1
Изобретение относится к области сварки, конкретнее к устройствам для изготавления цилиндрических изделий.
iHsBecTHO устройство для оборки и сварки цилиндрических изделий, содержащее смонтированные на общем основании ложемент для изделия и прИжимной механизм, выполненный в виде двух поворотных рычаго, симметрично р1асположенных относительно ложемента и снабженных прижимными роликами. Однако это устройство не обеспечивает сведения кромок при сварке продольных швов цилиндрических изделий.
Цель изобретения заключается в повышении качества сборки изделия под сварку.
,В предлагаемом устройстве в отличие от известного на рабочем конце каждого рьгаага закреплен палец, взаимодействующий с прорезью, выполненной на кулачке, щарнирно прикрепленном к стойке, установленной на основании, причем ролики закреплены на кулачках и связаны между собой гибким элементом.
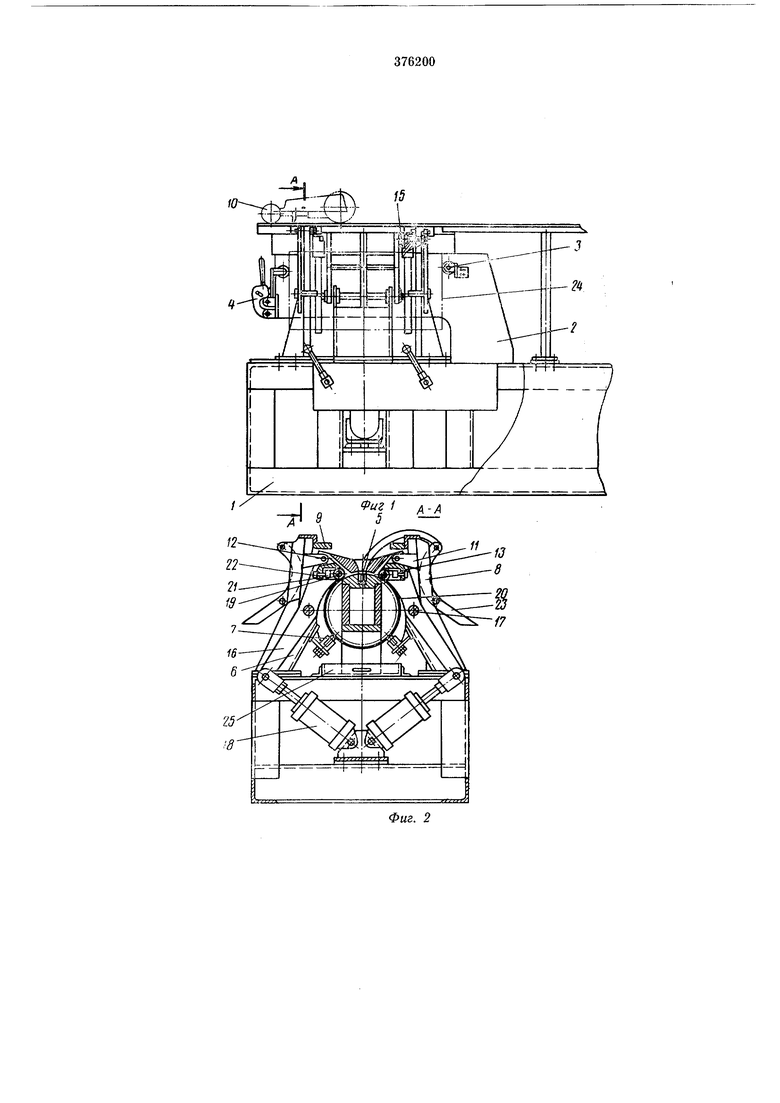
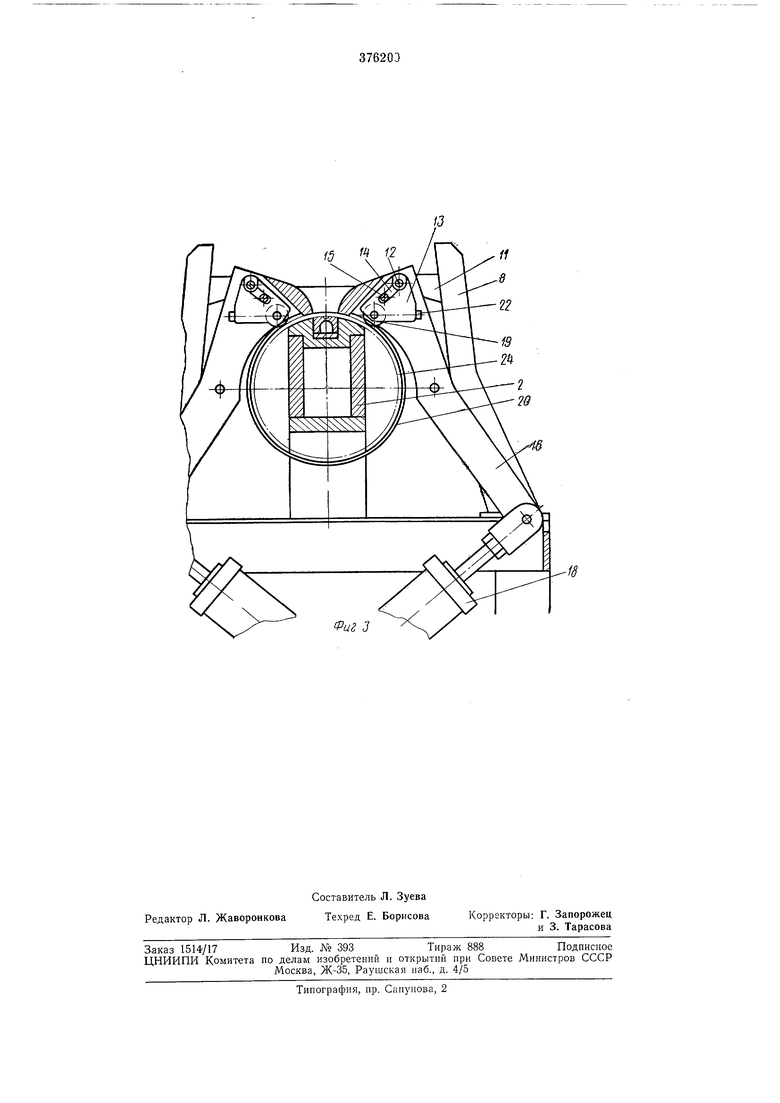
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, разрез по Л-А на фиг. 1; на фит. 3 - прижимной механизм устройства.
Устройство для сборки и сварки состоит: из основания /, консоли 2с упор ом 5, эксцентриковым торцовым прижимом 4 и медной подкладкой 5 с каналами для циркуляции воды; кронщтейнов 6, на которых установлены направляющие ролики 7; стоек 8, снабженных рельсовым путем 9, по которому перемещается сварочный трактор 10, и кронштейнами //, на которых посредством осей J2 подвижно укреплены кулачки 13, с фигурными пазами (прорезями) 14 которых взаимодействуют пальцы 15 рычагов 16, подвижно установЛенных на осях 17.
Нижние концы рычагов соединены со щтоками пневмоцилиндров 18, а верхние - выполняют роль зажимных губок. Рычаги снабжены прижимными роликами 19 с переброшенной через них гибкой металлической лентой 20, концы которой закреплены гайками 21. Натяжение металлической ленты регулируется винтом 22.
Для точной ориентации стыка относительно сварочного трактора устройство содержит подвижные упоры 23. В зоне сварки изделия (обечайки) 24, устанавливаемого на консоль, станина снабжена флюсоприемником 25.
Работает устройство следующим образом. Свариваемую обечайку устанавливают на консоль 2 таким образом, чтобы свариваемый стык располагался над медной подкладкой 5, и перемещают по направляющим роликам
7 до улора 3. В заВИсимости от того, торец какой из кромок стыка уперся в упор 3, подводят правый или левый подвижные упоры 23. В случае если ,в упор 3 упирается левая кромка, опускают правый упор 23, и наоборот. После лодвода одного из подвижных упоров 23 включают пневмоцилиндр 18, поворачивающий вокруг оси 17 рычаг 16, расположенный с противоположной стороны подвижного упора 23 и поджимающий кромку стыка к консоли 2. Одновременно с этим закрепленный на рычаге 16 палец 15 перемещается по фигурному пазу 14 соответствующего кулачка 13, поворачивая последний вокруг оси 12. При повороте кулачка 13 прижимной ролик 19 вместе с переброшенной через него гибкой металлической лентой 20 приближается к 0:бечайке. После поджима рычагом 16 О.ДНОЙ кромки стыка обечайки к консоли производят торцовый лрижим свободной кромки эксцентриковым торцавым лрижимом 4, т. е. лравку обечайки вдоль ее оси, и включают пневмосцилиндр 18, осуществляющий поворот второго рычага /б, поджимающего свободную кромку стыка о-бечайки к консоли.
Закрепленный на рычаге 16 палец 15 перемещается по фигурному пазу 14 соответствующего кулачка 13, поворачивая лоследний вокруг оси 12. При повороте кулачка 13 прижимной ролик 19 вместе с переброшенной через него гибкой металлической лентой 20 приближается к обечайке, натягивая ленту 20, которая, обжимая обечайку, сводит кромки
стыка. После сведения кромок стыка обечайки и лрижатия их к консоли производят автоматическую сварку лродольного шва оварочным трактором 10.
В процессе сварки медная подкладка 5 охлаждается водой.
Отработанный флюс поступает во флюсолриемник 25.
После окончания сварки включается обратный ход пневмоцилиндров 18, отводящих рычаги 16 и кулачки 13 с прижимными роликами 19 и гибкой металлической лентой 20 от сваренной обечайки, осво1бождая ее. Сваренную обечайку снимают с консоли. Устройство готово к повторению цикла.
ПреД1мет изобретения
(Устройство для оборки н оварки преимущественно продольных щвов цилиндрических изделий, содержащее смонтированные на 016щем основании ложемент для изделия и прижим«ой механизм, выполненный в виде двух ловоротных рычагов, симметрично расположенных относительно ложемента и снабженных прижимными роликами, отличающееся тем, что, с целью повышения качества сборки, на рабочем конце каждого рычага закреплен лалец, взаимодействующий с прорезью, выполненной на кулачке, шарнирно прикрепленном к стойке, устаноелеННОЙ на основании, Причем ролики закреплены на кулачках и связаны между собой гибким элементом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1975 |
|
SU576185A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПРЯМОЛИНЕЙНЫХ ШВОВ ЛИСТОВЫХ КОНСТРУКЦИЙ | 1971 |
|
SU304102A1 |