. :. /
Изобретение относится к строителбнбй ивдустрии и может быть использовано на домостроительных комбинатах в ааводах железобетонных изделий дтш яэготовпения бетонных и жёлезобетонш ос изделий.
И естен способ изготовления беТ01шых и железобетонных изделий и мояопятньвс конструкций с подогревом бетрииой смеси, последукшего вибрирования и термообработки. Для сокращения цжмени термообработки и повышения dnoTHOCTH бетона уложенную в формы бетсюаую смесь уплотняют, после чего рвэогревают, например, электрическим током в течение 1-ЗО мин до ЗО-98°С| а затем немедленно вторично уплотняют ГЦ .
Известный способ не обеспечивает уоаленвя из свежеуложенной бетонной ск1вся избыточного количества воды и зашемленного воздуха, что не позволяет получить достаточно плотной структуры бетона.
Наиболее близким к предлагаемому является способ иэготсжления бетонных вэделий, включающий подогрев бетонной смеси, укладку ее в форму, виброуплотнение при одновременном поверкностном нагреве и последующую терьмообработку С2 ,
Недостатком известного способа является то, что при постоянном режиме виброуплотнения не обеспечивается до«встаточное испареиие избыточной воды и повьпиенне прочиости изделия.
Цель изобретения - повьпаение проч ности изделия.
IS
Указанная цель достигается тем, что в способе нзготовления бетонных изделий, вкл1рчакшем подогрев бетонной смеси, укладку ее в форму, виброуплотненнв при одновременном поверхностном нагре20ве и последующую термообработку, внброуплотнение производят циклически по 20-60 с с интервалом 4-5 мин в течение 15-25 мин с возрастанием частоты колебаний .от 50-55 до 65-70 Гц в амппитудь от 0,2-0,3 до 0,7-О,8 мм
Способ осуществляется следующим образом.
Формы с уложенной бетонной смесью устанавливают под термощит (панель с расположенными на ней генераторами теплового излучения), причем расстояние от псжерхности изделия до термошита принимают равным 5-1О см с таким расчетом, чтобы обеспечить поверхностный нагрев изделия до 90-100 С, Затем изделие подвергают совместному .воздействию псдаерхностного нагрева и Ишслического виброуплотнения по 20рО с в течение 15-25 мин через каждью 4-5 мин с возрастанием частоты / колебаний от 5О-55 до 65-7О Гц и амлитуды от О,2-О,3 до О,7-О,8 мм. Затем изделие направляют на термообработку.
При совметцении периодического виброуппошения бетона с поверхностным нагревсж изделия влага и воздух в бетонной смесй под действием вибрации устремляется к ота:1я 1той поверхности : изделия, а подвод тепла к этой псяверхности способствует испарению избыточной воды т. е. снижению водоп)ементного отисшения и увеличению жесткости бетона. Поэтому необходимо в течение такой (работки изменять интенсивность ш браШ1в.
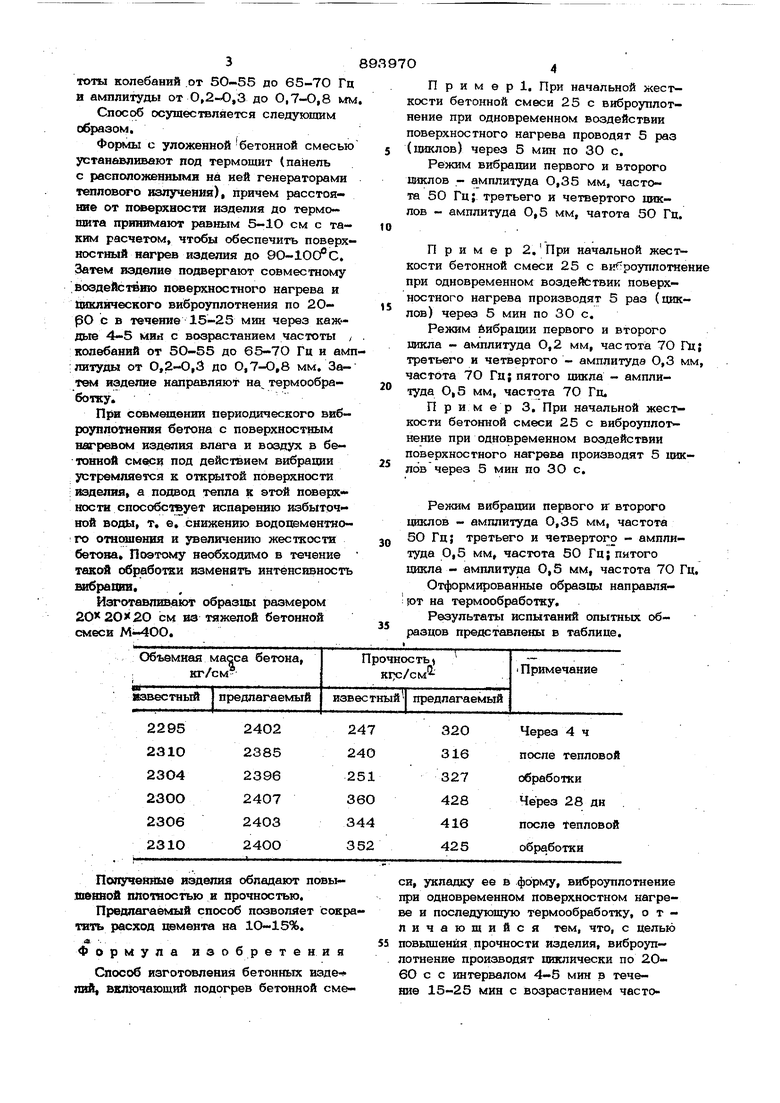
Изготавливают образцы размером 2О2О 2О см из тяжелой бетонной смеси Mi-4OO.
Пример. При начальной жесткости бетонной смеси 25 с виброуплотнение при одновременном воздействии поверхностного нагрева проводят 5 раз (циклов) через 5 мин по 30 с.
Режим вибрации первого и второго циклов - амплитуда 0,35 мм, частота 5О Гц} третьего и четвертого циклов - амплитуда 0,5 мм, чатота 5О Гц.
Пример 2. При начальной жесгкости бетонной смеси 25 с ви роуплотнени при одновременном воздействии поверхностного нагрева производят 5 раз (циклов) через 5 мин по ЗО с.
Режим бибрации первого и второго никла - амплитуда 0,2 мм, частота 7О Гц; третьего и четвертого - амплитуда О,3 мм, частота 70 Гц; пятого цикла - амплитуда 0,5 мм, частота 70 Гц.
П р им ер 3. При начальной жесткости бетонной смеси 25 с виброуплотнение при одновременном воздействии поверхностного нагрева производят 5 циклов через 5 мин по 30 с.
Режим вибрации первого и второго циклов - амплитуда О,35 мм, частота 5О Гц; третьего и четвертого - амплитуда 0,5 мм, частота 50 Гц; пятого шоша - амплитуда 0,5 мм, частота 70 Гц.
Отформированные образцы направляют на термообработку.
Результаты испытаний опытных образцов представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2003 |
|
RU2270091C2 |
| БЕТОННАЯ СМЕСЬ, СПОСОБ ПОЛУЧЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2103234C1 |
| Способ изготовления бетонных и железобетонных изделий | 1991 |
|
SU1805041A1 |
| Способ изготовления конструктивно-теплоизоляционных изделий | 1989 |
|
SU1671448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ОДНОРАЗОВЫХ ПЛАСТИКОВЫХ ФОРМ | 2022 |
|
RU2792294C1 |
| Способ сушки сыпучих пищевых продуктов и установка для осуществления этого способа | 1980 |
|
SU981785A1 |
| Способ формования изделий из цементогрунтовых смесей | 1980 |
|
SU1013281A1 |
| Способ формования бетонных изделий | 1988 |
|
SU1653964A1 |
| Способ формования бетонных изделий | 1980 |
|
SU885017A1 |
| КОЛЬЦЕВАЯ МАГИСТРАЛЬ МЕГАПОЛИСА И СПОСОБ РЕКОНСТРУКЦИИ КОЛЬЦЕВОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1998 |
|
RU2135672C1 |
Пояучейны© изделия обладают повышешюй ппотностью и прочностью.
Предлагаемый спос(б позволяет сократить расход 1юмента на 1О-15%.
л . .
Формула изобретения
Способ изготовления бетонных изде ЛИЙ, включающий подогрев бетонной смеси, укладку ее в форму, виброуплотнение при одновременном поверхностном нагреве и последующую термообработку, отличающийся тем, что, с целью 55 повьшенйя прочности изделия, виброуп- лотнение производят шпслически по 206О с с интервалом 4-5 мин в течение 15-25 мин с возрастанием часто58939706
ты , копебйнийот 5О-55 до 65-7О Гц1. Авторское свидетельство СССР
и амплитудыот О,2-О,3 до 0,7-О,8 мм.№ 239096, кл. С О4 В 15/00 1969.
Источники информации,2, Авторское свидетельство СССР
принятые во внимание при экспертиза№ 405845, кл. С 04 В 41/ЗО, 1970.
