1
Изобретение относится к промышленности строительных материалов и касается производства железобетонных труб.
Известен станок для изготовления фиксаторов к арматурным каркасам железобетонных изделий, например труб, содержащий станину, на которой установлена гибочная головка с роликом.
Однако в известном станке не полностью механизировано изготовление фиксаторов, что снижает производительность.
Цель изобретения - повышение степени механизации изготовления фиксаторов и повышение производительности.
Достигается это тем, что станок выполнен с пуансоном, имеюш,им штифты, смонтированные с возможностью перемещения с пом.ощью шатунно-кривошипного механизма по направляющим, а между направляющими перед пуансоном расположен подпружиненный шток с толкателем, причем на направляющих перед роликом закреплены наклонные приемные пластины.
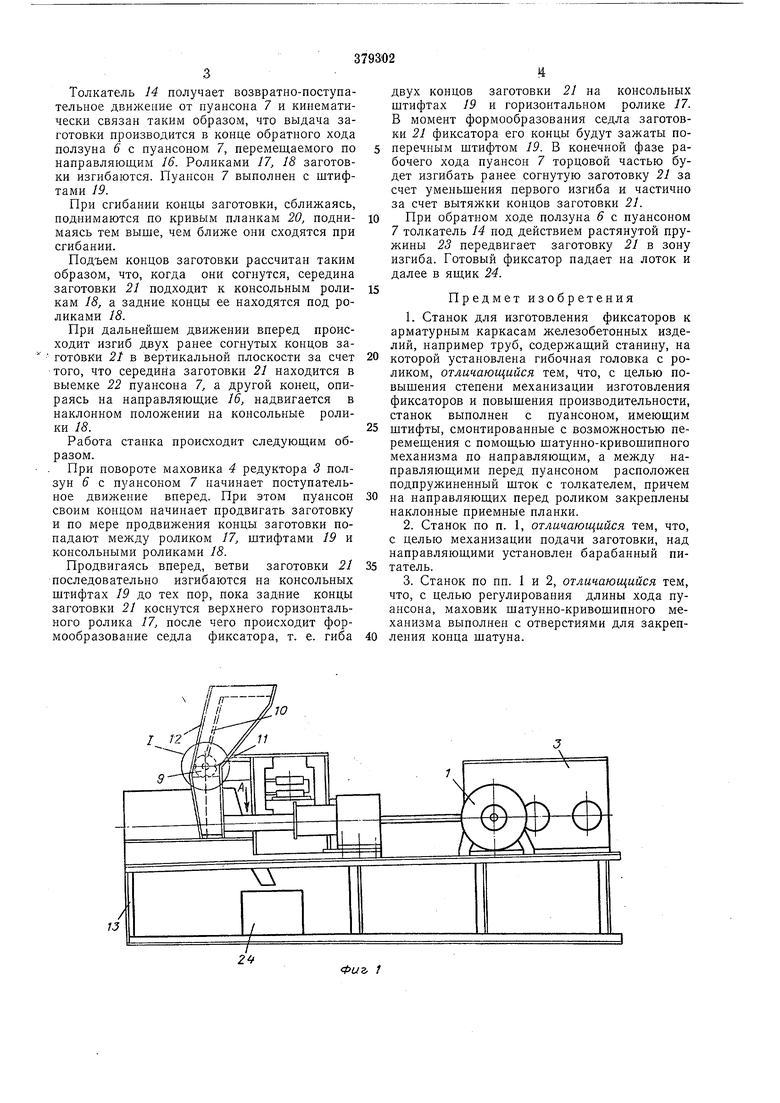
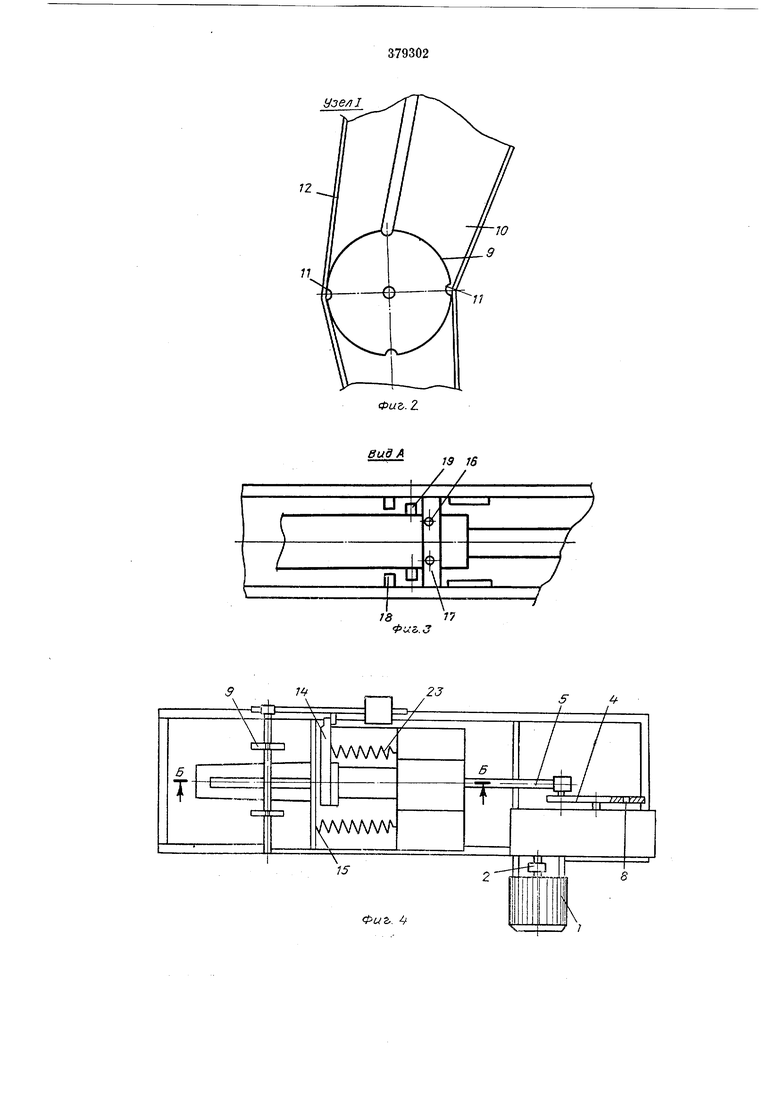
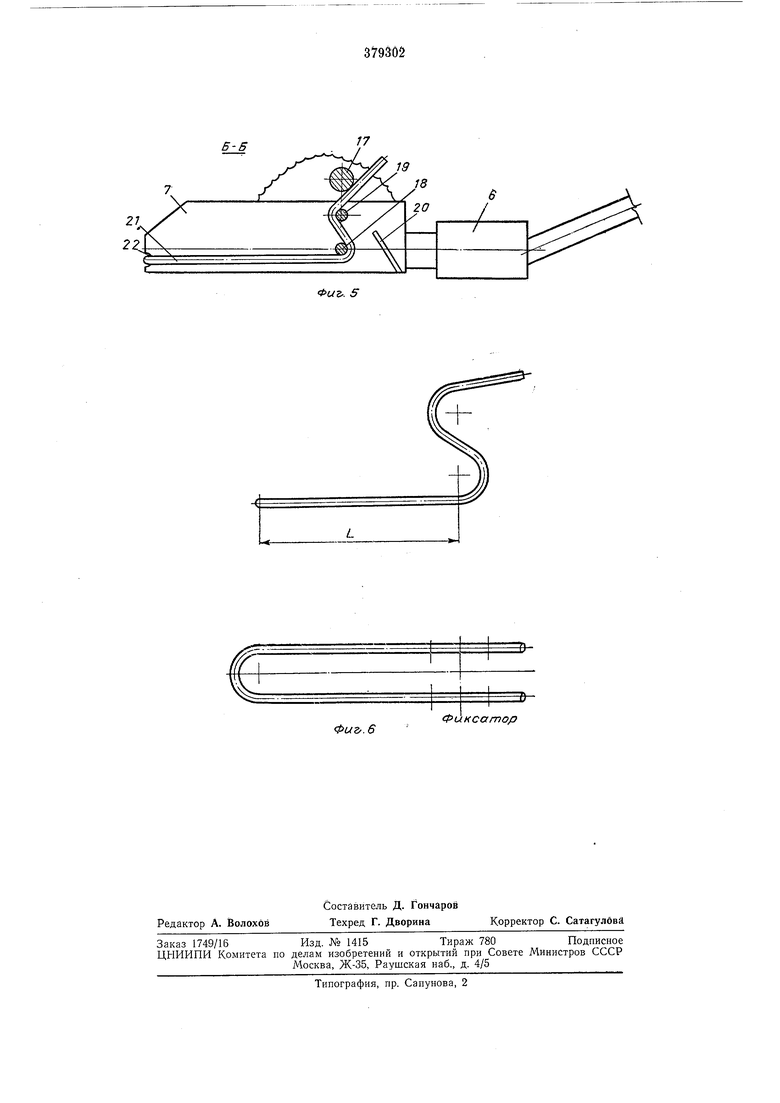
На фиг. 1 схематически изображен описываемый станок, вид сбоку; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - станок в плане; на фиг. 5 -разрез по Б-Б на фиг. 4; на фиг. 6 - фиксатор.
Станок состоит из электродвигателя }, МУФТЫ 2, редуктора 3 с маховиком 4, шатуна 5, который сообщает возвратно-поступательное движение ползуну 6, и пуансона 7.
Маховик выполнен с пятью отверстиями.
В одном из этих отверстий установлен конец шатуна 5. Отверстия 8 расположены по одной оси маховика 4, что позволяет регулировать положение шатуна 5 и ползуна 6 с
нуансоном 7. Шатун 5 представляет собой толкаюшую тягу сварной конструкции, установленную в подшипнике скольжения и соединенную с маховиком 4 осью. На консолях станины установлен механизм подачи заготовок, состояший из барабанного питателя 9 и щелевого бункера 10.
По окружности питателя 9 расположены четыре паза 11, для подачи заготовок, что обеспечивает нормальную работу щелевого
бункера при некоторой кривизне заготовок.
По торцам питатель 9 ограничен регулируемыми подвижными стенками 12, установленными на размер требуемой заготовки. Барабанный питатель установлен на станине
13 и приводится во вращение с помощью толкателя 14 со штоком 15, которые размещены перед пуансоном.
При повороте вала на один щаг производится выдача заготовки пазами // питателя 9.
Толкатель 14 получает возвратно-поступательное движение от пуансона 7 и кинематически связан таким образом, что выдача заготовки производится в конце обратного хода ползуна 6 с пуансоном 7, перемещаемого по направляющим 16. Роликами 17, 18 заготовки изгибаются. Пуансон 7 выполнен с штифтами 19.
При сгибании концы заготовки, сближаясь, поднимаются по кривым планкам 20, поднимаясь тем выше, чем ближе они сходятся при сгибании.
Подъем концов заготовки рассчитан таким образом, что, когда они согнутся, середина заготовки 21 подходит к консольным роликам 18, а задние концы ее находятся под роликами 18.
При дальнейшем движении вперед происходит изгиб двух ранее согнутых концов заготовки 21 в вертикальной плоскости за счет того, что середина заготовки 21 находится в выемке 22 пуансона 7, а другой конец, опираясь на направляющие 16, надвигается в наклонном положении на консольные ролики 18.
Работа станка происходит следующим образом.
При повороте маховика 4 редуктора 3 ползун 6 с пуансоном 7 начинает поступательное движение вперед. При этом пуансон своим концом начинает продвигать заготовку и по мере продвижения концы заготовки попадают между роликом 17, штифтами 19 и консольными роликами 18.
Продвигаясь вперед, ветви заготовки 21 последовательно изгибаются на консольных штифтах 19 до тех пор, пока задние концы заготовки 21 коснутся верхнего горизонтального ролика 17, после чего происходит формообразование седла фиксатора, т. е. гиба
двух концов заготовки 21 на консольных штифтах 19 и горизонтальном ролике 17. В момент формообразования седла заготовки 21 фиксатора его концы будут зажаты поперечным штифтом 19. В конечной фазе рабочего хода пуацсон 7 торцовой частью будет изгибать ранее согнутую заготовку 21 за счет уменьшения первого изгиба и частично за счет вытяжки концов заготовки 21. При обратном ходе ползуна 6 с пуансоном 7 толкатель 14 нод действием растянутой пружины 23 передвигает заготовку 21 в зону изгиба. Готовый фиксатор падает на лоток и далее в ящик 24.
Предмет изобретения
1.Станок для изготовления фиксаторов к арматурным каркасам железобетонных изделий, например труб, содержащий станину, на
которой установлена гибочная головка с роликом, отличающийся тем, что, с целью повышения степени механизации изготовления фиксаторов и повышения производительности, станок выполнен с пуансоном, имеющим
штифты, смонтированные с возможностью перемещения с помощью шатунно-кривошипного механизма по направляющим, а между направляющими перед пуансоном расположен подпружиненный шток с толкателем, причем
на направляющих перед роликом закреплены наклонные приемные планки.
2.Станок по п. 1, отличающийся тем, что, с целью механизации подачи заготовки, над направляющими установлен барабанный питатель.
3.Станок по пп. 1 и 2, отличающийся тем, что, с целью регулирования длины хода пуансона, махов,ик шатунно-кривошипного механизма выполнен с отверстиями для закрепления конца шатуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Станок для гибки | 1986 |
|
SU1400706A1 |
| Устройство для гибки арматурных каркасов | 1978 |
|
SU764783A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2240884C1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Устройство для пространственной гибки изделий из трубной заготовки | 1986 |
|
SU1338925A1 |
| Станок для гибки листового металла | 1985 |
|
SU1328028A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
Фигf
Узе/ I
/7
Ю
Фиг-. 5
Фиг,.6
Фиксатор
