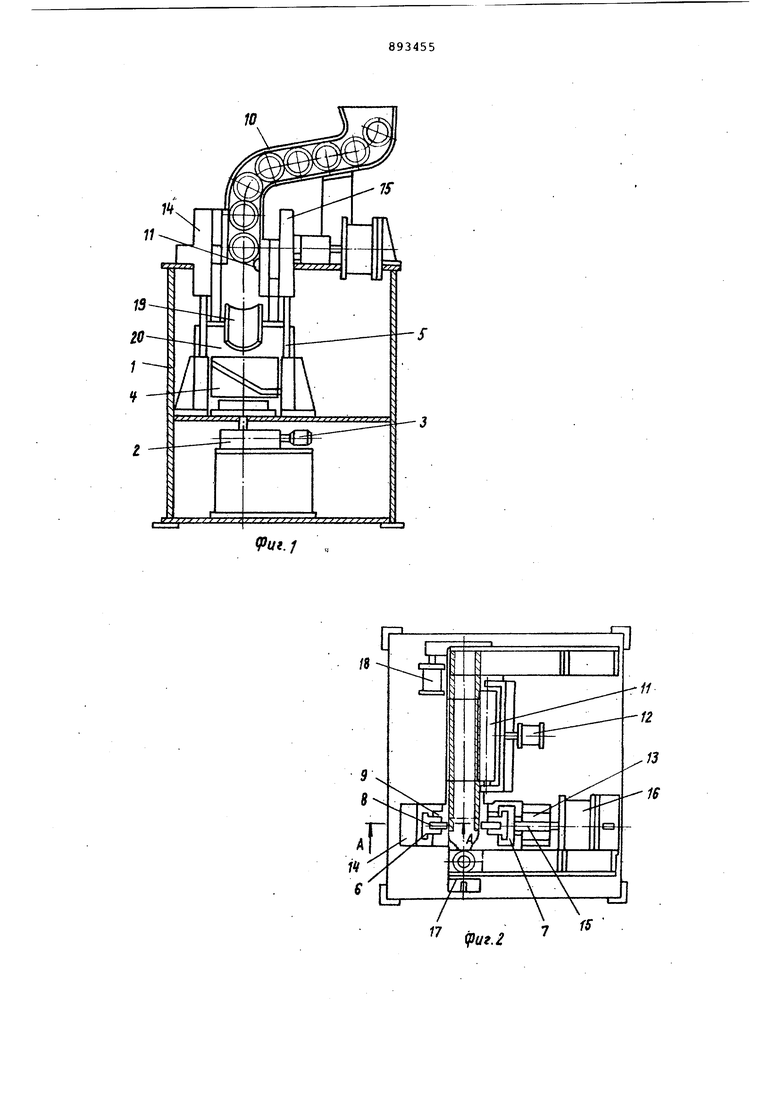
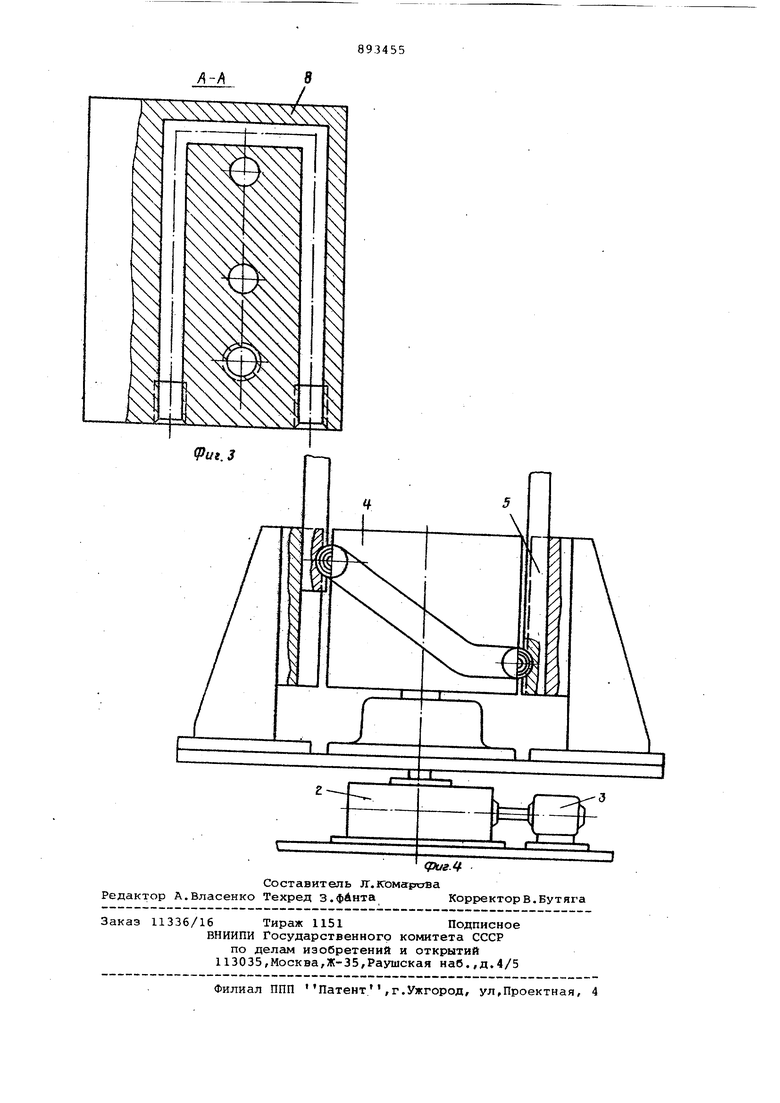
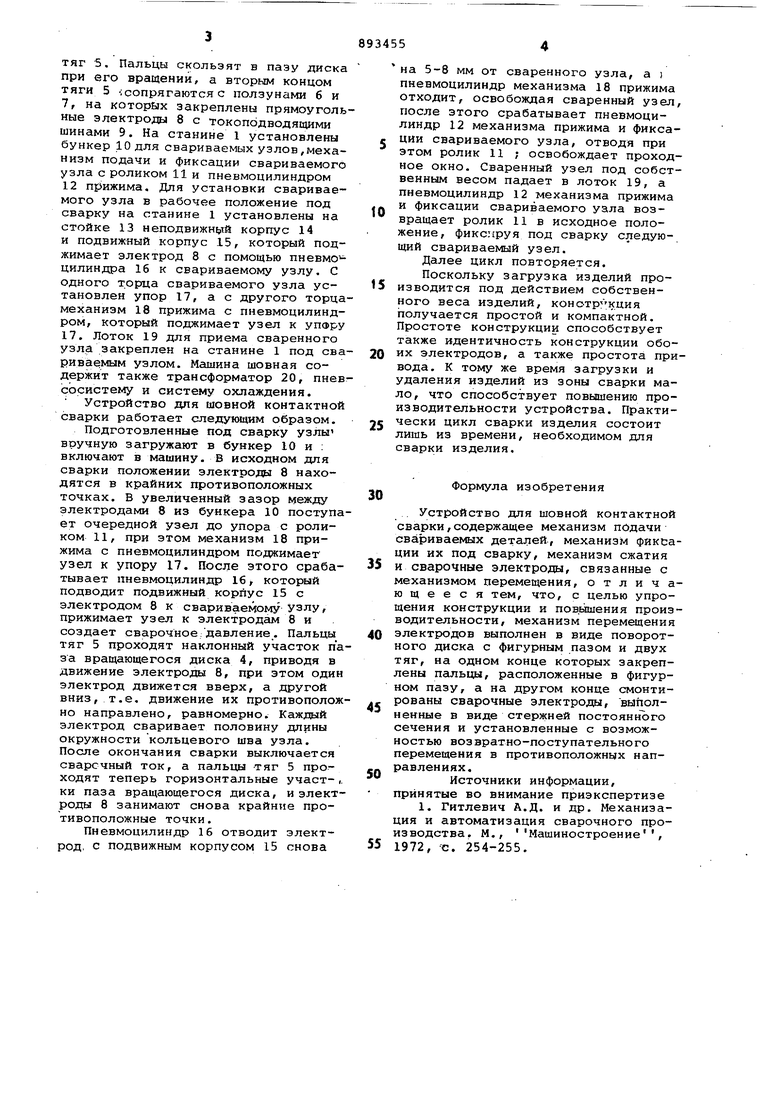
Изобретение относится к сварКб, в частности к машинам для контактно шовной сварки цилиндирических изделий. Известно устройство для шовной контактной сварки, содержащее мехал низм подачи свариваемых деталей, механизм фиксации их под сварку, меха низм сжатия и сварочные электроды, связанные с механизмом перемещения .1 . Однако такое устройство сложно п конструкции и в связи с малой площадью контакта с электродами и наличием большого количества приводов имеет ;ограниченную производительность. Цель изобретения - упрощение .кон струкции и повышение производительности . Поставленная цель достигается те что в устройстве для шовной контакт ной сварки, содержащем .механизм подачи сбарйваемых деталей, механизм фиксации их под сварку, механизм сжатия и сварочные электроды, связа ные с-механизмом перемещения, механизм перемещения электродов выполнен в виде поворотного диска с фигурным пазом и двух тяг, на одном конце Которых закреплены пальцы, расположенные в фигурном пазу, а нг другом конце смонтированы сварочные, электроды, выполненные в виде стержней постоянного сеч.ения и установленные с возможностью возвратно-поступательного перемещения в противоположных направлениях. На фиг.1 показано устройство, вид сбоку ; на фиг.2 - то же, сверху; на фиг.З - разрез А-А на фиг.2; на фиг.4 - механизм перемещения электродов . Устройство для шовной контактной сварки содержит станину 1, на которой установлены механизм перемещения электродов с редуктором 2 и электродвигателем 3. Механизм перемещения электродов состоит из вращающегося диска 4, на наружном диаметре которого проходит паз с двумя наклонными участками и двумя горизонтальными в следующей последовательности : сверху вниз под углом - горизонтальный участок/ снизу вверх поД тем же углом - снова горизонтальный участок, который замыкает паз. В паз вращгиощегося диска введены пальцы, закрепленные на одном конце
тяг 5. Пальцы С ольэят в пазу диска при его вращении, а вторым концом тяги 5 :сопрягаются с ползунами 6 и 7, на которых закреплены прямоугольные электроды 8 с токоподводящими шинами 9. На станине 1 установлены бункер 10 для свариваемых узлов,механизм подачи и фиксации свариваемого узла с роликом 11 и пневмоцилиндром 12 прижима. Для установки свариваемого узла в рабочее положение под сварку на станине 1 установлены на стойке 13 неподвижный корпус 14 и подвижный корпус 15, который поджимает электрод 8 с помощью пневмо цилиндра 16 к свариваемому узлу. С одного т.орца свариваемого узла установлен упор 17, ас другого торцамеханизм 18 прижима с пневмоцилиндром, который поджимает узел к упсиру 17, Лоток 19 для приема сваренного узла закреплен на станине 1 под свариваемым узлом. Машина шовная содержит также трансформатор 20, пневсосистему и систему охлаждения.
Устройство для шовной контактной сварки работает следующим образом.
Подготовленные под сварку узлы вручную загружают в бункер 10 и : включают в машину. В исходном для сварки положении электроды 8 находятся в крайних противоположных точках. В увеличенный зазор между электродами 8 из бункера 10 поступает очередной узел до упора с роликом 11, при этом механизм 18 прижима с пневмоцилиндром поджимает узел к упору 17. После этого срабатывает пневмоцилиндр 16, который подводит подвижный корпус 15 с электродом 8 к свариваемому УЗлу, прижимает узел к электродам 8 и создает сварочное.давление. Пальцы тяг 5 проходят наклонный участок паза вращающегося диска 4, приводя в движение электроды 8, при этом один электрод движется вверх, а другой вниз, т.е. движение их противоположно направлено, равномерно. Каждый электрод сваривает половину длины окружности кольцевого шва узла. После окончания сварки выключается сварочный ток, а пальцы тяг 5 проходят теперь горизонтальные участ- , ки паза вращающегося диска, и электроды 8 занимают снова крайние противоположные точки.
Пневмоцилиндр 16 отводит электрод, с подвижным корпусом 15 снова
на 5-8 мм от сваренного узла, а i пневмоцилиндр механизма 18 прижима отходит, освобождая сваренный узел, после этого срабатывает пневмоцилиндр 12 механизма прижима и фиксации свариваемого узла, отводя при этом ролик 11 ; освобождает проходное окно. Сваренный узел под собственным весом падает в лоток 19, а пневмоцилиндр 12 механизма прижима и фиксации свариваемого узла возвращает ролик 11 в исходное положение, фиксмруя под сварку следующий свариваемый узел.
Далее цикл повторяется.
Поскольку загрузка изделий производится под действием собственного веса изделий, конотр -кция получается простой и компактной. Простоте конструкции способствует также идентичность конструкции обоих электродов, а также простота привода. К тому же время загрузки и удаления изделий из зоны сварки мало, что способствует повышению производительности устройства. Практически цикл сварки изделия состоит лишь из времени, необходимом для сварки изделия.
Формула изобретения
Устройство для шовной контактной сварки,содержащее механизм подачи свариваемых деталей, механизм фиксации их под сварку, механизм сжатия и сварочные электроды, связанные с механизмом перемещения, отличающееся тем, что, с целью упрощения конструкции и пов.ьпяения производительности, механизм перемещения электродов выполнен в виде поворотного диска с фигурным пазом и двух тяг, на одном конце которых закреплены пальцы, расположенные в фигурном пазу, а на другом конце смонтированы сварочные электроды, выполненные в виде стер5кней постояннЪго сечения и установленные с возможностью возвратно-поступательного перемещения в противоположных направлениях.
Источники информации, принятые во внимание приэкспертизе
1. Гитлевич А.Д. и др. Механизация и автоматизация сварочного производства. М., Машиностроение, 1972, с. 254-255.
w
11
plll.f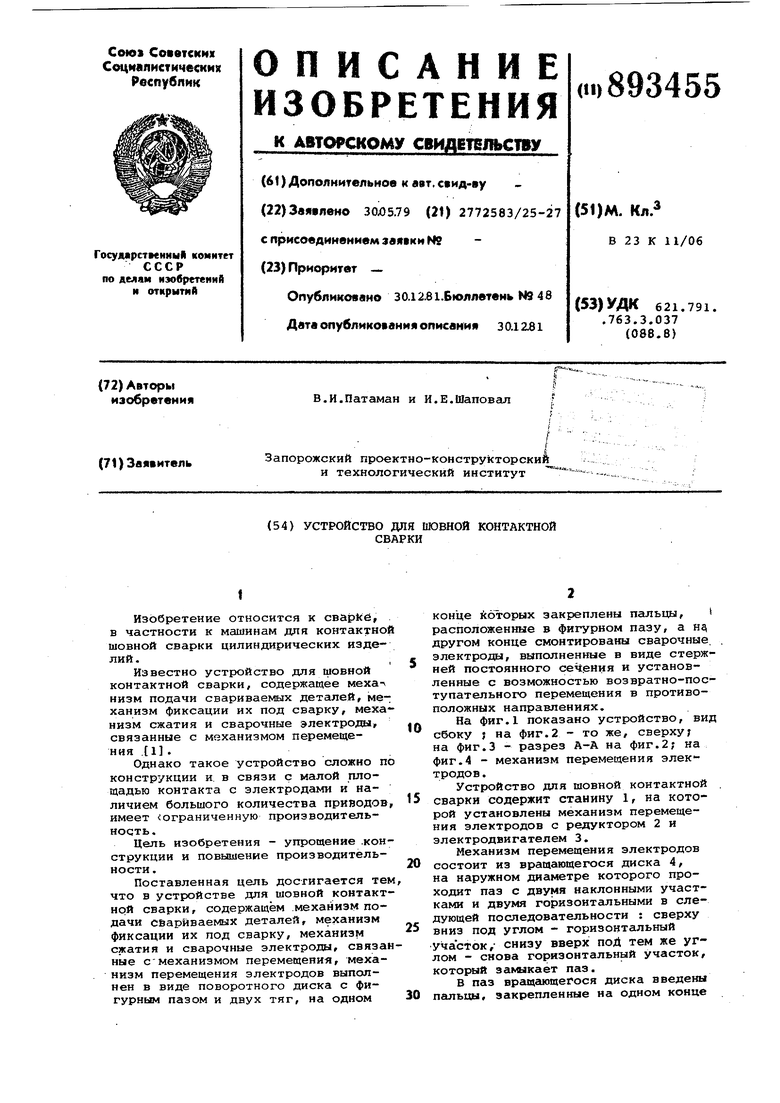
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1973 |
|
SU376200A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Машина для контактной точечной сварки | 1990 |
|
SU1750889A1 |
| Установка для контактной приварки преимущественно арматуры посуды | 1986 |
|
SU1449278A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |