(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 1987 |
|
SU1590276A1 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ПОЛОСОВОГО МАТЕРИАЛА | 1971 |
|
SU422557A1 |
| Устройство для многоточечной контактной сварки | 1981 |
|
SU1006129A1 |
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
| Устройство для точечной сварки на стыковой машине круглых прутков в тестах их пересечения | 1945 |
|
SU68781A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| КОАКСИАЛЬНЫЙ ЭЛЕКТРИЧЕСКИЙ РАЗЪЕМ МНОГОЖИЛЬНОГО КАБЕЛЯ | 2007 |
|
RU2339136C1 |
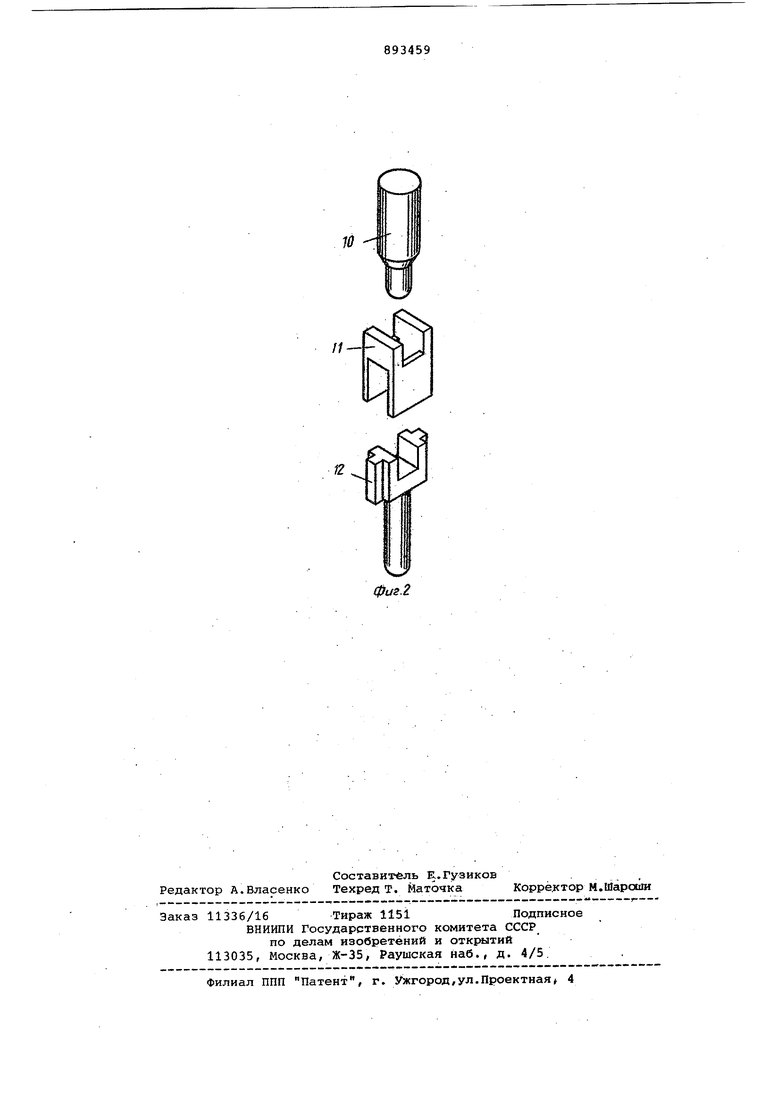
Изобретение относится к машиностроению, в частности к производств устройств для контактной точечной сварки. Известно устройство для контактной точечной сварки, содержащее установленный на электродах контактны машин корпус, состоящий из двух шар нирно соединенных частей с запорным механизмом и изолированными пластинами i . Устройство не обеспечивает качес венную сварку многожильных проводов Целью изобретения является повышение качества сварки многожильных проводов. Указанная цель достигается тем, что в устройстве для контактной точечной сварки, содержащем установленный на электродах контактных машин корпус, состоящий из двух шарнир ч6 соединенных частей с запорным механизмом и изолированными пластинами, корпус снабжен зажимными sJieMeH тами, один из которых выполнен в виде прижимной планки, а другой в виде поворотной разрезной втулки с обоймой. На фиг. 1 показано приспособление, общий вид на фиг. 2 - электродный узел мапшны. . Корпус предлагаемого приспособдения состоит из двух частей 1 и 2, изготовленных из латуни Л-62, которые свободно поворачиваются вокруг неподвижной оси 3 и закрепляются между собой запорным устройством 4,зажимая при этом разрезную втулку 5. В корпусе размещены две изолирующие пластины 6 с пазами и прижимная планка 7. Для зажатия деталей в разрезной втулке предусмотрен зажимной винт 8. Оба половины разрезной втулки расположены в обойме 9. Электродный узел состоит из верхнего круглого электрода 10, изолирующей вставки 11, которая устанавливается на нижний электрод-вилку 12 В исходном положении перед сваркой свариваемые концы многожильного провода укладывают в разрезную втулку 5,Нёщевают обойму 9 и зажимают зажимным винтом 8. Разрезная втулка 5 с уложенными в неё образцами уклады;вается в пазы части 2, накрывается частью корпуса 1, зажимается запорньо | устройством 4, затягивается прижимной планкой 7. Поворотом
разрезной втулки 5 обеспечивается скручицэние свариваемых проводов в плотный жгут. Приспособление с уло1 женными в них деталями устанавливается на нижний электрод 12, на который надета вставка 11, так, чтобы направляющие электрода 12 попали в пазы пластины б. При сжатии электрод 10 входит в паз изолирунлцей встайки 11, обеспечивая таким образом, плотное слсатие многожильных
.проводов между собой, не расплющивая их.
При прохождении тока многожильные провода.спариваются. При этом для Ьбеспечения попадания крайних жил is рварное соединение на образце делают 2 сварные точки. В результате скрутки крайние жилы, не попавшие в соединение на первой точке, попадают в сварное соединение на следующей точке.
Для обеспечения одинакового рас- стояния между сварными- точками в пла тине сделаны две пары пазов на расстоянии полушага скрутки свариваемых ;м1огожильных проводов. После оконча ЙЯ;, сварки электроды разводятся, снимается приспособление со сваренным „образцом. Поворотом откидного винта зажимного устройства 4 корпус раскрывается и сваренный образец свободно извлекается.
Благодаря наличию .изолирующей ставки на электроде-вилке, отсутртвует расплющивание многожильного
Привода при сжатии его между электродами, а в результате применения в приспособленит разрезной втулки, обеспечивающей скручивание сваривае- Мых многожильных проводов в плотный kryT, а также пластины с пазами на Ьасстоянии полушага скрутки, обесЬечивается сварка всех жил с соответствующим сохранением прочности и Ьлектропроводности, удовлетворяющих .требованиям, предъявляемым к сверхр1роводящим обмоточным материалам для .крупных сверхпроводящих магнитных систем.
Формула изобретения
Устройство для контактной точечной сварки, содержащее установленный на электродах контактных машин корпус, состоящий из двух шарнирно связанных частей с запорным механизмом и изолированными пластинами, Ь т л и ча ю щ е в с я тем, что, to целью повышения качества сварки 1иногожильных проводов, корпус снаб ен зажимнвпли элементами, один из которых выполнен в виде прижимной план.кй, а другой - в виде поворотной разрезной втулки с обоймой.
Источники информации, принятые во внимание при экспертизе
12
