оо
от
О5 СП
Изобретение относится к производству керамических изделий и касается способов разборки обожженных изделий преимущественно прямоугольной формы, например огнеупорного кирпича.
Целью изобретения является повышение производительности процесса разборки.
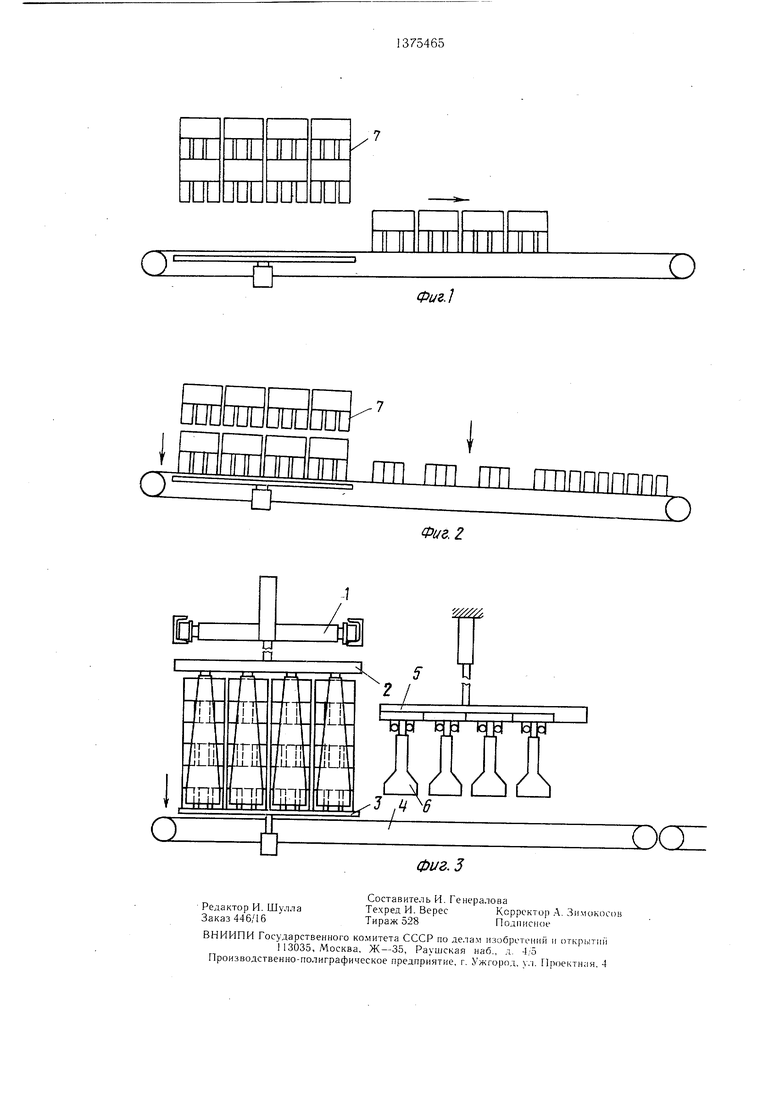
На фиг. 1 и 2 показана последовательность операций предлагаемого способа; на фиг. 3 - компоновка устройства, реализующего способ.
Способ осуществляется следующим образом.
Столбик изделий переносят от вагона к приемному конвейеру и устанавливают на него. Затем поднимают часть сто.чбика, оставляя на конвейере двойной слой, который перемеп1,ают в направлении разборки на величину, превышающую длину слоя, освобождая тем самым место для установки следующего двойного слоя. Затем
сни.мают верхний слой двойного слоя, под- 20 вает непрерывность процесса разборки. В
нимают его, затем одновременно перемещают нижний слой на величину, превыща- ющую длину слоя, а верхний слой поворачивают на 90, после чего опускают его
результате на конвейере 4 образуется непрерывный ряд одинаково ориентированных изделий.
Способ позволяет повысить производима конвейер, образуя продолжение ряда, тельность разборки за счет того, что переначатого нижним слоем. Одновременно с опусканием верхнего слоя на конвейер устанавливают следующий двойной слой. Затем те же операции повторяют со следующими двойными слоями столбика до полной его разборки. При этом одновременно с опусканием верхнего слоя последнего двойного слоя предыдущего столбика укладывают на конвейер двойной слой последующего столбика, что обеспечивает непрерывность процесса разборки.
Способ может быть осуществлен с помощью устройства, содержащего переносчик 1 с захватом 2, подъемный стол 3, конвейер 4 и манипулятор 5 с захватами 6.
Захватами 2 переносчика 1 зажимают столбик 7 у вагона за нижний слой и переносят столбик 7 на стол 3, находящийся в поднятом относительно уровня конвейера 4 положения. Затем разжимают захват 2 и зажимают им столбик 7, оставляя двойной слой на столе 3. Опускают последний ниже уровня конвейера 4, при этом двойной слой устанавливается на несущей поверхности конвейера. Включением конвейера переносят двойной слой на расстояние, превыщающее его длину, располагают его под манипулятором 5 и одновременно освобождают
носят на разборку сразу весь столбик, а также разбирают сразу целый двойной слой, а не его элементы, совмещая во времени операции разворота верхнего слоя и транспортирования нижнего, а также обеспечи- oQ вая непрерывность процесса разборки садки.
Формула изобретения
Способ разборки столбиковой садки огнеупорных изделий, включающий перенос
35 столбика с печной вагонетки на стол и последующую разборку с ко.мплектованием ряда одинаково ориентированных изделий на транспортном средстве, отличающийся тем, что, с целью повыщения производительности процесса разборки, комплектование ряда одинаково ориентированных изделий производят последовательным отделением нижних двух слоев, которые затем смещают по ходу технологического процесса на величину, превышающую длину слоя, затем отД5 деляют весь верхний слой от нижнего, одновре.менно смещают нижний слой на величину, превышающую его длину, и производят поворот верхнего слоя на 90°, укладывают повернутый верхний слой на один уровень с нижним, образуя продолжения ряда.
40
место для установки на поднятом столе следующего лвойного слоя. Затем захватами 6 манипулятора 5 зажимают верхний слой двойного слоя, поднимают его и поворачивают на 90°. Одновременно транспортируют нижний слой, образующий начало ряда, на расстояние, превыщающее его длину, освобождая те.м самым .место для установки на конвейер 4 верхнего слоя. Захваты 6 опускают до установки верхнего слоя на конвейер 4. При этом верхний слой образует продолжение ряда.
Одновременно с опусканием верхнего слоя на конвейер опускают следующий двойной слой. Затем указанные операции 2 повторяют последовательно со следующими двойными слоями столбика до полной его разборки. При этом одновременно с опусканием верхнего слоя предыдущего двойного столбика укладывают на конвейер двойной слой последующего столбика, что обеспечи0
0 вает непрерывность процесса разборки. В
результате на конвейере 4 образуется непрерывный ряд одинаково ориентированных изделий.
Способ позволяет повысить производительность разборки за счет того, что переносят на разборку сразу весь столбик, а также разбирают сразу целый двойной слой, а не его элементы, совмещая во времени операции разворота верхнего слоя и транспортирования нижнего, а также обеспечи- вая непрерывность процесса разборки садки.
Формула изобретения
Способ разборки столбиковой садки огнеупорных изделий, включающий перенос
столбика с печной вагонетки на стол и последующую разборку с ко.мплектованием ряда одинаково ориентированных изделий на транспортном средстве, отличающийся тем, что, с целью повыщения производительности процесса разборки, комплектование ряда одинаково ориентированных изделий производят последовательным отделением нижних двух слоев, которые затем смещают по ходу технологического процесса на величину, превышающую длину слоя, затем отделяют весь верхний слой от нижнего, одновре.менно смещают нижний слой на величину, превышающую его длину, и производят поворот верхнего слоя на 90°, укладывают повернутый верхний слой на один уровень с нижним, образуя продолжения ряда.
О
D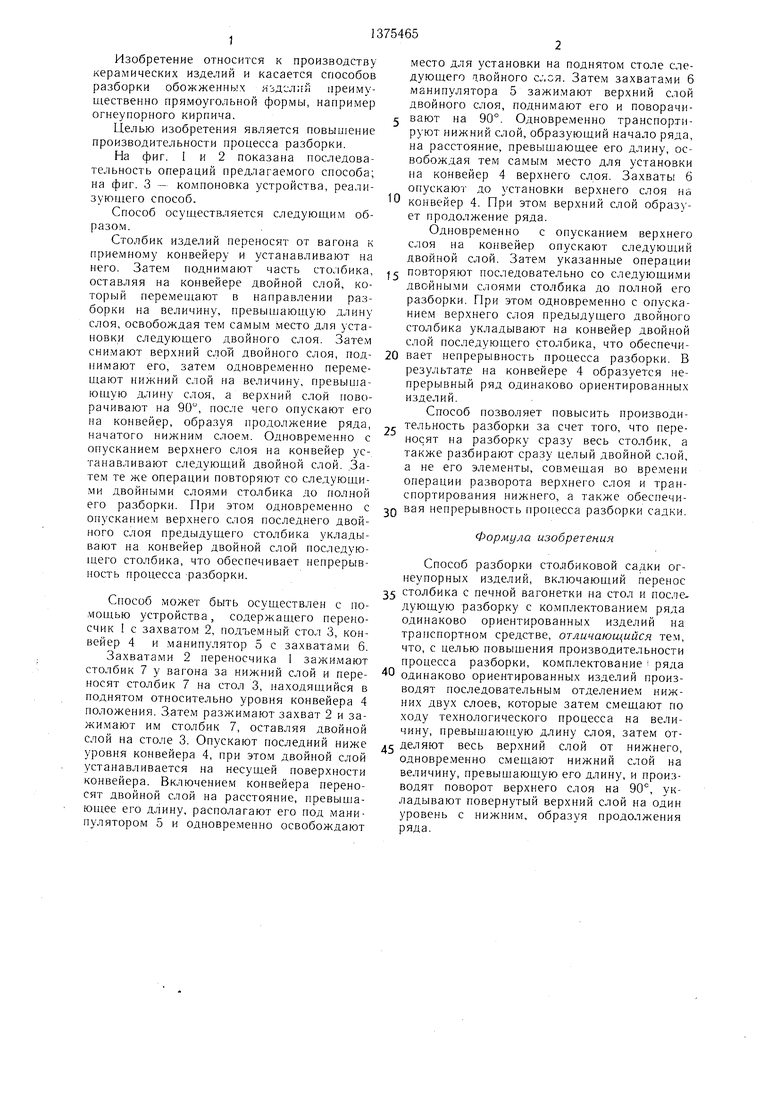
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механизированной разборки столбиков огнеупорных изделий | 1981 |
|
SU1011381A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Способ комплектования изделий на поддоне | 1979 |
|
SU893551A1 |
| Установка для садки керамических изделий на печные вагонетки | 1990 |
|
SU1717374A1 |
| Устройство для разгрузки столбиковой садки с печной вагонетки | 1979 |
|
SU854726A1 |
| Способ механизированного формирования столбиковой садки огнеупорных изделий на печном вагоне | 1977 |
|
SU692731A1 |
| Способ механизированного комплектования изделий на поддоне | 1972 |
|
SU442067A1 |
| Автоматическая линия для изготовления топливных элементов | 1988 |
|
SU1576945A1 |
| Устройство для укладки огнеупорныхиздЕлий HA пЕчНОй ВАгОН | 1978 |
|
SU814758A1 |
| Способ укладки штучных изделий в пакет и транспортная линия для его осуществления | 1978 |
|
SU887387A1 |
Изобретение относится к производству керамических изделий и позволяет повысить производительность разборки. Для этого столбик изделий переносят к приемному конвейеру и удерживают над ним. Затем отделяют от столбика нижний двойной слой, укладывают на конвейер и перемещают в направлении разборки на величину, превышающую длину слоя. Затем снимают верхний слой двойного слоя, поднимают его, одновременно перемещают нижний слой, а верхний слой поворачивают на 90°, после чего опускают его на конвейер, образуя продолжение ряда. Одновременно с опусканием верхнего слоя на конвейер устанавливают следующий двойной слой. Затем те же операции повторяют со следующими двойными слоями столбика до полной его разборки. 3 ил. (Л
Фиг. 2
ОСИ
фиг.З
| Устройство для укладки и съема изделий с сушильной вагонетки | 1975 |
|
SU551175A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для механизированной разборки столбиков огнеупорных изделий | 1981 |
|
SU1011381A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
