(54) УСТРОЙСТВО ДЛЯ ПРОШИВКИ КУЗНЕЧНЫХ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ получения сквозного отверстия в поковке | 1979 |
|
SU871974A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления полых поковок из осаженных слитков | 1977 |
|
SU656727A1 |
| Устройство для прошивки отверстий | 1980 |
|
SU846036A1 |

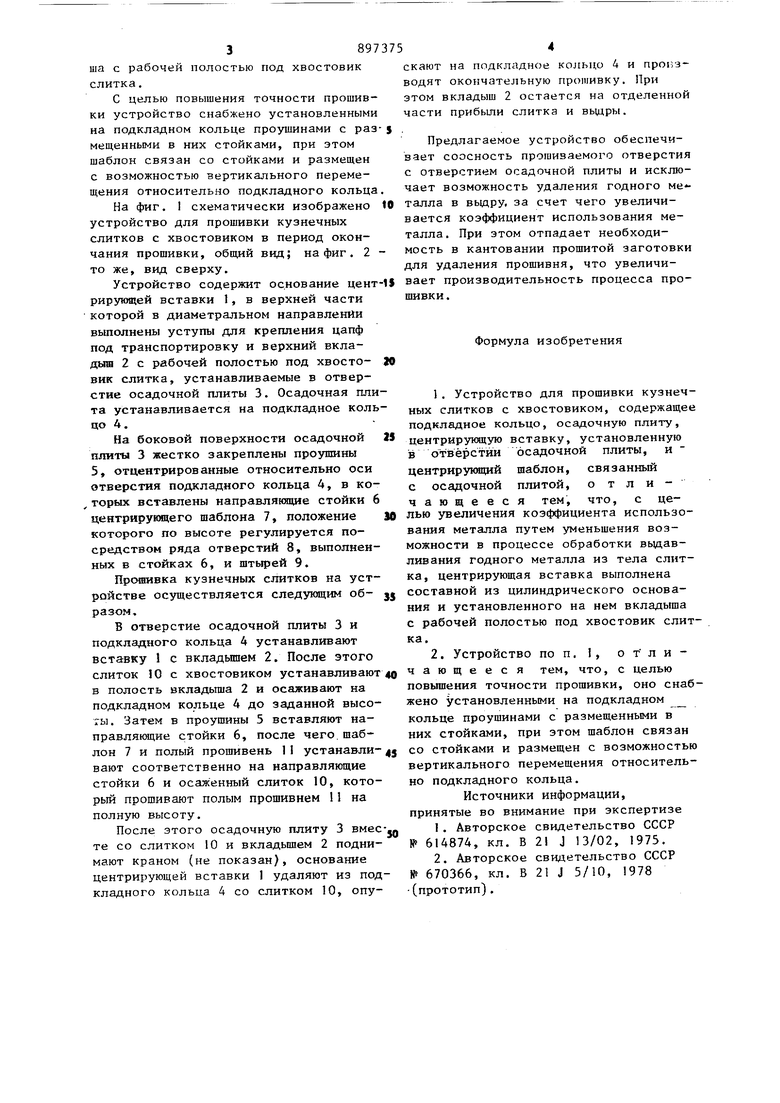
Изобретение относится к обработке металлов давлением, а именно к ковке, в частности к устройсл-вам для ковки с осадкой и прошивкой слитков. Известно устройство для прошивки поковок, содержащее подкладное коль цо, осадочную плиту и центрирующую вставку, установленную в отверстие осадочной плиты, а также плоский центрировсчный шаблон Cll. Недостатком указанного устройства является то, что оно не позволяет производить прошивку слитков без пред варительного удаления хвостовика заготовки. При этом прошивка предусматривается только сплошным прошивнем. Известно также устройство для прошивки кузнечных слитков с хвостовиком содержащее подкладное кольцо, осадочную плиту, центрирующую вставку, уста новленную в отверстии осадочной плиты, и центрирующий шлблон, связанный с осадочной плитой С 2. Недостатком этого устройства является то, что при осадке и прошивке происходит выдавливание годного металла из тела слитка в его подприбьшьную часть, а также отсутствие возможности точного центрирования пуансона относительно прошиваемого слитка и оси отверстия плиты. Целью изобретения является увеличение коэффициента использования металла путем уменьшения возможности в процессе обработки вьщавливания годного металла из тела слитка. Эта цель достигается тем, что в устройстве для прошивки кузнечных слитков с хвостовиком, содержащем подкладное кольцо, осадочную плиту, центрирукщую вставку, установленную в.отверстии осадочной плиты, и центрирующий шаблон, связанный с осадочной плитой, центрирующая вставка вьтолне на составной из цилиндрического осно- вания и установленного на нем вклады3897ша с рабочей полостью под хвостовик слитка. С целью повышения точности прошивки устройство снабжено установленными на подкладном кольце проушинами с раз мещеннь ми в них стойками, при этом шаблон связан со стойками и размещен с возможностью вертикального перемещения относительно подкладного кольца На фиг. 1 схематически изображено устройство для прошивки кузнечных слитков с хвостовиком в период окончания прошивки, общий вид; на фиг. 2 то же, вид сверху. Устройство содержит основание цент рирующей вставки 1, в верхней части которой в диаметральном направлении вьшолнены уступы для крепления цапф под транспортировку и верхний вкладыш 2 с рабочей полостью под хвостовик слитка, устанавливаемые в отверстие осадочной плиты 3. Осадочная пли та устанавливается на подкладное коль цо 4. На боковой поверхности осадочной плиты 3 жестко закреплены проушины 5, отцентрированные относительно оси отверстия подкладного кольца 4, в ко, торых вставлены направлякядие стойки 6 центрирующего шаблона 7, положение которого по высоте регулируется посредством ряда отверстий 8, выполненных в стойках 6, и штырей 9. Прошивка кузнечных слитков на устройстве осуществляется следующим образом, В отверстие осадочной плиты 3 и подкладного кольца 4 устанавливают вставку i с вкладьшем 2. После этого слиток 0 с хвостовиком устанавливают в полость вкладьша 2 и осаживают на подкладном кольце 4 до заданной высоты. Затем в проушины 5 вставляют направлякщие стойки 6, после чего, шаблон 7 и полый прошивень 11 устанавливают соответственно на направляющие стойки 6 и осс1женный слиток 10, который прошивают полым прошивнем 11 на полную высоту. После этого осадочную плиту 3 вмес те со слитком 10 и вкладьш1ем 2 поднимают краном (не показан), основание центрирующей вставки 1 удаляют из под кладного кольца 4 со слитком 10, опускают на подкладное кольцо 4 и производят окончательную прошивку. При этом вкладыш 2 остается на отделенной части прибыли слитка и вьцдры. Предлагаемое устройство обеспечивает соосность прошиваемого отверстия с отверстием осадочной плиты и исключает возможность удаления годного ме«тапла в выдру, за счет чего увеличивается коэффициент использования металла. При этом отпадает необходимость в кантовании прошитой заготовки для удаления прошивня, что увеличивает производительность процесса прошивки . Формула изобретения 1. Устройство для прошивки кузнечных слитков с хвостовиком, содержащее подкладное кольцо, осадочную плиту, центриругацую вставку, установленную в отверстии осадочной плиты, и центрирующий шаблон, связанный с осадочной плитой, о т л и чающееся тем, что, с целью увеличения коэффициента использования металла путем уменьшения возможности в процессе обработки вьщавливания годного металла из тела слитка, центрирующая вставка выполнена составной из цилиндрического основания и установленного на нем вкладыша с рабочей полостью под хвостовик слитка. 2. Устройство по п. I , о т л и чающееся тем, что, с целью повышения точности прошивки, оно снабжено установленными на подкладном кольце проушинами с размещенными в них стойками, при этом шаблон связан со стойками и размещен с возможностью вертикального перемещения относительно подкладного кольца. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 614874, кл. В 21 J 13/02, 1975. 2.Авторское свидетельство СССР № 670366, кл. В 21 J 5/10, 1978 (прототип).
Фиг.2.
