(5) ДЕФОРМИРУЮЩАЯ ПРОШИВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Соединение деталей | 1986 |
|
SU1413310A1 |
| Синхронизатор | 1989 |
|
SU1647171A1 |
| Цанговый патрон | 1980 |
|
SU944810A1 |
| Способ деформирующего протягивания | 1989 |
|
SU1785848A1 |
| Способ деформирующего протягивания длинных тонкостенных деталей | 1988 |
|
SU1611713A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1991 |
|
RU2016736C1 |
| Прошивка | 1983 |
|
SU1122454A1 |
| ГЕРМЕТИЧНЫЙ ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2012 |
|
RU2488857C1 |
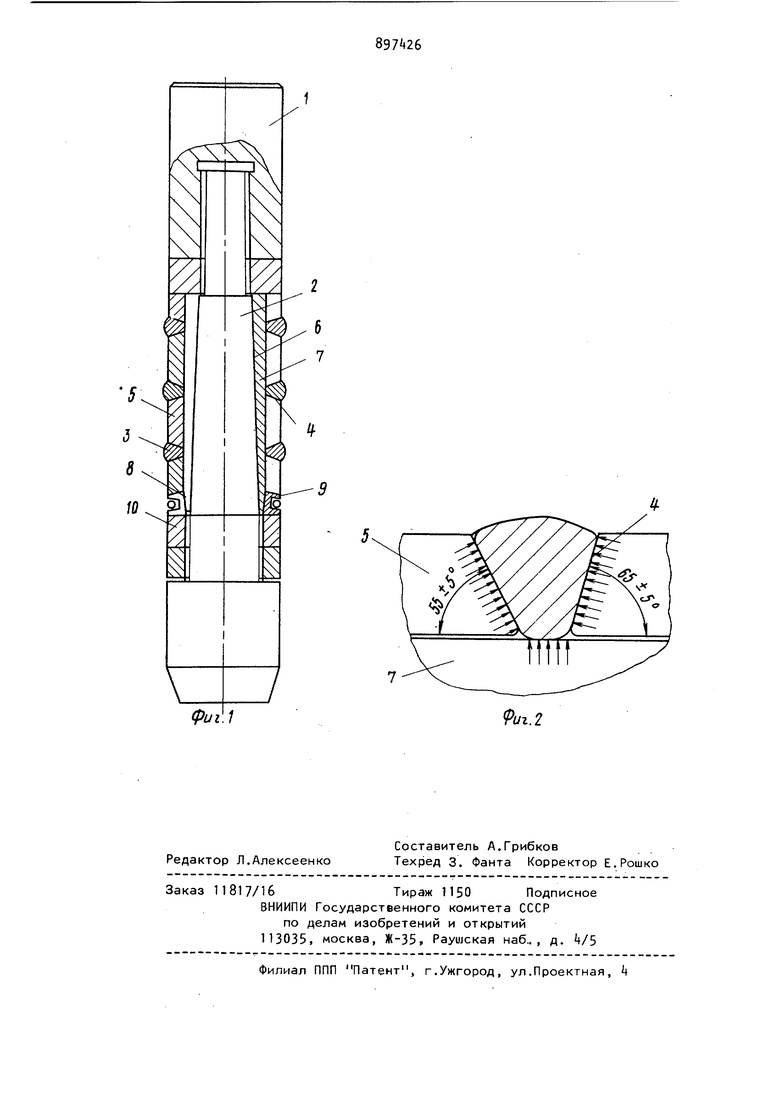
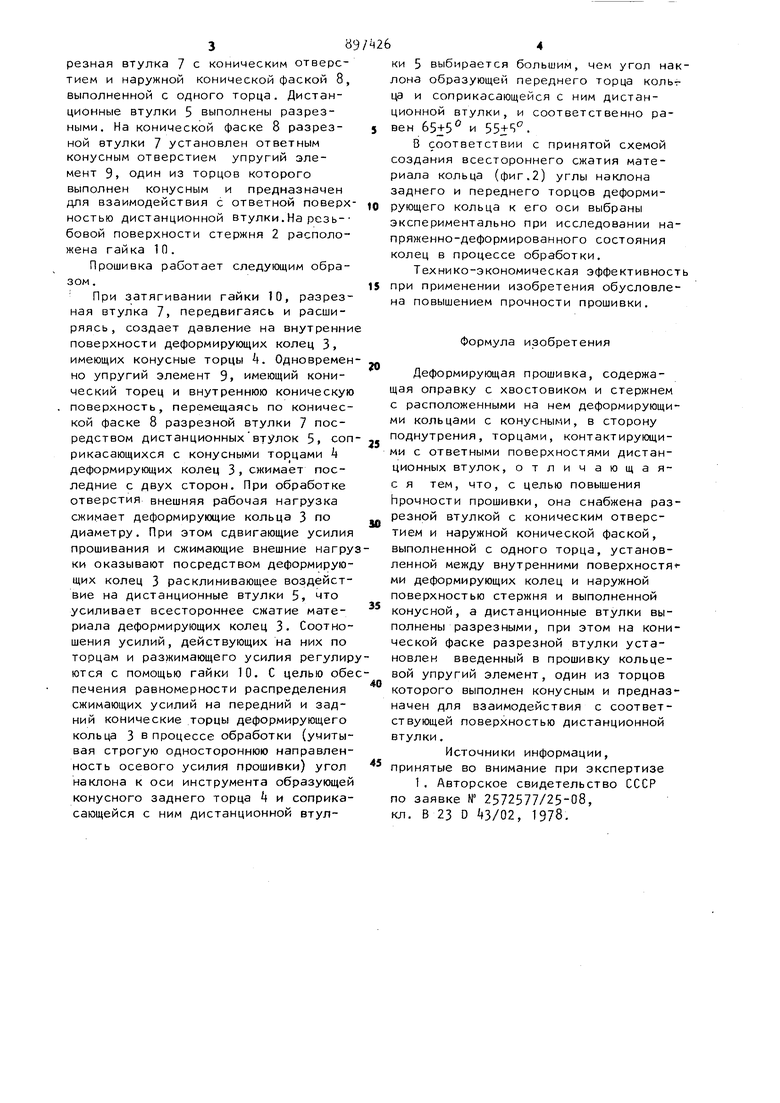
Изобретение относится к металлообработке и может быть использовано при обработке отверстий. Известна деформирующая прошивка, содержащая оправку с хвостовиком и стержнем с расположенными на нем деформирующими кольцами с конусными в сторону поднутрения, торцами, контактирующими, с ответными поверхностями дистанционных втулок f1 j. При таком исполнении прочность протяжки при работе с большими натягами недостаточно высока, так как кольца испытывают большие перегрузки. Целью изобретения является повыше ние прочности прошивки. Поставленная цель достигается тем что прошивка снабжена разрезной втул кой с коническим отверстием и наружной конической фаской, выполненной с одного торца, установленной между внутренними поверхностями деформирую щих колец и наружной поверхностью стержня и выполненной конусной, а дистанционные втулки выполнены разрезными, при этом на конической фаске разрезной втулки установлен ответным конусным отверстием, введенный в прошивку кольцевой упругий элемент, один из торцев которого выполнен конусным и предназначен для взаимодействия с соответствующей поверхностью дистанционной втулки. На фиг. 1 представлена предлагаемая прошивка, общий вид, на фиг. 2схема распределения усилий, действующих на деформирующее кольцо. . Прошивка содержит оправку с хвостовиком 1 и стержнем 2 с расположенными на нем деформирующими кольцами 3 с конусными, ; в сторону поднутрения, торцами 4, контактирующими с ответными конусными поверхностями дистанционных втулок 5. Между внутренними поверхностями деформирующих колец 3 и наружной конусной поверхностью 6 стерикня 2 установлена раз8резная втулка 7 с коническим отверстием и наружной конической фаской 8, выполненной с одного торца. Дистанционные втулки 5 выполнены разрезными. На конической фаске 8 разрезной втулки 7 установлен ответным конусным отверстием упругий элемент 9, один из торцов которого выполнен конусным и предназначен для взаимодействия с ответной поверх ностью дистанционной втулки.На резь- бовой поверхности стержня 2 расположена гайка 1 О . Прошивка работает следующим образом . При затягивании гайки 10, разрезная втулка 7, передвигаясь и расширяясь , создает давление на внутренни поверхности деформирующих колец 3, имеющих конусные торцы 4. Одновремен но упругий элемент 9 имеющий конический торец и внутреннюю коническую поверхность, перемещаясь по конической фаске 8 разрезной втулки 7 посредством дистанционныхвтулок 5. соп рикасающихся с конусными торцами А деформирующих колец 3, сжимает последние с двух сторон. При обработке отверстия внешняя рабочая нагрузка сжимает деформирующие кольца 3 по диаметру. При этом сдвигающие усилия прошивания и сжимающие внешние нагру ки оказывают посредством деформирующих колец 3 расклинивающее воздействие на дистанционные втулки 5, -то усиливает всестороннее сжатие материала деформирующих колец 3. Соотношения усилий, действующих на них по торцам и разжимающего усилия регулир ются с помощью гайки 10. С целью обе печения равномерности распределения сжимающих усилий на передний и задний конические торцы деформирующего кольца 3 в процессе обработки (учиты вая строгую одностороннюю направлен ность осевого усилия прошивки) угол наклона к оси инструмента образующе конусного заднего торца и соприка сающейся с ним дистанционной втул4ки 5 выбирается большим, чем угол наклона образующей переднего торца коль ца и соприкасающейся с ним дистанционной втулки, и соответственно равен и . В соответствии с принятой схемой создания всестороннего сжатия материала кольца (фиг.2) углы наклона заднего и переднего торцов деформирующего кольца к его оси выбраны экспериментально при исследовании напряженно-деформированного состояния колец в процессе обработки. Технико-экономическая эффективность при применении изобретения обусловлена повышением прочности прошивки. Формула изобретения Деформирующая прошивка, содержащая оправку с хвостовиком и стержнем с расположенными на нем деформирующими кольцами с конусными, в сторону поднутрения, торцами, контактирующими с ответными поверхностями дистанционных втулок, отличающаяс я тем, что, с целью повышения Прочности прошивки, она снабжена разрезной втулкой с коническим отверстием и наружной конической фаской, выполненной с одного торца, установленной между внутренними поверхностя ми деформирующих колец и наружной поверхностью стержня и выполненной конусной, а дистанционные втулки выполнены разрезными, при этом на конической фаске разрезной втулки установлен введенный в прошивку кольцевой упругий элемент, один из торцов которого выполнен конусным и предназначен для взаимодействия с соответствующей поверхностью дистанционной втулки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке W 2572577/25-08, кл. В 23 D , 1978.
фиг 1
9иг.2
