых заготовок, содержащий
наружную втулку и дорн, отличающийся тем, что, с целью исключения поломки дорна и повышения стабильности процесса литья, дорн соединен с наружной втулкой по сферической поверхности.
2. Кристаллизатор по п.1, о т л.ичающийся тем, что, с целью экономии материала, сферическая часть Q дорна выполнена сменной, в частности на резьбе.
Источники информации, принятые во внимание при экспертизе
1. Шатагин О.А. и др. Горизонтальное литье цветных металлов и сплавов. М. , 1974, с.30.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU971563A1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| Способ непрерывного горизонтального литья чугунных полых заготовок | 1985 |
|
SU1292908A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU950490A1 |
.
