Изобретение относится к сварочным устройствам для сварки неплавящимся электродом в защитных газах изделий по замкнутому криволинейному плоскому контуру, например канистр для хранения жидкостей.
Целью изобретения является повышение качества сварного шва за счет исключения колебания кареток со сварочными горелками при их перемещении и более точного совмещения свариваемых кромок заготовок изделия.
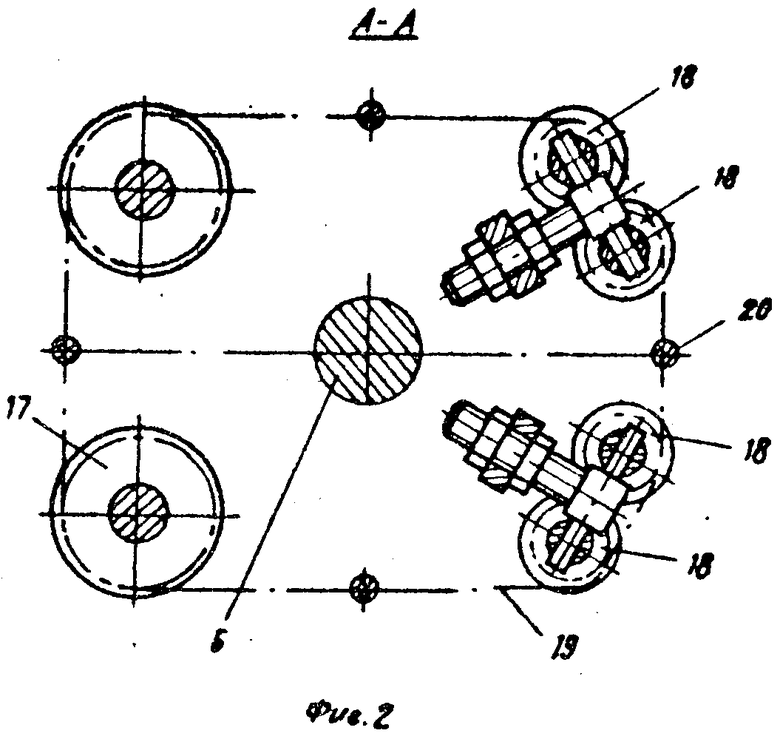
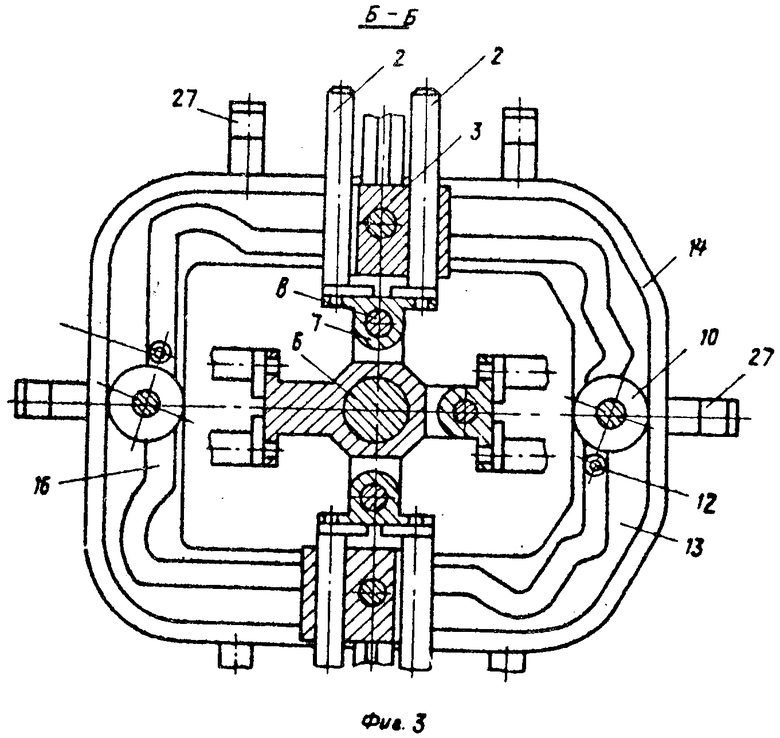
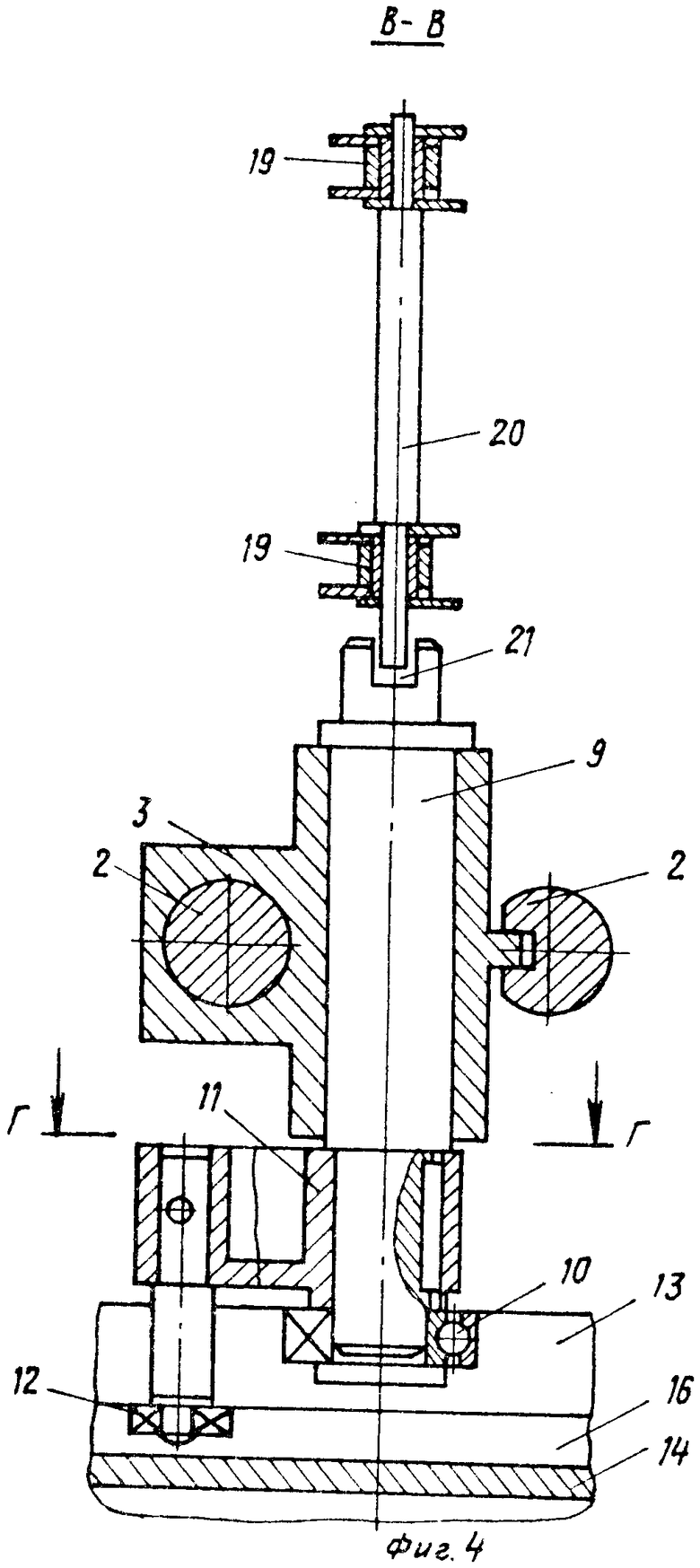
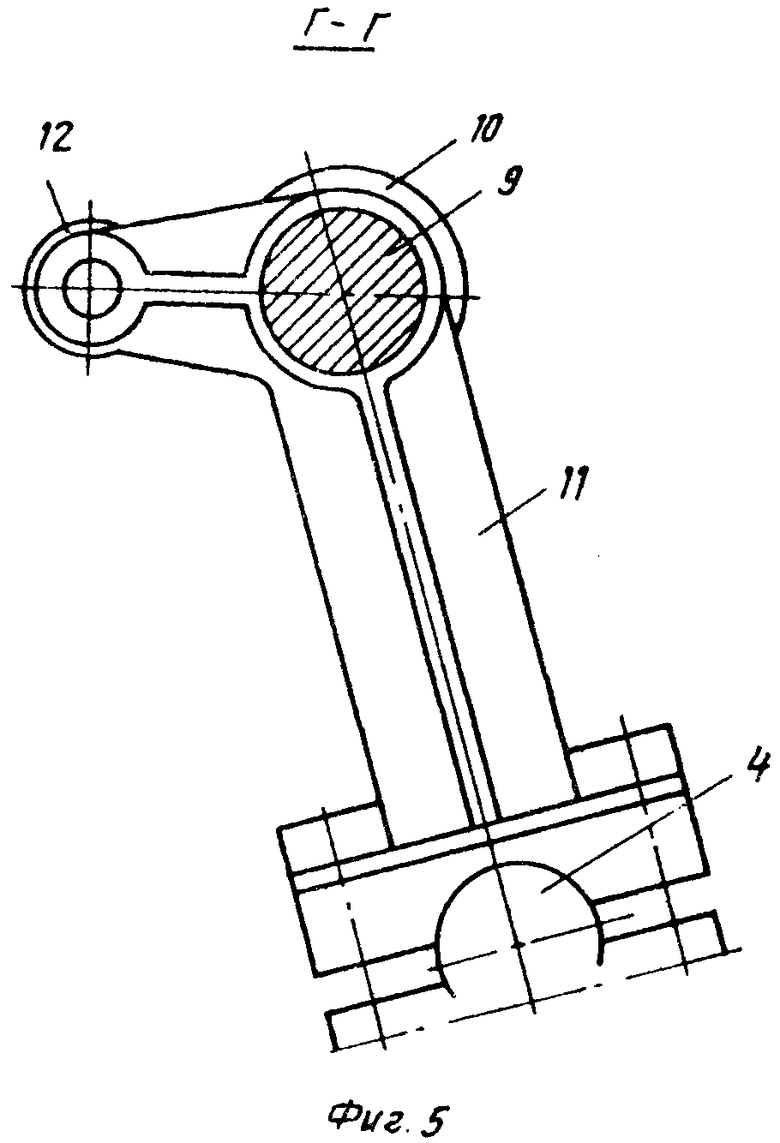
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4.
Устройство для автоматической сварки изделий по замкнутому плоскому контуру содержит станину 1, цилиндрические направляющие 2 с подвижно размещенными на них каретками 3 со сварочными горелками 4 и механизм перемещения кареток 3. Направляющие 2 кареток 3 расположены на поворотном барабане 5, установленном на оси 6, прикрепленной к верхней части станины 1. Направляющие 2 одной из кареток 3 закреплены на поворотном барабане 5 неподвижно, а направляющие остальных кареток - на поворотных опорах 7, связанных с барабаном 5 осями 8. Каретки 3 снабжены валами 9 с закрепленными на них основными копирными роликами 10 и двуплечими рычагами 11, одно плечо которых оснащено сварочной горелкой 4, а другое - дополнительным копирным роликом 12. Ролики 10 размещены в основном пазу 13 копира 14, совпадающего с контуром свариваемого изделия 15. Дополнительный ролик 12 взаимодействует с дополнительным копирным пазом 16, выполненным в основном пазу 13 копира 14.
Механизм перемещения кареток 3 выполнен в виде ведущих звездочек 17, связанных с электродвигателем, натяжных звездочек 18 и двух втулочно-роликовых цепей 19, соединенных между собой стержнями 20. Стержни 20 входят в пазы 21 валов 9, которыми снабжены каретки 3.
На нижней части станины 1 установлен пневмоцилиндр 22, снабженный штоком 23, на верхнем конце которого закреплен прижим 24, а на нижнем - дополнительный пневмоцилиндр 25, связанный регулируемыми по длине тягами 26 с поворотными упорами 27, установленными на прижиме 24 подвижно с помощью осей 28. Штоки 29 и 30, соединяющие соответственно прижимы 24 и нижнюю часть станины 1, а также пневмоцилиндр 22 и дополнительный пневмоцилиндр 25, предотвращают разворот прижима 24 и дополнительного пневмоцилиндра 25 относительно вертикальной оси устройства в процессе работы.
Устройство работает следующим образом.
Заготовки изделия 15, подлежащие сварке, укладывают на прижим 24, который находится в крайнем нижнем положении. Включают пневмоцилиндр 25, расположенный на штоке 23 пневмоцилиндра 22 прижима 24. Под действием тяг 26, связанных с пневмоцилиндром 25, поворотные упоры 27, установленные на прижиме 24, поворачиваясь вокруг осей 28, переходит в вертикальное положение, совмещая при этом между собой контуры отбортованных кромок верхней и нижней заготовок изделия 15. После этого включают пневмоцилиндр 22 прижима 24, под действием которого прижим 24 перемещается вверх и прижимает заготовки изделия 15 к копиру 14. Затем дополнительный пневмоцилиндр 25 отводит поворотные упоры 27 в исходное положение, после чего включают механизм перемещения кареток 3 со сварочными горелками 4 и зажигают дугу между заготовками изделия 15 и электродами сварочных горелок 4.
Ведущие звездочки 17, вращаясь, тянут втулочно-роликовые цепи 19, которые с помощью стержней 20, входящих своими концами в пазы 21 валов 9, передвигают каретки 3. При этом ролики 10 взаимодействуют с пазом 13 копира 14, геометрическая ось валов 9, несущих двуплечие рычаги 11, оснащенные сварочными горелками 4 и дополнительными роликами 12, перемещается по нейтральной оси паза 13, совпадающей в горизонтальной плоскости с контурами отбортованных кромок заготовок изделия 15, а ролики 12 взаимодействуют с дополнительным пазом 16 копира 14. Сварочные горелки 4 в процессе перемещения кареток 3 разворачиваются таким образом, что оси их электродов располагаются о нормали к контуру отбортованных кромок заготовок свариваемого изделия 15 как на прямолинейных, так и на криволинейных участках свариваемого контура. При этом концы электродов горелок 4, отстоящие от отбортованных кромок заготовок изделия 15 на величину сварочного зазора, описывают кривую, эквидистантную свариваемому контуру. Так как в процессе сварки каретки 3 перемещаются по направляющим 2, которые жестко крепятся к барабану 5 или к поворотным опорам 7, а цепи снабжены натяжными звездочками 18, в устройстве отсутствуют колебания кареток 3 со сварочными горелками 4 относительно свариваемых заготовок изделия 15.
Использование поворотных упоров позволяет точно совместить между собой контуры отбортованных кромок заготовок изделия, даже если эти контуры и не эквидистантны боковым поверхностям заготовок изделия.
Устройство позволяет повысить качество сварного шва и снизить трудоемкость изготовления заготовок изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Устройство для сварки плоских криволинейных швов | 1987 |
|
SU1481015A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для сварки изделий с замкнутыми криволинейными швами | 1975 |
|
SU604645A1 |
| Устройство для сварки труб | 1980 |
|
SU902888A1 |
| Устройство для автоматической электродуговой сварки криволинейных замкнутых швов | 1974 |
|
SU695788A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| Устройство для автоматической сварки замкнутых швов | 1979 |
|
SU925604A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
Изобретение относится к сварочным устройствам для сварки неплавящимся электродом в защитных газах изделий по замкнутому криволинейному плоскому контуру, например канистр для хранения жидкостей. Целью изобретения является повышение качества сварного шва за счет исключения колебания кареток со сварочными горелками при их перемещении и более точного совмещения свариваемых кромок заготовок изделия. Устройство содержит станину 1 с осью 6, на которой подвижно закреплен барабан 5 с цилиндрическими направляющими 2. По направляющим 2 перемещаются каретки 3 с горелками 4 при перемещении втулочно-роликовой цепи 19 от ведущей звездочки 17 вдоль контура свариваемого изделия 15. Основные ролики 10 и дополнительные ролики 12 перемещаются по пазам 13 и 16 копира 14 соответственно. Каретки 3 соединены с цепью 19 стержнями 20. Изделие зажимают и центрируют пневмоцилиндрами 22 и 25. Натяжение цепи осуществляют звездочками 18. Благодаря размещению горелок 4 на двуплечих рычагах 11 и перемещению дополнительных копирных роликов 12 по пазам 16 копира 14 обеспечивается размещение электрода по нормали к свариваемому контуру изделия 15 в любой его точке. 2 з.п.ф-лы, 5 ил.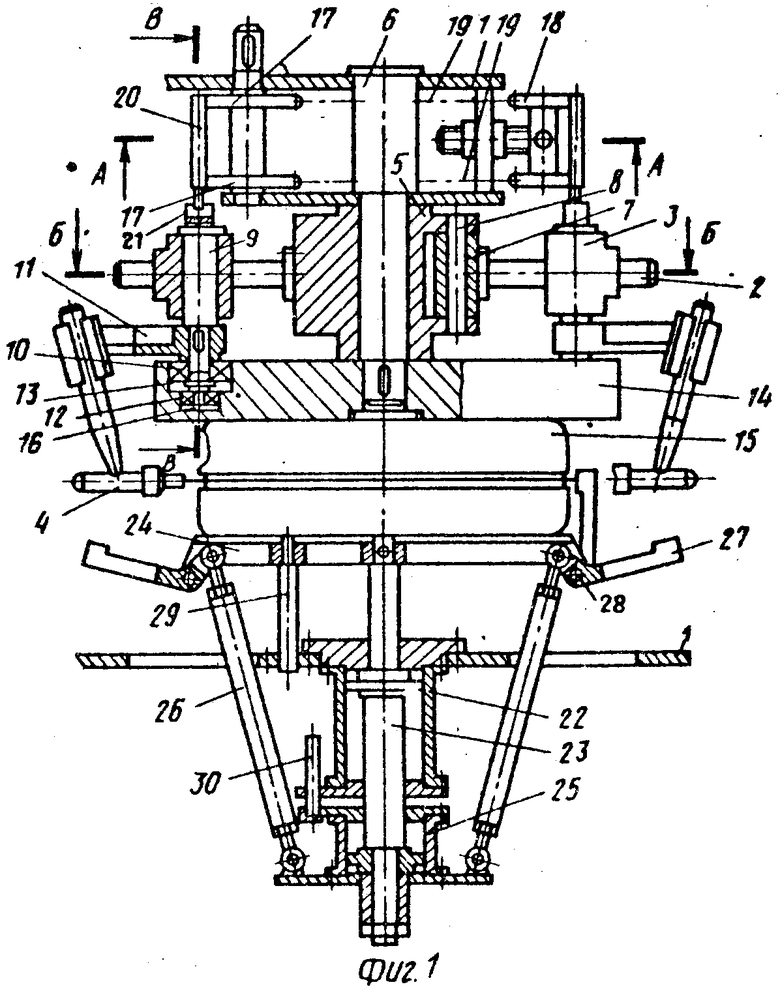
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
