(54) УСТРОЙСТВО для ПРОИЗВОДСТВА ЭЛЕКТРОПЛАВЛЕНЫХ
ОГНЕУПОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства электроплавленныхОгНЕупОРОВ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU806652A1 |
| Способ изготовления электроплавленных огнеупоров и устройство для его осуществления | 1977 |
|
SU691433A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ФОРМИРОВАНИЯ СЛИТКОВ В ЭЛЕКТРОННО-ЛУЧЕВЫХ ПЕЧАХ | 2005 |
|
RU2309997C2 |
| Индукционная печь для плавки окислов | 1975 |
|
SU551490A1 |
| Способ индукционного переплаваМЕТАллОВ и СплАВОВ | 1979 |
|
SU817069A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ ПАЛЛАДИЯ И ЕГО СПЛАВОВ | 2013 |
|
RU2547385C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора | 2015 |
|
RU2628225C2 |
I
Изобретение относится к производству плавленых огнеупорных изделий, применяемых для футеровки высокотемпературных, агрегатов, например, стекловаренных и металлургических печей.
Известно устройство для производства электроплавленых огнеупоров, содержащее водоохлаждаемый кристаллизатор с приводом возвратно-поступательного вертикального перемещения, плавильный индуктор привод вытягивания слитка и печь термообработки слитка }.
Цель изобретения - повышение ,качества огнеупоров.
Цель достигается тем,.что устройство для производства электроплавленых огнеупоров, содержащее.водоохлаждаемый кристаллизатор с приводом возвратно-поступательного вертикального перемещения, плавильный индуктор, привод вытягивания слитка и печь термообработки слитка, снабжеНО короткозамкнутым водоохлаждаемым витком, расположенным коаксиально кристаллизатору ниже индуктора.
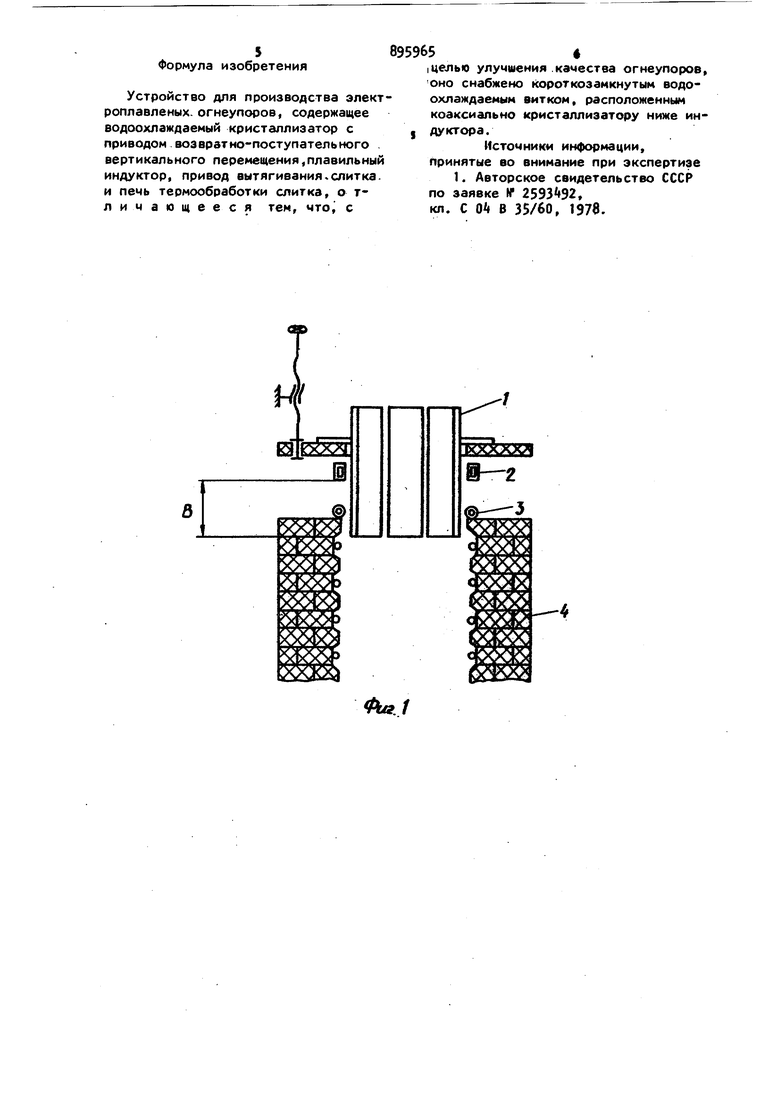
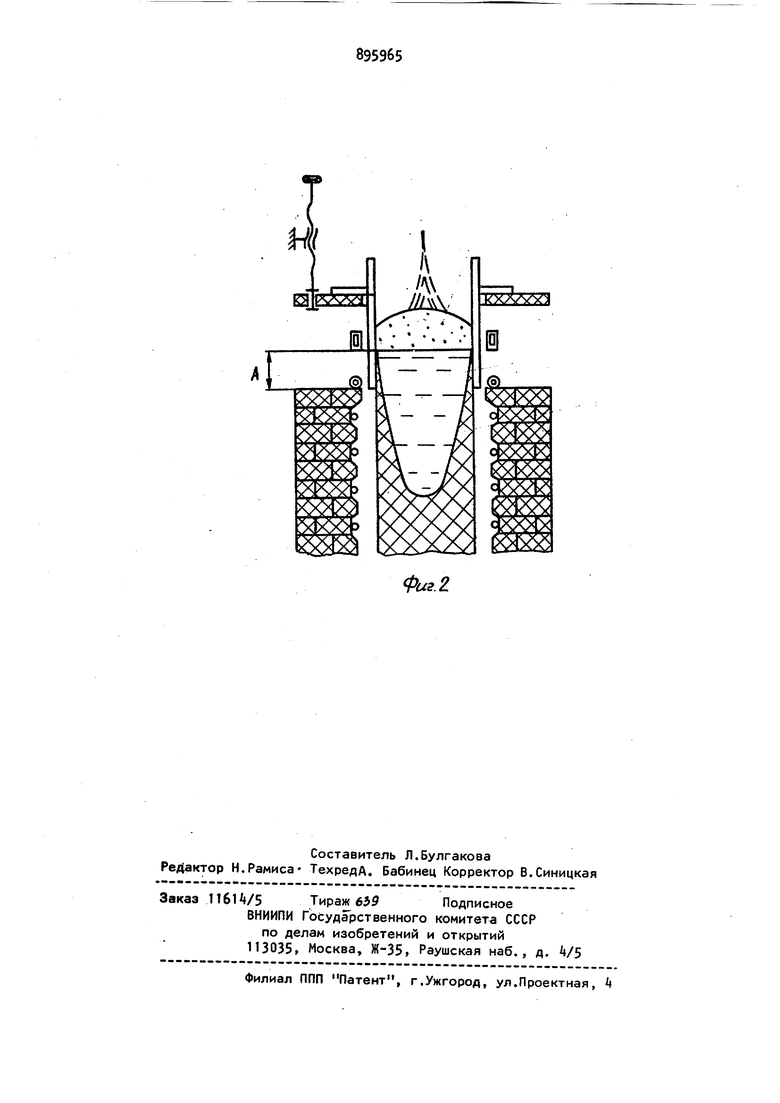
На фиг.1 конструкция устройства для производства электроплавленых огнеупоров, на фиг. 2 - схема процесса их получения.
Устройство показано для случая вертикального расположения оси вытягивания слитка,.однако оно может быть
«0 реализовано и при аклонной и горизонтальной оси движения слитка.
Устройство состоит из кристаллизатора 1, набранного из отдельных водоохлаждаемых секций. Плавильный
V5 индуктор 2 расположен коаксиально кристаллизатору в нижней части последнего. Короткозамкнутый металлический (обычно медный) водоохлаждаемый виток 3 Также расположен коаксиально
20 кристаллизатору вблизи выходного (нижнего) торца последнего. Высокотемпературная печь термообработки слитков установлена на выходе слит3ка из кристаллизатора. Последний снаб жен приводом перемещения по оси движения слитка (привод не показан). Получение огнеупоров происходит сле дующим образом. Перед началом процесса внутрь крис таллизатора вводится огнеупорная затравка (керамическая, графитовая или из плав1 енного материала) так, чтобы верхний ее торец находился вблизи уровня индуктора. На торце затравки посторонним источником тепла, например, электродуговым нагревателем, расплавляют некоторое количество ис«содной шихты. После этого указанный источник отключают и на индуктор подают высокочастотное напряжение. Рас плав нагревается теперь токами высокой частоты и плавит шихту, постоянно подаваемую на поверхность расплава из бункерного устройства (не показано) .Включают привод вытягивания слитка и в донной части ванны начинает кристаллизоваться расплав. Скорость снижения слитка выбирают соотвeтcfвyюlцeй скорости плавления шихты чтобы в процессе плавки уровень поверхности расплава находился вблизи уровня индуктора. Перемещением кристаллизатора по высоте выбирают такое его положение, при котором температура поверхности выходящего слитка (корки гарнисажа) на уровне нижнего торца кристаллизатора достигает требуемой для эффективной термо обработки величины. Частичное совмещение зон кристаллизации и термообработки путем испол
Расстояние
Температура центра грани слитка, С В, см
1160
12
U60
Результаты таблицы, показывают, что изменение расстояния В от индукiTopa до выходного торца кристаллизатора является эффективным средством регулирования температуры поверхносСостояние боковой поверхности охлажденного слитка
Поверхность покрыта многочисленными трещинами, количество которых увеличено на гранях слитка
Трещины на поверхности слитков существуют лишь на гранях слитков
ти слитка на выходе из кристаллизатора. Увеличение температуры поверхности слитка приводит к снижению трещинованости поверхности. 5 зования короткозамкнутого витка и указанного перемещения кристаллизатора относительно индуктора позволяет обеспечить неполное затвердевание сечения слитка на уровне нижнего торца кристаллизатора (в пределах А, см. фиг. 2), малые термические напряжения в корке закристаллизовавшегося материала на этом уровне, поскольку температура корки .может быть выбрана выше нижнего предела диапазона пластической деформации, высокотемпературную термообработку в печи корки поверхностного слоя закристаллизовавшегося материала непосредственно сразу на выходе слитка из кристаллизатора без опасности расплавления тонкой корки при выходе ее из контакта с холодной стенкой кристаллизатора, это определяется размагничивающим влиянием короткозамкнутого кольца, практически полностью исключающим, выделение энергии высокой частоты в областях расплава, примыкающих к кольцу и ниже кольца. Пример. Получение слитков квадратного сечения 0,12x0,12 м алюмосиликатных материалов состава муллита в условиях естественного охлаждения вытягиваемого слитка. Наплавление слитков проводится при скорости 3 мм/мин. Короткозёмкнутое кольцо находится на k см ниже индуктора. Результаты уменьшения расстояния В от индуктора до выходного торца кристаллизатора .от 12 до 3 см сведены в таблицу.
Формула изобретения
Устройство для производства элект роплавленых. огнеупоров, содержащее водоохлаждаемый кристаллизатор с приводом возвретно-поступательного . вертикального перемещения,плавильный индуктор, привод вытягивания.слитка, и печь термообработки слитка, о тли мающееся тем, что с
95965
Iцелью улучшения .качества огнеупоров, оно снабжено короткозамкнутым водоохлаждаемым витком, расположенным коаксиапьно кристаллизатору ниже ин, дуктора.
Источники информации, принятые во внимание при экспертизе
Фиг.1
Фиг. г
