(54) СПОСОБ КОМПЛЕКТОВАНИЯ ИЗДЕЛИЙ НА ПОДДОНЕ


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механизированного комплектования изделий на поддоне | 1972 |
|
SU442067A1 |
| Устройство для съема кирпичей с пресса и формирования садки | 1978 |
|
SU722767A1 |
| Способ разборки столбиковой садки | 1986 |
|
SU1375465A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Способ механизированного формирования столбиковой садки огнеупорных изделий на печном вагоне | 1977 |
|
SU692731A1 |
| Установка для многопакетной садки керамических изделий на печную вагонетку | 1983 |
|
SU1131656A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| Устройство комплектования слоя кирпичей для садки на печную вагонетку | 1985 |
|
SU1286423A1 |



1
Изобретение отнош1ся к производству керамических изделий и касается способа механизации образования и укладки на поддоны столбиков прямоугольного и клинового сырца огнеупорного кирпича, изготовляемого методом полусухого прессования.
Известен способ укладки многостолбиковой садки кирпича-сырда на печной вагон путем набора столбиковой садки с зазорами между изделиями, включающий набор ряда движущихся циклично с заданным- шагом изделий, набор слоя столбика садки путем извлечения из ряда четных и нечетных групп изделий, переноса их на печной вагон с разворотом четных групп на 90° 1 .
Известен также способ механизированного комплектования изделий на поддоне путем набора столбиковой садки с зазорами между изделиями, включающий набор ряда движущихся циклично с заданным шагом изделий, набор слоя столбика садки путем извлечения из ряда нечетных групп изделий, разворот их на 90°, укладку на очередную четную группу с последующим сближением образовавшихся элементов слоя, перенос его на поддон с координатной установкой 2.
Указанные способы позволяют механизировать процесс укладки на поддоны столбиков только прямоугольных изделий и не позволяют механизировать садку из клиновидных изделий.
Цель изобретения - механизация формирования- столбиковой садки из клиновых изделий.
10
Указанная цель достигается тем, что в способе комплектования изделий на поддоне путем набора столбиковой садки с зазорами между изделиями, включающий набор ряда движущихся циклично с заданным шагом изtsделий, набор слоя столбика садки путем извлечения из ряда четных и нечетных групп изделий, разворот групп, причем четные группы разворачивают на 90° совместно с выщележащими, укладку их на очередную группу
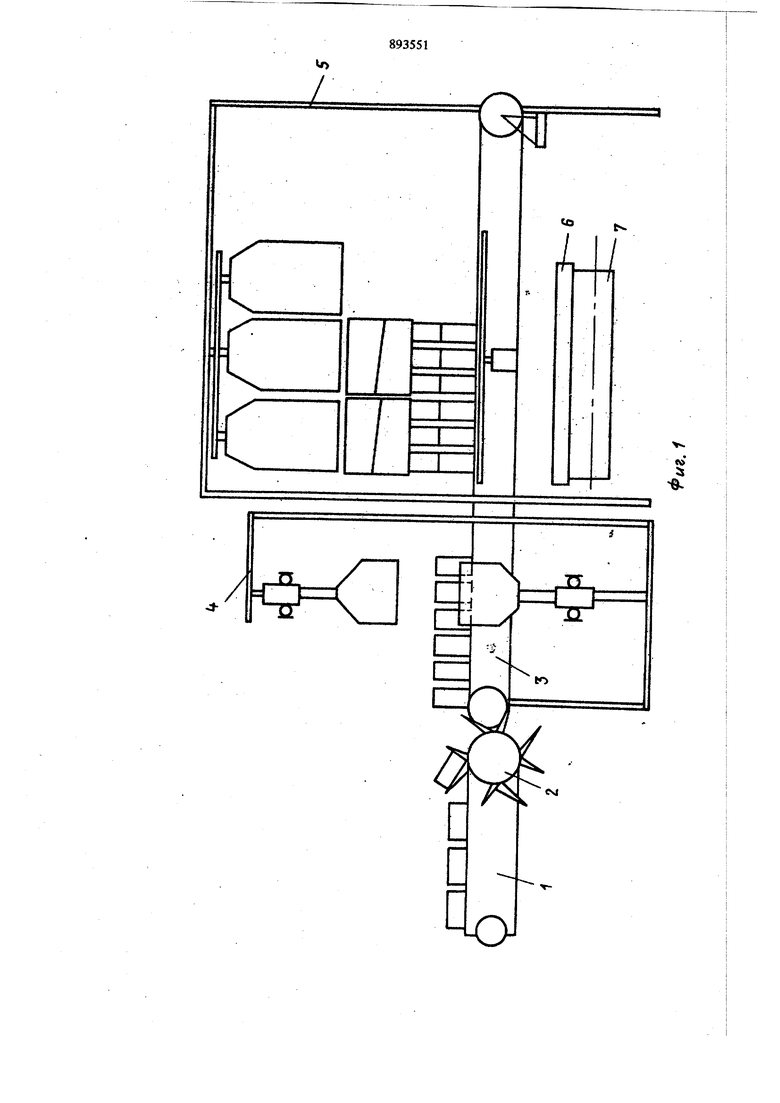
20 с последующим сближением образовав1Ш1Хся . злементов слоя, перенос его на поддон с координатной установкой до извлечения из ряда, верхние плоскости изделий нечетных групп устанавливают в горизонтальное положение, после чего извлеченные нечетные груп пы изделий вначале самостоятельно, а затем совместно с уложенными на них группами изделий разворачивают на 180°. На фиг. 1 показана схема набора элементов слоя и компоновка установки; на фиг. 2 - установка в горизонтальное положение верхних плоскостей изделий; на {)иг. 3 - подъем группы изделий нижним захватом; на фиг. 4 - перехват поднятой группы изделий верхним захватом и опускание нижнего захвата; на фиг. 5 - зажим нижним захватом очередной группы изделий, после заполнею1я формирования под поднято группой, разворот верхним захватом на 180° группы изделий; на фиг. 6 - опускание раз. вериутой на 180° группы изделий; на фиг.7подъсм сдвоетюй группы изделий нижним захватом; на фиг. 8 - установка в горизонтапь}|ое положение после заполнения формиро вателя изделиями под поднятой сдвоенной группой, разворот верхнего захвата на 90°; на фиг. 9 - подъем нижним захватом строен ной группь изделий; на фиг. 10 - перехват поднятой строенной группы изделий верхним захватом; на фиг. 11 - разворот на 180° верхним захватом строенной группы изделий; на фиг. 12 - заполнение формирователя изделиями под поднятой строенной группой; на фиг. 13 - завершение образования элемен та слоя (опускание строенной группы изде;1ий).о .Прештагаемый способ комплектования изде лий на поддоне по карте столбиковой садки может быть осуществлен посредством установ ки, содержащей приемный транспортер 1, установленный на раме, кантователь 2, формировате.тш 2, формирователь 3, установленный одним своим кондом на перекладчик 4, а другим на переносчик 5, предназначенный для установки сформированных столбиков на поддоны 6, располагающиеся на транспортере 7. Перекладчик 4 выполнен в виде стойки, на которой вертикально расположены два захвата и выравниватель, причем верхний захват имеет возможность вертикального перемещения и разворота на 90° и 180°-вокруг вертикальной оси, а выравниватель служит для установления в горизонтальное положение верхних поверхностей нечетных групп клиновых изделий. Комплектование изделий производится следующим образом. Выпрессован 1ые изделия по приемному транспортеру 1 поступают на кантователь 2, переворачивают из положения На планку в положение На ребро и попадают на фор1,, мирователь 3, который переносит их в зону действия перекладчика 4, а затем сформированные элементы слоя сближают на формирователе 3 в зоне действия переносчика 5, который переносит их на поддоны 6, поступающие по транспортеру 7 (фиг. 1). Формирование злементов слоя клиновых изделий осу.ществляется в сд дующей последовательности. Поднимают выравнивателем край однослойной группы изделий-над формирователем 3 (фиг. 2) для придания горизонтального положения верхним плоскостям изделий. Заж..мают и поднимают выровненную группу изделий нижним захватом выще верхнего уровня изделий на формирователе 3 (фиг. 3). После чего зажимают поднятую группу верхним захватом, разжимают и опускают нижний захват и выравниватель (фиг. 4), а затем разворачивают верхним захватом поднятую группу изделий на 180° (фиг. 5). После заполнения формирователя 3 под поднятой группой очередной группой изделий зажимают нижним захватом последнюю и разжимают верхний захват (фиг. 6). Поднимают нижним захватом зажатую группу изделий, вместе с опущенной на нее группой, выще верхнего уровня изделий на формирователе 3 (фиг. 7), а потом зажимают поднятую группу изделий верхним захватом, разжимают и опускают в исходное положение нижний захват, возвращают верх11ий захват на 90°. После заполнения формирователя 3 под поднятой группой, очередной группой изделий, поднимают край последней выравнивателем для придания горизонтального положения верхним плоскостям изделий (фиг. 8). Затем зажимают выровненную группу изделий нижним захватом, опускают выравниватель, разжимают верхний захват, поднимают верхний захват выше верхнего уровня сформированной группы, поднимают нижний захват (фиг. 9). После чего разворачивают верхний захват на 90°, опускают в исходное положение я зажимают поднятую группу изделий, разжимают и опускают в исходное положение нижний захват (фиг. 10). Потом разворачивают верхний захват на 180° (фиг, 11). Заполняют формирователь 3 очередной группой изделий (четной) под поднятой группой, зажимают нижний захват (фиг. 12). Разжимают верхний захват потом разжимают нижний захват. Элементы слоя сформированы (фиг. 13), продолают цикличное движение по формирователю сближаются в зоне действия переносчика , который переносит его на поддон по заданой схеме садки. Комплектование столбиков производится в втоматическом режиме по заданной програме. Применение предлагаемого способа позволяет механизировать процесс укладки-и повышает производительность труда. Формула изобретения Способ комплектования на поддо- . не путем набора столбковой садки с зазорами между изделиями, включающий набор ряда движущихся циклично с заданным шагом изделий, иабор слоя столбика садки путем и:жлечения из ряда четных н нечетиых групп изделий, разворот групп, причем четные группы разворачивают на 90° совместно с вышележащими, укладку их на очередную группу с последующим сближением образовав8935S (9 JД Лшхся элементов слоя, перенос его на поддон с координатной установкой, отличающийся тем, VTO, с целью механизированного формирования столбиковой садки до извлечения из ряда, верхние плоскости изделий нечетных групп устанавливают в горизонтальное положение, а после извлечения нечетных групп изделий вначале самостоятельно, а, затем совместно с уложеш1о1ми на них группами изделий разворачивают на 180°. Источники информации, П1Я1НЯтые во внимание при экспертизе 1.Авторское свидетельство СССР № 631347, кл. В 28 В 13/00, 1976. 2.Авторское свидетельство СССР N 442067, кл. В 28 В 15/00, 1972.
tf
A
Ш
«« :s
e.
I
CM
ю
Пии
f
U
Фиг.2
О
i
ffff/
D
. 3
P
С
tzdP
u
0иг. V
Фиг.7
Фиг. 9u
/
we. /г
