Л
vj
со
00
Изобретение относится к области сварки, а именно к потбчным линиям для сборки и |сварки уголков с поперечными элементами, преимущественно, анкерами.
Цель изобретения - повышение производительности путем сокращения межопера- ;ционного времени.
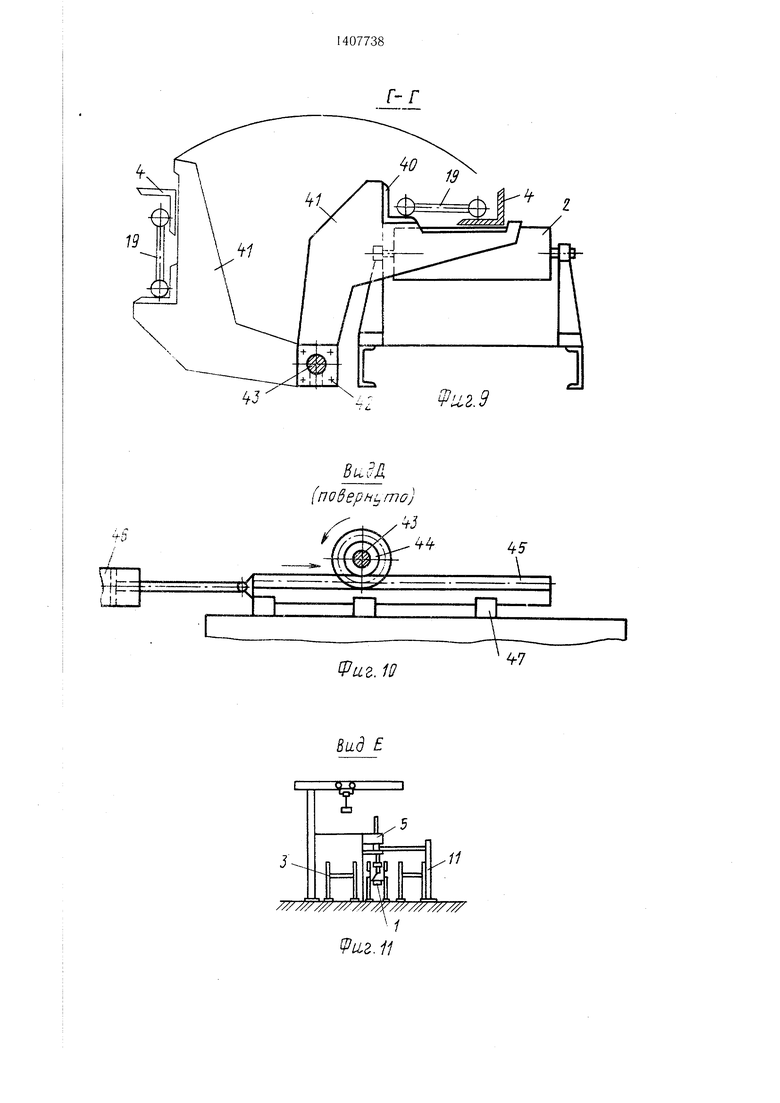
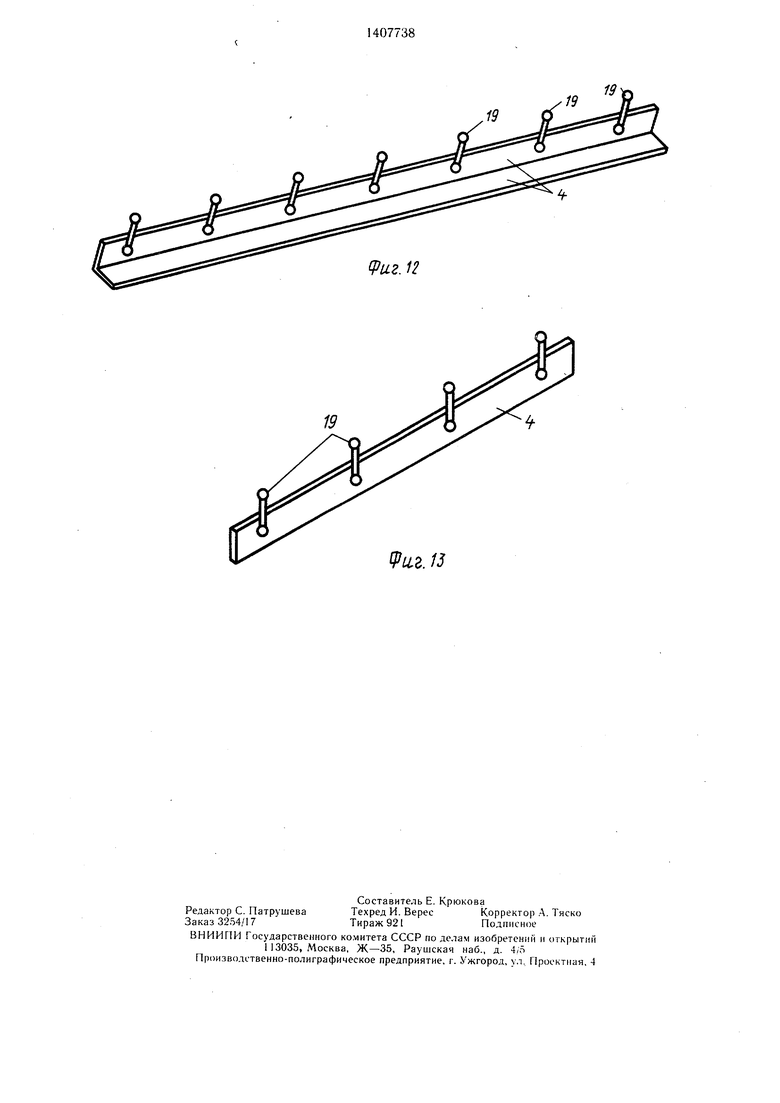
На фиг. 1 изображена поточная линия, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - механизм пощтучной выдачи анкеров; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - механизм ограничения хода; на фиг. 7 - разрез В-В на фиг. 6; на фиг. 8 - узел I на фиг. 2; на фиг. 9 - сечение Г-Г на фиг. 8; на фиг. 10 - вид Д на фиг. 8; на фиг. 11 - вид Е на фиг. 1; на фиг. 12 и 13 - изделие, общий вид.
Шаговый транспортер 1 и рольганг 2 для ртвода готовых изделий установлены на основании по ходу технологического процесса. Параллельно шаговому транспортеру 1 размещён накопитель 3 уголков 4. Между транспортером 1 и рольгангом 2 установлена сварочная мащина 5 с размещенными на нем механизмом 6 ограничения хода и механизмом 7 поштучной выдачи анкеров. Над рольгангом 2 размещен механизм 8 прижима уголков, конечный выключатель 9 шаговой подачи уголка, а также механизм 10 подачи и сброса изделий. Параллельно транспортеру 1 установлен накопитель 11 изделий.
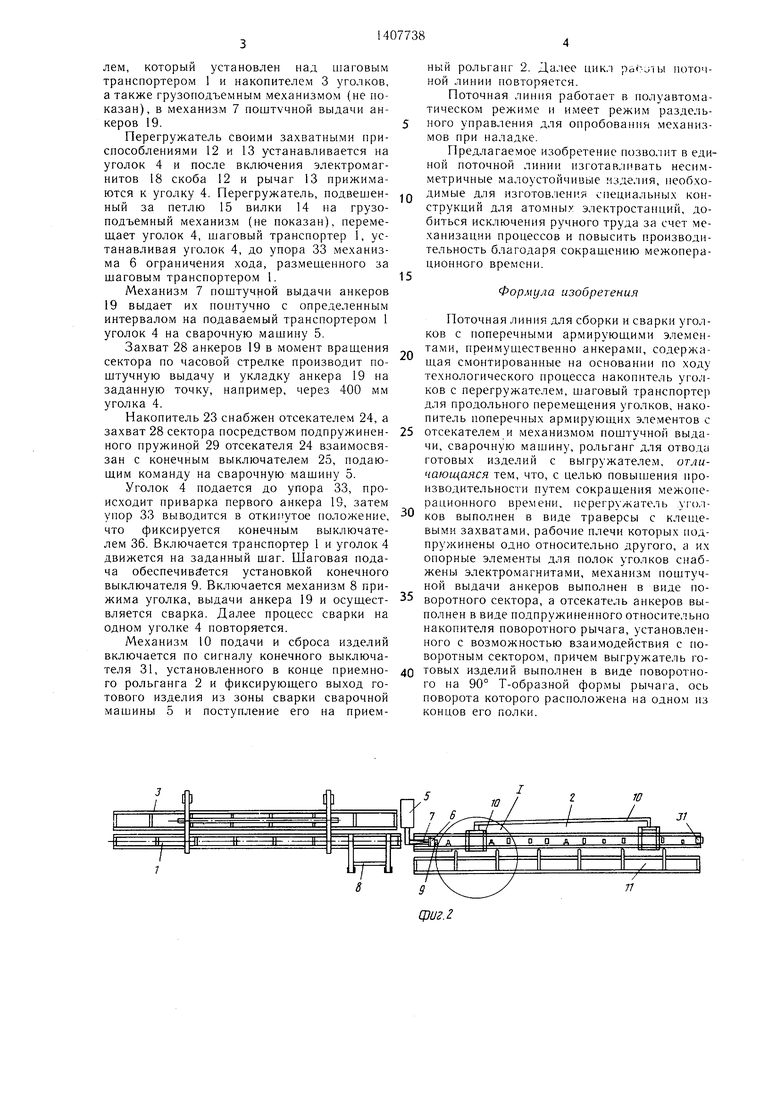
Перегружатель представляет собой грузозахватную траверсу, захватные органы которой выполнены в виде клещевого захвата и состоят из неподвижной скобы 12 и подвижного рычага 13, которые соединены между собой шарнирно и взаимосвязаны с вилкой 14, выполненной с отверстием -15 под строповку.
Для удержания захватных органов в раскрытом рабочем положении между скобой 12 и рычагом 13 размещена пружина 16.
Соединение скобы 12, рычага 13 и вилки 14 осуществлено посредством щтифта 17.
Опорные элементы скобы 12 и рычага 13 оснащены электромагнитами 18.
Анкеры 19 подаются механизмом 7 пощтучной выдачи анкеров 19, который представляет собой сектор, жестко установленный на приводном валу 20, приводимом во вращение посредством тяг 21, соединенных с пневмоцилиндром 22. Механизм 7 поштучной выдачи анкеров 19 содержит накопитель 23, снабженный отсекателем 24, связанным с конечным выключателем 25.
Тяги 21 и пневмонилиндр 22 установлены на направляющих 26, которые, в свою очередь, установлены на портальной раме 27. На секторе имеется захват 28, который соединен с пружиной 29.
Для ориентации уголка 4 в заданном положении отдельные ролики шагового транс портера выполнены с ребордами, а анкера 19
с высаженными с двух сторон головками.
Для удержания анкеров 19 в механизме 7 их поштучной выдачи служит конечный выключатель 9 шаговой подачи уголка 4, а поворотом сектора, осуществляемым пневмоцилиндром 22, обеспечивается выдача анкеров 19 заданной длины.
Положение конечного выключателя 9 ща- говой подачи уголка 4 и анкера 19 на угол- не 4 контролируется конечным выключателем 25.
Для прижима уголка 4 в момент сварки на сварочной машине 5 служит механизм 8 прижима уголка 4 с пневмоприводом 30, по- ложение которого фиксируется конечным выключателем 31.
Длительность процесса сварки определяется и устанавливается для каждого вида заготовок и задается реле времени.
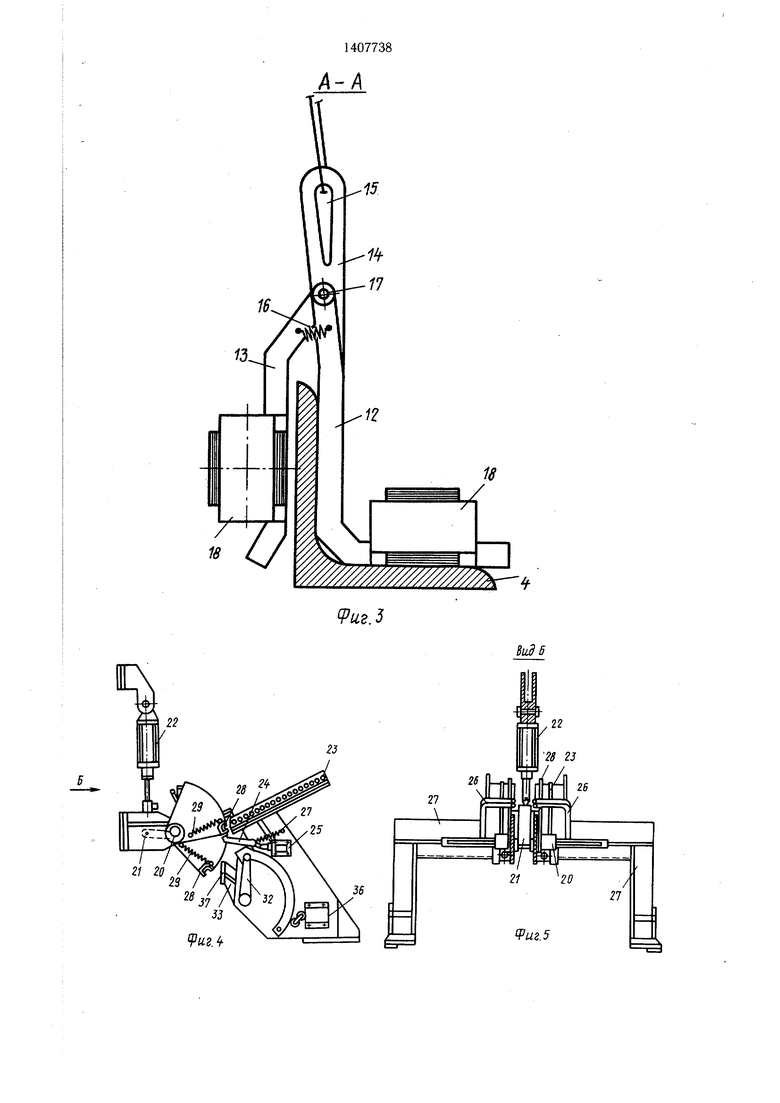
На сварочной машине 5 размещен меха- 0 низм 6 ограничения хода уголка 4. Он представляет собой рычаг 32 и упор 33, которые посредством шпоночного соединения 33 жестко насажены на валу 34, приводимом в движение рукояткой 35. Взаимосвязь ры- чага 32 осуществлена с конечным выключателем 36 движения уголка 4 по подающему ролы ангу 2.
Упор 33 представляет собой нтулку, которая соединена с опорным столиком 37, а он, в свою очередь, оснащен ребрами 38 0 жесткости.
Втулка имеет резьбовое отверстие под винт 39, роль которого - фиксация осевого смещения втулки.
Перед нача. юм рабопи .-щнии поворотом
рукоятки 35 упор 33 механизма 6 ограни5 чения хода устанавливается в положение
для установки уголков 4; фиксация упора 33
происходит подпружиненным устройством.
По ходу технологического процесса на приемном рольганге 2 установлен механизм 10 подачи и сброса изделий, представляющий собой направляющую 40, которая расположена под приемным рольгангом 2, и к которой жестко через определенный интервал прикреплены рычаги 41 Т-образной формы.
Рычаг 41 посредством болтового соедине5 ния 42 зафиксирован на приводном валу 43
механизма 10 перемещения и сброса изделий,
т.е. ось поворота рычага 41 расположена
на одном из концов его полки.
Шестерни 44 посредством шпоночного сое динения насажены на приводном валу 43 и 0 взаимодействуют с рейкой 45 приводного механизма, а рейка 45 соединена с пневмоприводом 46 и перемещается в направляющих 47.
Поточная линия для сборки и сварки уголков с поперечными армирующими элемен- 5 тами, преимущественно, анкерами, работает следующим образом.
Загрузка поточной линии уголками 4 и анкерами 19 осуществляется перегружателем, который установлен над шаговым транспортером 1 и накопителем 3 уголков, а также грузоподъемным механизмом (не показан), в механизм 7 ПОШТУЧНОЙ выдачи анкеров 19.
Перегружатель своими захватными приспособлениями 12 и 13 устанавливается на уголок 4 и после включения электромагнитов 18 скоба 12 и рычаг 13 прижимаются к уголку 4. Перегружатель, подвешенный за петлю 15 вилки 14 на грузоподъемный механизм (не показан), перемещает уголок 4, шаговый транспортер 1, устанавливая уголок 4, до упора 33 механизма 6 ограничения хода, размешенного за шаговым транспортером 1.
Механизм 7 поштучной выдачи анкеров 19 выдает их пон тучно с определенным интервалом на подаваемый транспортером 1 уголок 4 на сварочную машину 5.
Захват 28 анкеров 19 в момент сектора по часовой стрелке производит поштучную выдачу и укладку анкера 19 на заданную точку, например, через 400 мм уголка 4.
Накопитель 23 снабжен отсекателем 24, а захват 28 сектора посредством подпружиненного пружиной 29 отсекателя 24 взаимосвязан с конечным выключателем 25, подаю- ш,им команду на сварочную машину 5.
Уголок 4 подается до упора 33, происходит приварка первого анкера 19, затем упор 33 выводится в откинутое положение, что фиксируется конечным выключателем 36. Включается транспортер 1 и уголок 4 движется на заданный шаг. Шаговая подача обеспечивается установкой конечного выключателя 9. Включается механизм 8 прижима уголка, выдачи анкера 19 и осуществляется сварка. Далее процесс сварки на одном уголке 4 повторяется.
Механизм 10 подачи и сброса изделий включается по сигналу конечного выключателя 31, установленного в конце приемного рольганга 2 и фиксирующего выход готового изделия из зоны сварки сварочной машины 5 и поступление его на прием0
5
0
5
0
5
0
ный рольганг 2. Далее цикл раолы поточной линии повторяется.
Поточная линия работает в полуавтоматическом режиме и имеет режим раздельного управления для опробования механизмов при наладке.
Предлагаемое изобретение позволит в единой поточной линии изготавливать несимметричные малоустойчивые изделия, необходимые для изготовлени.я специальных конструкций для атомных электростанций, добиться исключения ручного труда за счет механизации процессов и повысить производительность благодаря сокращению межоперационного времени.
Формула изобретения
Поточная линия для сборки и сварки уголков с поперечными армирующими элементами, преимущественно анкерами, содержащая смонтированные на основании по ходу технологического процесса накопитель угол - ков с перегружателем, шаговый транспортер для продольного перемещения уголков, накопитель поперечных армирующих элементов с отсекателем и механизмом пощтучной выдачи, сварочную машину, рольганг для отвода готовых изделий с выгружателем, отличающаяся тем, что, с целью повышения производительности путем coкpauJ.eния межоперационного времени, перегружатель .уголков выполнен в виде траверсы с клещевыми захватами, рабочие плечи которых подпружинены одно относительно другого, а их опорные элементы для полок уголков снабжены электромагнитами, механизм ноштуч- ной выдачи анкеров выполнен в виде поворотного сектора, а отсекатель анкеров выполнен в виде подпружиненного относительно накопителя поворотного рычага, установленного с возможностью взаимодействия с поворотным сектором, причем выгружатель готовых изделий выполнен в виде поворотного на 90° Т-образной формы рычага, ось поворота которого расположена на одном из концов его полки.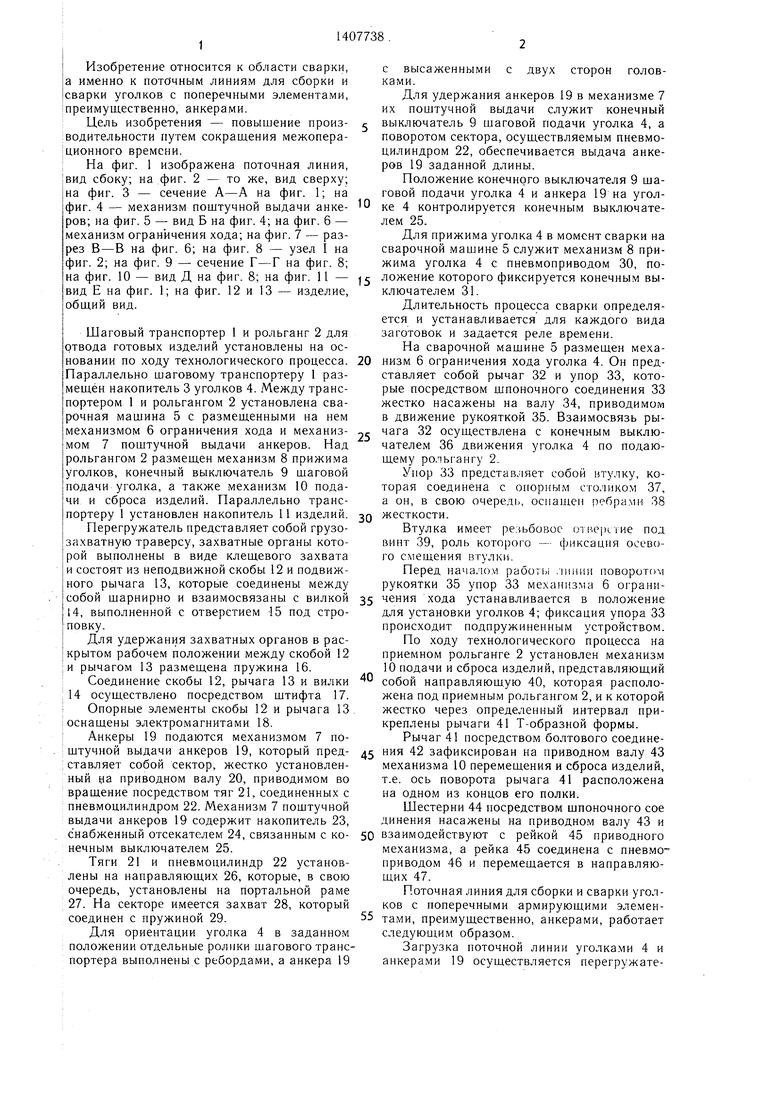
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Поточная линия для сварки изделий в виде тел вращения | 1975 |
|
SU649531A1 |
Изобретение относится к области сварки, а именно к поточным линиям для сборки и сварки уголков с поперечными элементами, преимущественно анкерами. Цель - повышение производительности. Поточная линия для сборки и сварки уголков с поперечными армирующими элементами содержит смонтированные на основании накопитель 3 уголков с перегружателем, шаговый транспортер 1 для продольного перемещения уголков, накопитель поперечных армирующих элементов с отсекателем и механизмом поштучной выдачи, сварочную машину 5, рольганг 2 для отвода готовых изделий с выгружателем. Перегружатель уголков выполнен в виде траверсы с клещевыми захватами, опорные элементы которых для полок уголков снабжены электромагнитами. Механизм поштучной выдачи анкеров выполнен в виде поворотного сектора с отсекателем. При шаговой подаче уголков механизм поштучной выдачи анкеров укладывает их на уголки. После этого осуществляется сварка установленного анкера с уголком, что сокращает межоперационное время. 13 ил. с (Л
W
j;
Л-/4
Vuz.5
18
iPus.S
ВиМ (побернуто)
Vuz.W
Вид Е
////// ///л/////(////у///////
Ч
иг. 11
Н/
J.2.9
7
те11
игж
19
(Риг. 12
иг. 13
| "Устройство для сборки под сварку и сварки балок из двух продольных элементов,между которыми расположены с определенным шагом соедини2 тельные планки4 | 1976 |
|
SU649532A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
