1
Изобретение относится к области сортировки и контроля линейных размеров в машиностроении, в частности к оборудованию для сортировки цилиндрических деталей.
Известен автомат для контроля и сортировки Деталей, содержащий загрузочное устройство с кареткой, транспортеры для отвода рассортированных деталей и перекладчик с приемными призмами 1.
Недостаток известного автомата в том, что надежность сортировки деталей невелика.
Наиболее близким к предлагаемому по своей технической сути является автомат для контроля и сортировки деталей, содержащий загрузочное устройство с кареткой, измеритель-, ную станцию с датчиком, транспортеры для отвода рассортированных деталей, призмообразный перекладчик деталей с управляющими элементами, связа шый с приводным распределительным валом (2).
Недостаток известного автомата в том, что его надежность невелика и мал диапазон его технологических возможностей.
Целью изобретения является повышение надежности сортировки и расширение технологических возможностей.
Указанная цель достигается тем, что известный автомат для контроля и сортировки деталей, содержащий загрузючное устройство с кареткой, измерительную станцию с. датчиком, транспортеры для отвода рассортированных деталей, призмообразный перекладок де10талей с управляющими элементами, связанный с приводным распределительным валом, имеет по меньшей мере одну измерительную станцию с датчиком, размещенную вдоль каретки для загрузки деталей, а перекладчик состоит из
15 вала с продольными пазами и приводной втулки с кольцевой проточкой и валообразным захватом, размещенной на валу посредством тел качения, и силового цилищфа с буртиком для взаимодействия с проточкой
втулки, при этом распределительный вал установлен с возможностью возвратно-вращательного перемещения посредством зубчатой шестеренчато-реечной передачи.
: Кроме того, втулка имеет замкнутые фигурные пазы для размещения теп качения, а силовой цилиндр размещен вдоль распределительного вала и имеет концевые выключатели для ограничения продольного перемещения втулки.
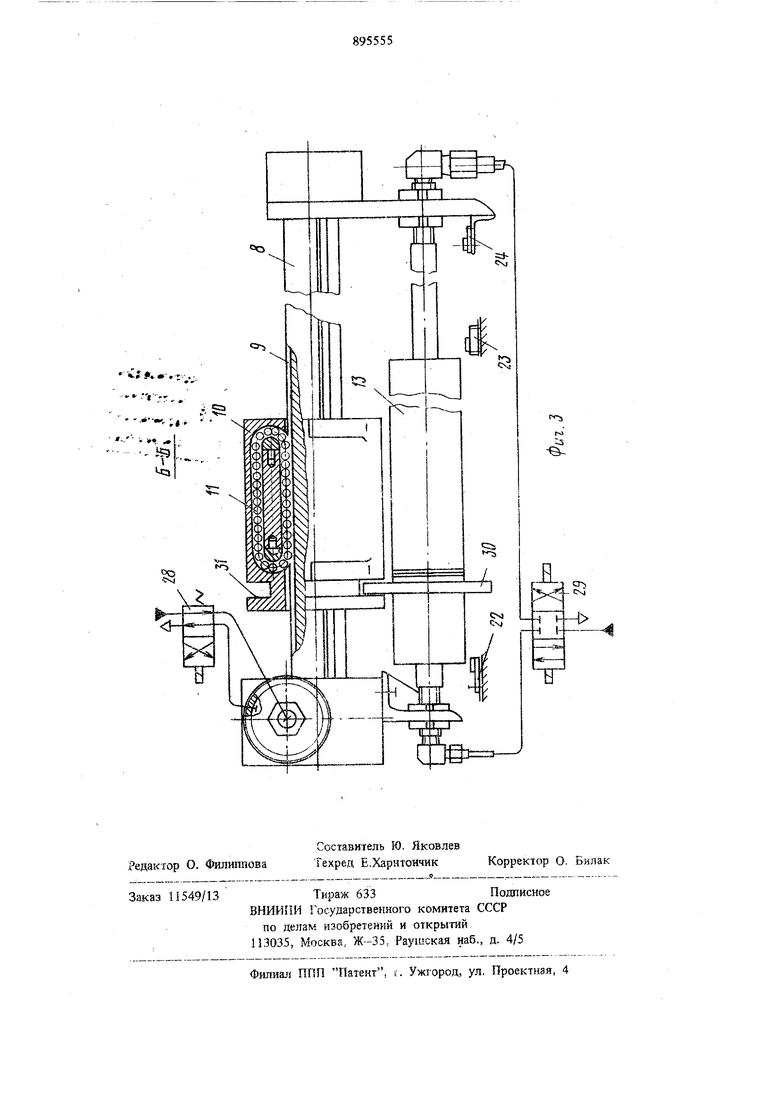
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - вид по стрелке А j на фиг.З - разрез Б-Б на фиг. 1.
Автомат для контроля и сортировки деталей состоит из устройства контроля 1, которое имеет загрузочную позицию 2, измерительные станции 3 и 4 с датчиками 5, загрузочноразгрузочную каретку 6, перекладчика 7, состоящего из вала 8 с продольными пазами 9, втулки 10 с телами качения 11 и вилообразным, захватом 12, выполненным в виде призм, силового цилиндра 13, шестерни 14 вала 8, зубчатой рейки 15 силового цили.ндра поворота 16 и отводящих транспортеров 17, 18 и 19, каждый из которых служит для приема деталей определенных размеров или параметров.
Для управления циклом работы автомата установлены выключатели 20 и 21 для ограничешш поворота вала 8. Выключатели 22, 23 и 24 служат для ограничения продольного положения втулки 10, а выключатели 25, 26 и 27 - для обнаружения наличия свободного места на соответствующем транспортере. Силовью цилиндры 13 и 16 снабжены распределителями 28 и 29. Цилиндр 13 имеет буртик 30, а втулка 10 имеет кольцевую проточку 31
Кснтролкруемые детали 32 поступают из потока на загрузочную позицию 2. Каретка 6 совершает периодические движения вверх, направо, вниз и влево, загружает измерительные станции 3 и 4, а также передает деталь 32 из cTaiuiHH 4 на призмообразньш захват 12. Если поступившая деталь 33 годная, то включается распределитель 28 и вал 8 совершает поворот, позтомз деталь 33 передается на транспортер 17. Распределитель 28 переключается и захват 12 возвращается в исходаое положение.
Детали с отклонениями поступают на следующие транспортеры 18 и 19. Для этого включается распределитель 29 и силовой цили1Щр 13 посредством буртика 30 перемещает втулку 10 по продольным пазам 9 вала 8 до тр анспортера в соответствии с размерами транспортируемой детали, определенными на измерительных ста1щиях 3 и 4. Выключение распределителя 29 выполняется по программе запоминающего устройства и соответствующим концевым выключателем 23 и 24. Выключается распределитель 29 в нейтральное положение, при котором перекрываются обе полости цилиндра 13. Включается распределитель 28. Вал 8 совершает поворот и деталь 33 передается на соответствующий транспортер 18 или
19. Распределитель 28 переключается, вал 8 поворачивается в исходное положение и переключает распределитель 29 на перемещение втулки 10 в исходное положение. По срабатыванию концевого выключателя 22 автомат
подготовлен к следующему циклу работы.
Автомат компактен, прост в изготовлении и надежен в работе, осуществляет сортировку из одного потока на несколько в соответствии с размерами и параметрами .деталей. Такое
конструктивное исполнение автомата существенно повышает его надежность и расширяет технологические возможности.
Формула изобретения
1. Автомат для контроля и сортировки деталей, содержащий загрузочное устройство с кареткой, измерительную станцию с датчиком,
транспортеры для отвода рассортированных деталей, призмообразный перекладчик деталей с управляющими злементами, связанный с приводом распределительным валом, отличающийся тем, что, с целью повышения надежности сортировки и распшре шя технологических возможностей, он имеет по меньшей мере одну измерительную станцию с датчиком, размещенную вдаль каретки для разгрузки деталей, а перекладчик состоит из вала с продольными пазами и приводной втулки с кольцевой проточкой и вилообразным захватом, размещенной на валу посредством тел качения, и силового цилищфа с буртиком для взаимодействия с проточкой втулки, при этом распределительный вал установлен с возможностью возвратно-вращательного перемещения посредством зубчатой шестеренчатореечной передачи.
2. Автомат по п. 1, о т л и ч а ю щ и и с я тем, что втулка имеет замкну тые фигурные пазы для размещения тел качения, а силовой цилиндр размешен вдоль распределительного вала и имеет концевые выключатели для ограничения продольного перемещения втулки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 522110, кл. В 65 G 47/52, 1974.
5 2. Авторское свидетельство СССР W 340446, кл. В 07 С 5/06, 1970. W /5
8
W , .. Н. .+- i+ife-i-K+HtK C-..;s.j :--4J-- i-A J A--: w±ВидА
. .:,
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХДЕТАЛЕЙ | 1972 |
|
SU340466A1 |
| Автомат для многодиапазонной сортировки прецизионных деталей | 1982 |
|
SU1107904A1 |
| Многопозиционный автомат для контроля и сортировки цилиндрических деталей | 1980 |
|
SU961796A1 |
| Устройство для контроля и сортировки деталей | 1971 |
|
SU479499A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| Автомат для контроля и сортировки деталей по размерам | 1972 |
|
SU471130A1 |
| ЛИНИЯ ОБРАБОТКИ ЯИЦ | 1992 |
|
RU2048088C1 |
| Автомат для сортировки подшипников качения по времени выбега | 1983 |
|
SU1105769A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |