(54) СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм перемещения резака устройства для термической резки труб | 1981 |
|
SU996122A1 |
| Станок для фасонной резки труб | 1977 |
|
SU657935A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
| Станок для фасонной резки газом труб | 1957 |
|
SU112295A1 |
| Станок для фасонной резки труб | 1981 |
|
SU963750A1 |
| УСТРОЙСТВО для ФАСОННОЙ РЕЗКИ ТРУБ | 1973 |
|
SU385688A1 |
| Станок для фасонной резки труб | 1982 |
|
SU1087281A1 |
| Станок для фасонной резки труб | 1957 |
|
SU119778A1 |
| Устройство для фасонной резки труб | 1977 |
|
SU747640A1 |
I
Изобретение относится к устройствам для резки цилиндрических изделий, в частности для фасонной резки труб под заданным углом без разметки с одновременным снятием фаски под сварку.
Известен станок для фасонной резки труб, содержащий станину, несущую копир, смонтированный на валу и взаимодействующий со щупом, установленным в горизонтальных направляющих, и снабженным контактной приставкой в виде двух колес 1.
Известен также станок для фасонной Q резки труб, содержащий установленные на основании механизм вращения трубы, связанный с ним кулисный механизм перемещения каретки с резаком вдоль оси трубы, а также механизм наклона резака в виде несущего резак рычага, в котором смонти- is рована ось, связанная через поводок с основанием 2.
Недостатком этого устройства является значительное вспомогательное время на настройку механизма наклона резака.
Цель изобретения - уменьщение вспо- 20 могательного времени на настройку.
Указанная цель достигается за счет того, что в станке, содержащем установленные на основании механизм вращения трубы, связанный с ним кулисный механизм перемещения каретки с резаком вдоль оси трубы, а также механизм наклона резака, механизм наклона резака выполнен в виде размещенных на каретке толкателя и связанного с ним зубчатого колеса, на котором закреплен резак, при этом на основании смонтирована с возможностью взаимодействия с толкателем наклонная направляющая, а резак закреплен на упомянутом зубчатом колесе.
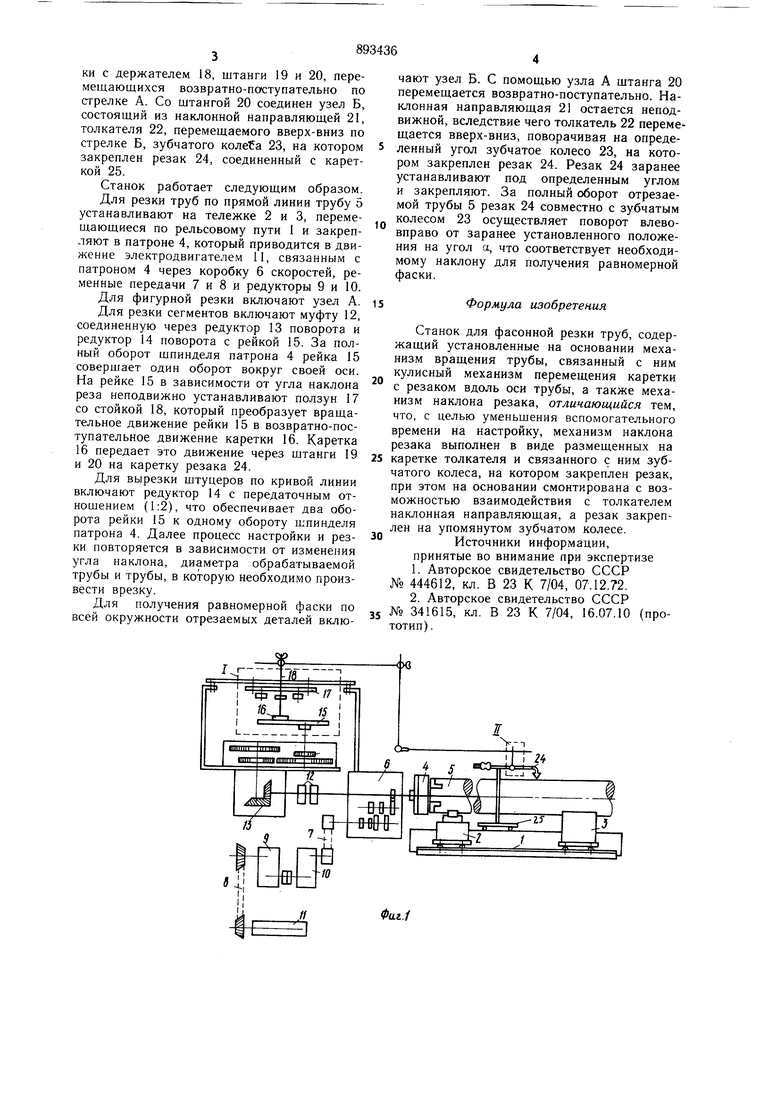
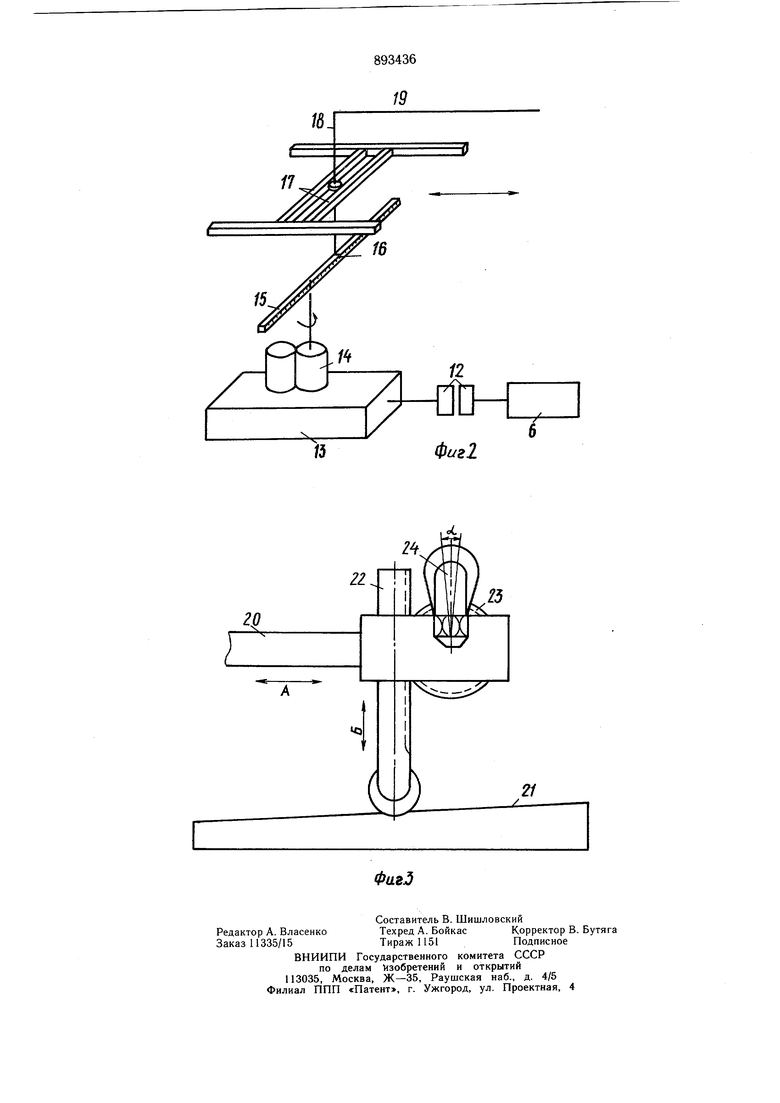
На фиг. 1 схематично изображен предлагаемый станок; на фиг. 2 - механизм перемещения резака вдоль оси трубы (узел А); на фиг. 3 - механизм наклона резака для снятия фаски (узел Б).
Предлагаемый станок включает рельсовый путь 1 с тележками 2 и 3, трехкулачковый патрон 4 для вращения обрабатываемой трубы 5. Патрон 4 связан с коробкой 6 скоростей через ременные передачи 7 и 8, редукторы 9 и 10 с электродвигателем 11. Через муфту 12 редуктор 13 поворота и редуктор 14 с переключением (1:2) включается узел А, состоящий из рейки 15, передвижной каретки 16, двух ползунов 17, стойки с держателем 18, штанги 19 и 20, перемещающихся возвратно-поступательно по стрелке А. Со штангой 20 соединен узел Б, состоящий из наклонной направляющей 21, толкателя 22, перемещаемого вверх-вниз по стрелке Б, зубчатого колена 23, на котором закреплен резак 24, соединенный с кареткой 25. Станок работает следующим образом. Для резки труб по прямой линии трубу 5 устанавливают на тележке 2 и 3, перемещающиеся по рельсовому пути 1 и закрепляют в патроне 4, который приводится в движение электродвигателем II, связанным с патроном 4 через коробку б скоростей, ременные передачи 7 и 8 и редукторы 9 и 10. Для фигурной резки включают узел А. Для резки сегментов включают муфту 12, соединенную через редуктор 13 поворота и редуктор 14 поворота с рейкой 15. За полный оборот шпинделя патрона 4 рейка 15 совершает один оборот вокруг своей оси. На рейке 15 в зависимости от угла наклона реза неподвижно устанавливают ползун 17 со стойкой 18, который преобразует вращательное движение рейки 15 в возвратно-поступательное движение каретки 16. Каретка 16 передает это движение через штанги 19 и 20 на каретку резака 24. Для вырезки штуцеров по кривой линии включают редуктор 14 с передаточным отношением (1:2), что обеспечивает два оборота рейки 15 к одному обороту шпинделя патрона 4. Далее процесс настройки и резки повторяется в зависимости от изменения угла наклона, диаметра обрабатываемой трубы и трубы, в которую необходимо гфоизвести врезку. Для получения равномерной фаски по всей окружности отрезаемых деталей включают узел Б. С помощью узла А штанга 20 перемещается возвратно-поступательно. Наклонная направляющая 21 остается неподвижной, вследствие чего толкатель 22 перемещается вверх-вниз, поворачивая на определенный угол зубчатое колесо 23, на котором закреплен резак 24. Резак 24 заранее устанавливают под определенным углом и закрепляют. За полный оборот отрезаемой трубы 5 резак 24 совместно с зубчатым колесом 23 осуществляет поворот влевовправо от заранее установленного положения на угол а, что соответствует необходимому наклону для получения равномерной фаски. Формула изобретения Станок для фасонной резки труб, содержащий установленные на основании механизм вращения трубы, связанный с ним кулисный механизм перемещения каретки с резаком вдоль оси трубы, а также механизм наклона резака, отличающийся тем, что, с целью уменьшения вспомогательного времени на настройку, механизм наклона резака выполнен в виде размещенных на каретке толкателя и связанного с ним зубчатого колеса, на котором закреплен резак, при этом на основании смонтирована с возможностью взаимодействия с толкателем наклонная направляющая, а резак закреплен на упомянутом зубчатом колесе. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 444612, кл. В 23 К 7/04, 07.12.72. 2.Авторское свидетельство СССР № 341615, кл. В 23 К 7/04, 16.07.10 (прототип) .
