(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОЧИСТКИ и изоляции
НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| ПОТОЧНАЯ ЛИНИЯ ТЕПЛОИЗОЛЯЦИИ ТРУБОПРОВОДОВ | 2002 |
|
RU2223440C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285194C1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НА ПОВЕРХНОСТИ СТАЛЬНОЙ ТРУБЫ | 2005 |
|
RU2285196C1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА СТЕКЛЯННЫХ ТРУБ | 1971 |
|
SU303291A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| Механизированная поточная линия обработки листовых материалов | 1980 |
|
SU874227A1 |
Изобретение относится к поточньгм линиям для очистки и изоляции наружной поверхности труб и может быть ис пользовано при строительстве городских распределительных сетей-. Известна поточная линия для очист ки и изоляции наружной пов-ерхности труб, включающая последовательно расположенные подающую наклонную накопительную э.стакаду, узлы очистки и изоляции труб , разгрузочную наклонную накопительную эстакаду и рольганг для транспортировки труб 1. К недостаткам известной поточной линии относятся наличие ручного труда при изоляции, укладке, маркировке и транспортировке готовой продукции, а для создания поточной изоляции трубы соединяются распорными муфтами в одну плеть, при этом во время подсоединения и отсоединения готовой трубы от плети весь процесс останавливается. Кроме того, в результате соединения труб в плеть распорными муфтами происходит деформация концов труб, что требует обре ки их при укладке в магистраль. Руч ные операции по очистке и обливу тр приклейке к ним армируквдего материа ла, соединение и отсоединение от пл и готовой продукции, погрузка и разгрузка на накопительные эстакады созают антисанитарные условия, вызываюие профессиональное заболевание рук. Все перечисленные недостатки приводят к ограничению технологических возможностей поточной линии. Целью изобретения является расширение технологических возможностей и автоматизация линии. Поставленная цель достигается тем, что поточная линия имеет установленный параллельно рольгангу от зоны очистки до подаюь;ей наклонной накопительной эстакады транспортер с расположенными на его концах механизмами перегрузки труб на повторную обработку, подающая наклонная накопительная эстакада снабжена рычагом-отсекателем для поштучной подачи труб,при этом рычаги отсекатели выполненны сменными, причем в зоне изоляции труб рольганг выполнен в виде расположенных по обе, стороны от его оси конусных роликов с обращенными друг к другу вершинами, оси которых параллельны одна относительно другой и установлены под углом к горизонтальной плоскости, а разгрузочная наклонная накопительная эстакада снабже(е механиэмои сброса труб имеющем захваты н смонтированные на валу эксцентрики, связанные с захватами посредством штоков, и механизмом их маркировки, имеющем валики, и размещенный на них штамп, выполненный в виде охватывающего валика бесконечного элемента.
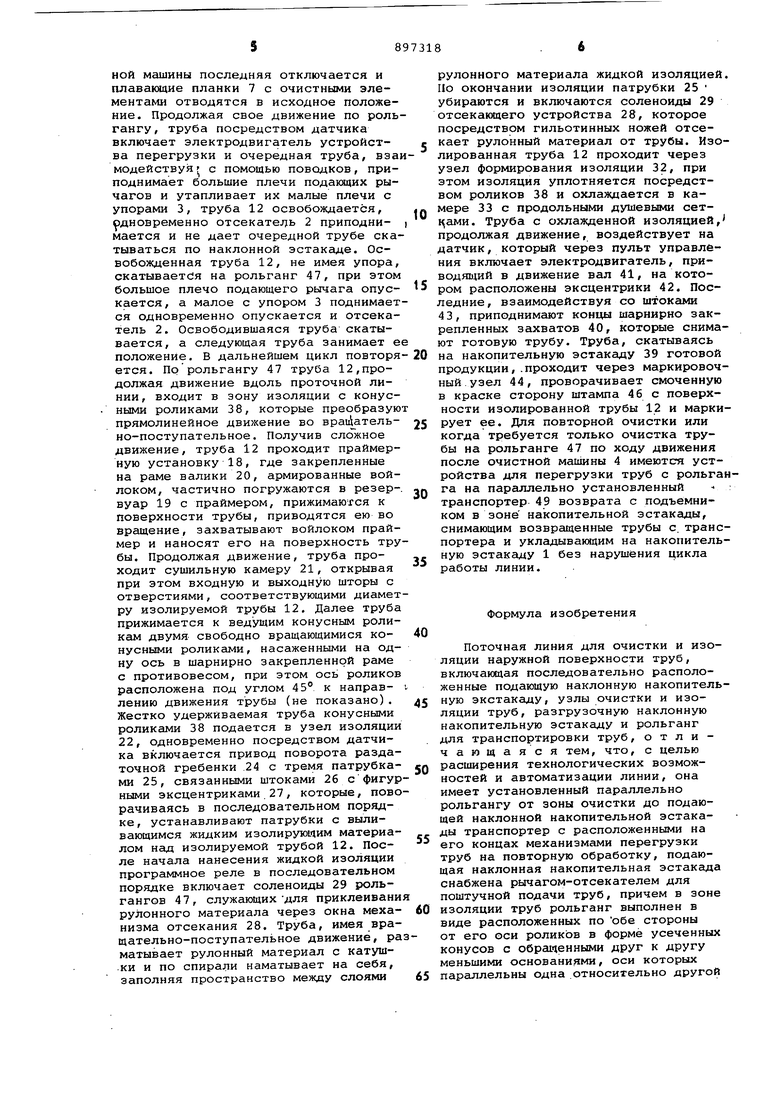
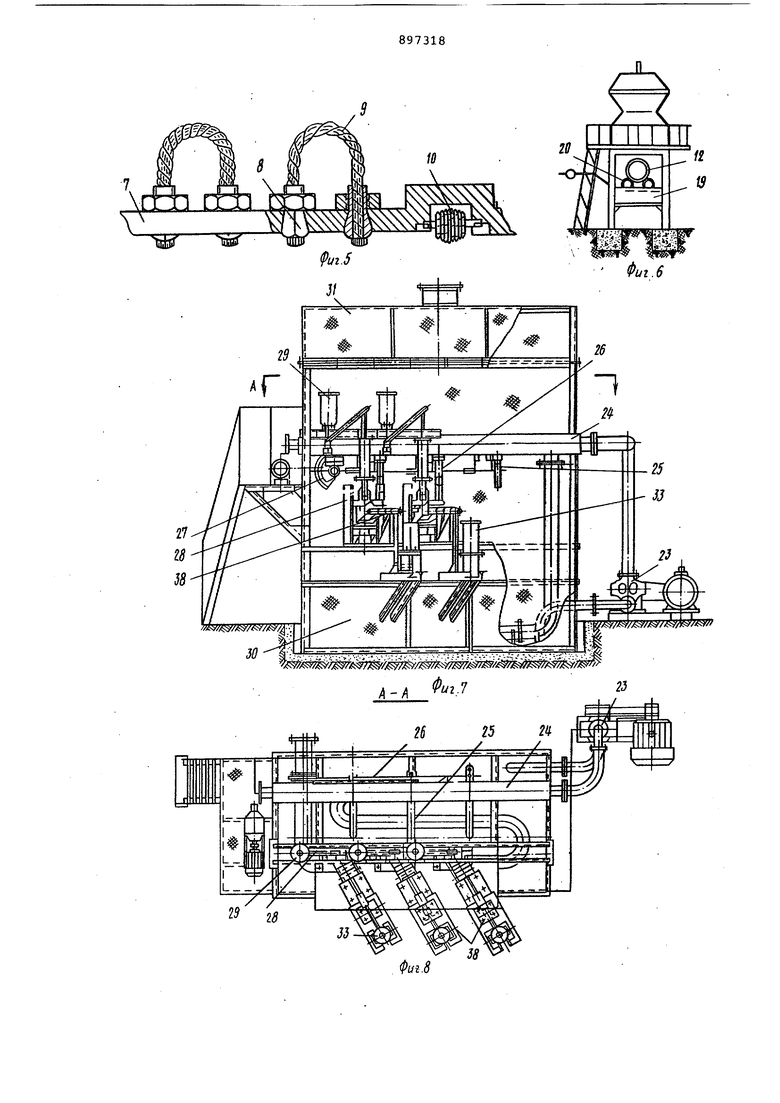
На фиг.1 изображена поточная линия, общий вид, на фиг.2 - то же, в плане, на фиг.З - устройство подачи труб на рольганг подающей наклонной накопительной эстакады, на фиг.4 очистная машина поточной линии, на фиг.5 - плавающая планка очистной машины с очистными элементами, на фиг. узел нанесения праймера или краски, на фиг.7 - узел изоляции труб, на фил.8 - сечение А-А на фиг.7, на фиг.9 - главный вид узла формирования изоляции, на фиг. 10 - вид Б на. фиг.9, на фиг.11 - конструкция конусных роликов, придающих трубе вращательно-поступательное движение, на фиг.12 - разрез В-В на фиг.11, на фиг.13 - механизм сброса и механизм маркировки труб, на фиг,14 - поточная линия в зоне сброса труб, попереный разрез.
Поточная линия для очистки и изоляции наружной поверхности труб включает последовательно расположенные . подающую накопительную эстакаду 1, снабженную рычагом-отсекателем 2 и рычагом упора 3, узел очистки, включающий очистную машину 4, в которую входит вращающийся полый цилиндр 5 с продольныгли окнами б, в которых размещены плавающие планки 7 с закрепленными на них в цанговых зажимах 8 отрезками тросов 9 и шарошками 10, рычаги с противовесами 11, служащие для постоянного прижатия плавающих планок с очистными элементами к поверхности очищаемой -трубы 12, при этом труба удерживается от проворота ведущими ребристыми роликами 13 и прижимными ребристыми роликами 14, а также подъемное устройство 15, служащее для установки полого цилиндра по центру очищаемой трубы, и электродвигатели 16 и 17, связанные посредством датчиков с пультом управления. За узлом очистки в поточной линии расположена праймерная установка 18, включающая резервуар 19 для праймера или краски, лопасти с приводом для перемешивания и обволакивающие валики 20. Поточная линия имеет две сушильные камеры 21, расположенные одна перед очистной машиной , а другая после праймерной установки. За сушильной камерой, находящейся после праймерной установки, расположен узел изоляции 22 , труб, состоящий из шестеренчатого насоса 23, подающего изолирующий жидкий материал в раздаточную гребенку 24 с тремя автоматически поворачивающимися патрубками 25, связанными штоками 26 с фигурными эксцентриками 27, обеспечивающими поворот патрубков и нанесение изоляции по заданной программе, механизма отсекания 28 рулонного материала от трубы, состоящего из неподвижных гильотинных ножей, связанных штоками с соленоидами 29, обеспечивающими опускание гильотинных ножей и
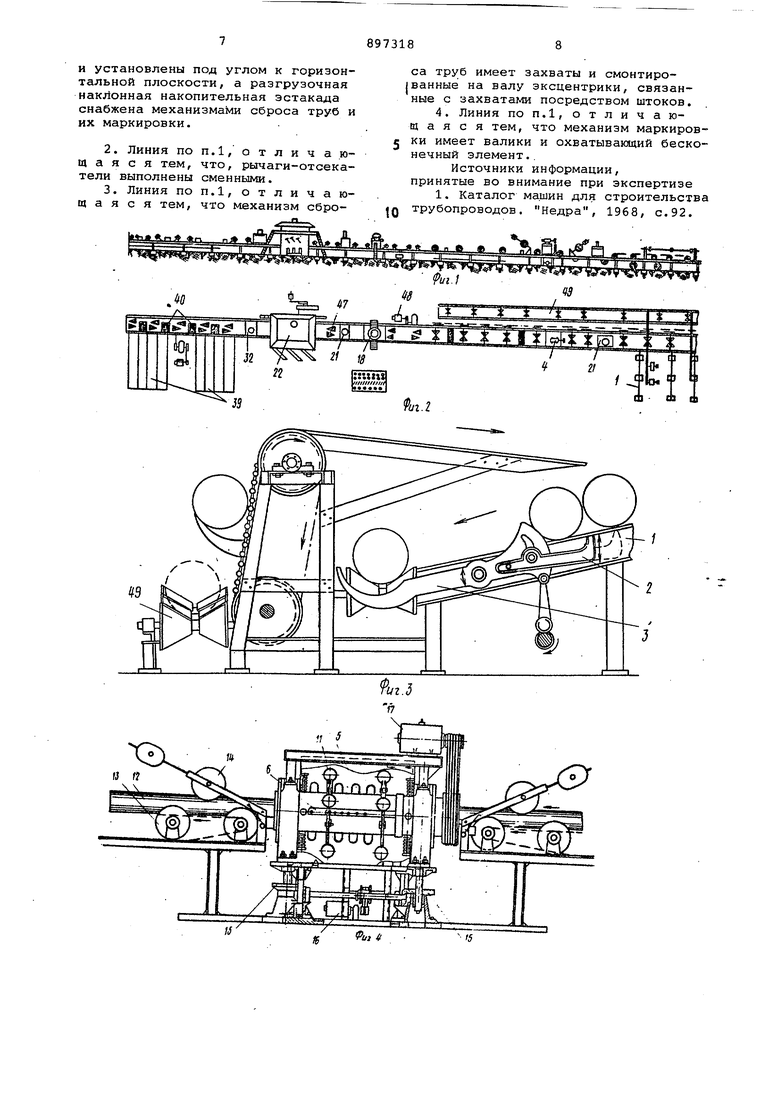
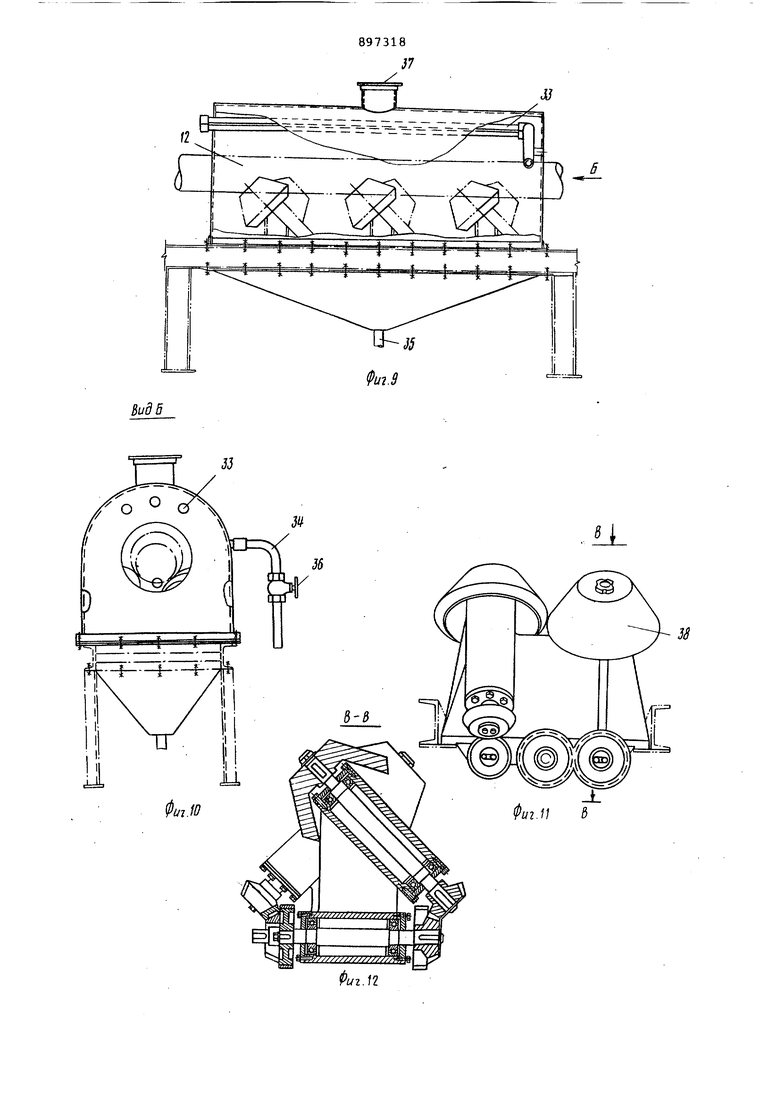
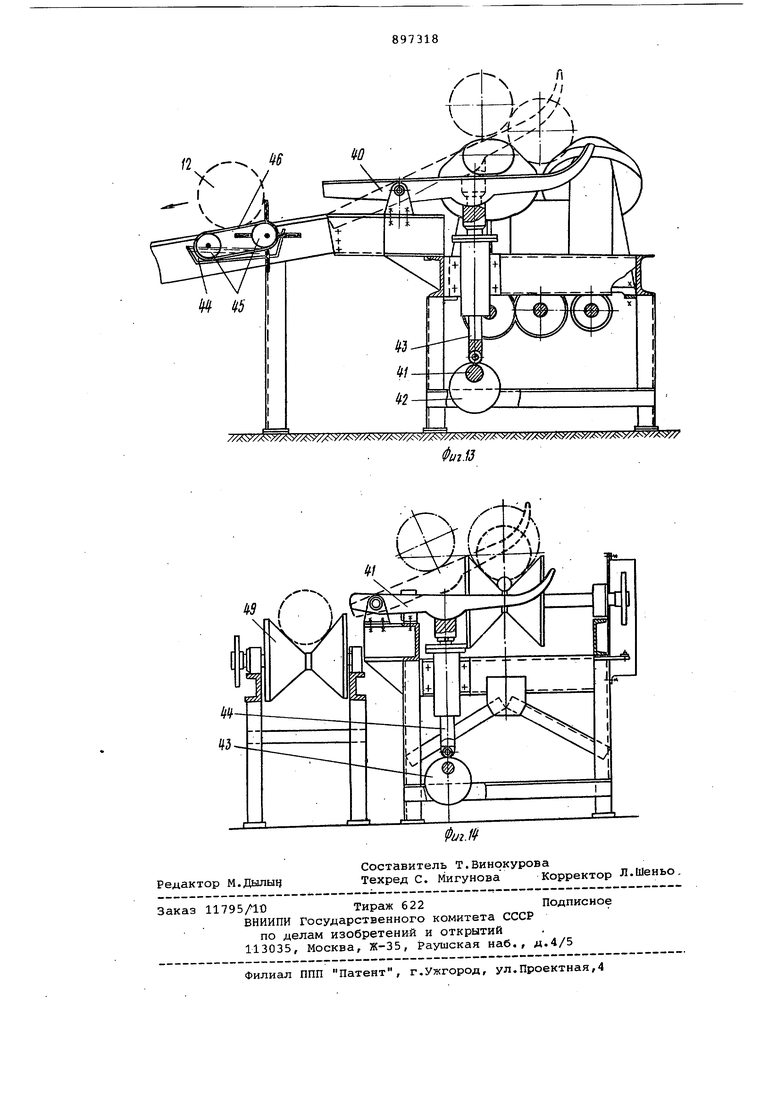
t отсекание рулонного материала, ванны 30 для сборки стекающего изолирующего материала и вытяжного кожуха 31 За узлом изоляции расположен узел формирования изоляции 32, состоящий из камеры 33 с продольными душевыми сетками, подводящего 34 и отводящего 35 патрубков с запорным устройством 36, вытяжной трубой 37 и двух рядов ведущих конусных роликов 38, обеспечивающих уплотнение изоляции и ее охлаждение. За узлом формирования изоляции расположен разгрузочная наклонная накопительная эстакада 39, снабженная механизмом сброса тру имеющим захваты 40 и смонтированные на валу 41 эксцентрики 42, связанные с захватами посредством-штоков 43, и механизм . маркировки 44, имеющий валики 45 и размещенный на них штамп 46, выполненный в виде охватывающего валики бесконечного элемента. Поточная линия ho всей длине имеет рольганг 47 для транспортировки труб с приводом 48 и установленный параллельно рольгангу от зоны очистки до подающей накопительной эстакады транспортер 49 с расположенными на его концах механизмами перегрузки труб на повторную обработку.
Работа поточной линий осуществляется следующим образом.
Перед началом изоляционных работ производят установку рычагов-отсекателей 2 соответственно диаметру изолируемой трубы 12, а также поднимают или опускают цилиндр 5 очистной машины 4 до совмещения указателя с рис кой, соответствующей диаметру изолируемой трубы 12. На панели пульта управления устанавливают переключатели в положение Автомат, включают привод 48 рольганга 47, и с помощью механизма перегрузки труба подается на рольганг 47, который перемещает ее в сушильную камеру 21. Затем трубу захватывают ребристые ролики 13 и 14 и заводят ее в очистную машину. После захода трубы на 2/3 длины корпуса очистной машины включается реле времени работы очистной машины. Пусттелый цилиндр 5 начинает вращаться, увлекая за собой рычаги с противовесами 11, которые под действием центробежной силы расходятся и своими короткими плечами прижимают планающие планки 7 с очистными элементами 9 и 10 к поверхности трубы 12, очищая ее.После выхода трубы 12 из очистной машины последняя отключается и плавакнцие планки 7 с очистньлми элементами отводятся в исходное положение. Продолжая свое движение по рольгангу, труба посредством датчика включает электродвигатель устройства перегрузки и очередная труба, вэа модействуя | с помощью поводков, приподнимает большие плечи подакяцих рычагов и утапливает их малые плечи с упорами 3, труба 12 освобождается, одновременно OTceKaTejjb 2 приподнимается и не дает очередной трубе скатываться по наклонной эстакаде. Освобожденная труба 12, не имея упора, скатывается на рольганг 47, при этом большое плечо подающего рьлчага опускается, а малое с упором 3 поднимается одновременно опускается и отсекатель 2. Освободившаяся труба скатывается, а следующая труба занимает е положение. В дальнейшем цикл повторяется. Порольгангу 47 труба 12,продолжая движение вдоль проточной линии, входит в зону изоляции с конусными роликами 38, которые преобразую прямолинейное движение во враи ательно-поступательное. Получив слсжное движение, труба 12 проходит праймерную установку 18, где закрепленные на раме валики 20, армированные войлоком, частично погружаются в резервуар 19 с праймером, прижимаются к поверхности трубы, приводятся ею во вращение, захватывают войлоком праймер и наносят его на поверхность трубы. Продолжая движение, труба проходит сушильную камеру 21, открывая при этом входную и выходную шторы с отверстиями, соответствующими диаметру изолируемой трубы 12. Далее труба прижимается к ведущим конусным роликам двумя свободно вращающимися конусными роликами, насаженными на одну ось в шарнирно закрепленной раме с противовесом, при этом ось роликов расположена под углом 45° к направлению движения трубы (не показано). Жестко удерживаемая труба конусными роликами 38 подается в узел изоляции 22, одновременно посредством датчика включается привод поворота раздаточной гребенки 24 с тремя патрубками 25, связанными штоками 26 с фигурными эксцентриками 27, которые, поворачиваясь в последовательном порядке, устанавливают патрубки с выливающимся жидким изолирующим материалом над изолируемой трубой 12. После начала нанесения жидкой изоляции программное реле в последовательном порядке включает соленоиды 29 рольгангов 47, служаюадих для приклеивани рулонного материала через окна механизма отсекания 28. Труба, имея вращательно-поступательное движение, раматывает рулонный материал с катуш.ки и по спирали наматывает на себя, заполняя пространство между слоями
рулонного материала жидкой изоляцией. Но окончании изоляции патрубки 25 убираются и включаются соленоиды 29 отсекаквдего устройства 28, которое посредством гильотинных ножей отсекает рулонный материал от трубы. Изолированная труба 12 проходит через узел формирования изоляции 32, при этом изоляция уплотняется посредством роликов 38 и охлаждается в камере 33 с продольными душевыми сет0цами. Труба с охлажденной изоляцией, продолжая движение, воздействует на датчик, который через пульт управления включает электродвигатель, приводящий в движение вал 41, на кото5ром расположены эксцентрики 42. Последние , взаимодействуя со штоками 43, приподнимают концы шарнирно закрепленных захватов 40, которые снимают готовую трубу. Труба, скатываясь
0 на накопительную эстакаду 39 готовой продукции,.проходит через маркировочный узел 44, проворачивает смоченную в краске сторону штампа 46 с поверхности изолированной трубы 12 и маркирует ее. Для повторной очистки или
5 когда требуется только очистка трубы на рольганге 47 по ходу движения после очистной машины 4 имеются устройства для перегрузки труб с рольганга на параллельно установленный - :
0 транспортер 49 возврата с подъемником в зоне накопительной эстакады, снимающим возвращенные трубы с. транспортера и укладывающим на накопительную эстакаду 1 без нарушения цикла
5 работы линии.
Формула изобретения
Поточная линия для очистки и изоляции наружной поверхности труб, включающая последовательно расположенные подающую наклонную накопительную экстакаду, узлы очистки и изоляции труб, разгрузочную наклонную накопительную эстакаду и рольганг для транспортировки труб, отличающаяся тем, что, с целью расширения технологических возможностей и автоматизации линии, она имеет установленный параллельно рольгангу от зоны очистки до подающей наклонной накопительной эстакады транспортер с расположенными на его концах механизмами перегрузки труб на повторную обработку, подающая наклонная накопительная эстакада снабжена рычагом-отсекателем для поштучной подачи труб, причем в зоне изоляции труб рольганг выполнен в виде расположенных по обе стороны от его оси роликов в форме усеченных конусов с обращенными друг к другу меньшими основаниями, оси которых параллельны одна относительно другой и установлены под углом к горизонтальной плоскости, а разгрузочная наклонная накопительная эстакада снабжена механизмами сброса труб и их маркировки. 2.Линия по п.1,отличающ а я с я тем, что, рычаги-отсекатели выполнены сменными. 3.Линия ПОП.1, отличающаяся тем, что механизм сбро33
.г са труб имеет захваты и смонтированные на валу эксцентрики, связанные с захватами посредством штоков. 4. Линия поп.1,отличающ а я с я тем, что механизм маркировки имеет валики и охватывающий бесконечный элемент,. Источники информации, принятые во внимание при экспертизе 1. Каталог машин для строительства трубопроводов. Недра, 1968, с.92.
12
JJ
Фиг9
