Изобретение относится к металлообработке и может быть использовано при обработке отверстий в трубах.
Целью изобретания является повышение точности обработки за счет увеличения эффективности базирования детали.
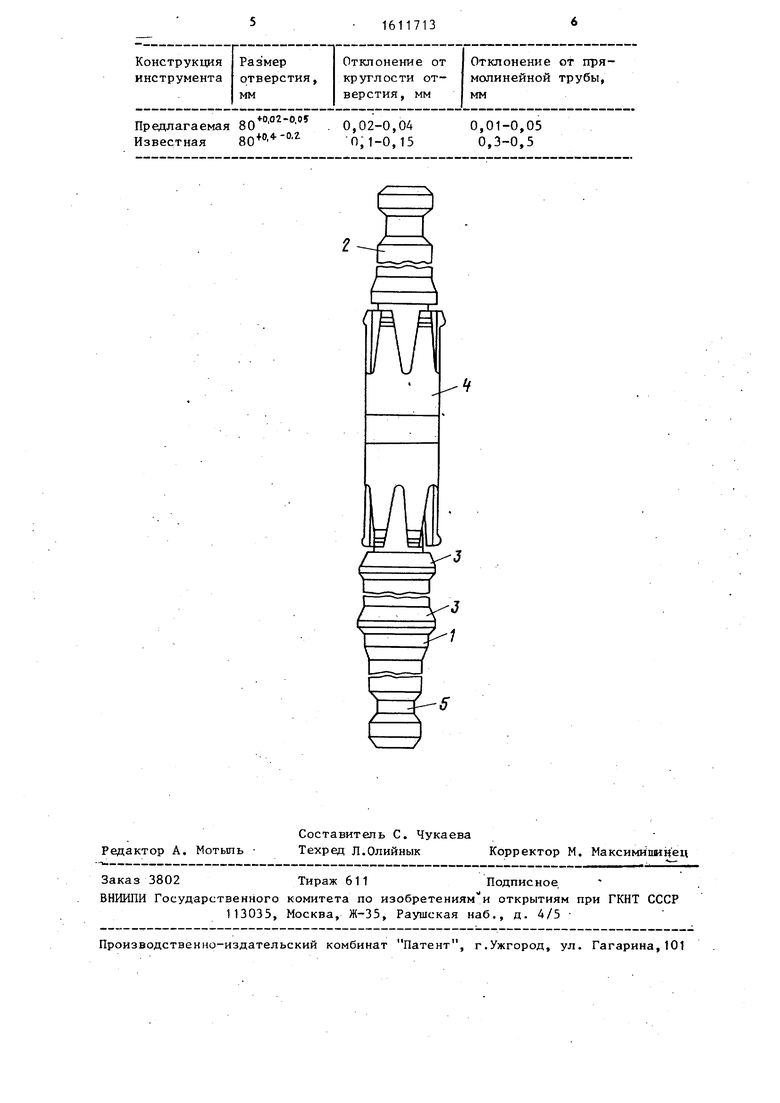
На чертеже изображена деформирующая протяжка для осуществления способа,- общий вид о
Деформирующая протяжка состоит из корпуса 1, пе еднего хвостовика
2, твердосплавных деформирующих элементов 3, направляющей втулки 4 и - заднего хвостовика 5.
Деформирующая протяжка работает следующим образом.
Обрабатываемая деталь насаживается через передний хвостовик 2 на коническую заходную часть направляющей втулки 4 с целью предварительного центрирования. Затем передний хвостовик 2 закрепляется в зажимнйм патроне станка и протяжка сообщается
о:
00
поступательное движение за счет тяги станка относительно обрабатываемой детали, которая при этом выходным торцом опирается на опору в станке. Под воздействием усилия протягивания лепестки направляющей втулки сжимаются, она полностью проходит через обрабатываемое отверстие детали, плотно базируя деталь относительно оси протяжки за счет упругости разрезных лепестков.
Общая длина втулки назначается ра ной длине детали с тем, чтобы в то время, как первый деформирующий элемент 3 входит в отверстие обрабатываемой детали, вт.орой конец втулки находился на уровне выходного торца обрабатываемой детали , В этом случае с началом контакта обрабатываемой де , тали с. деформирующим элементом детал находится в строго ориентированном положении относительно оси протяжки, что исключает искривление детапи, приводящее к отклонению от прямолинейности и круглости обрабатываемого отверстия.
Пример Для протягивания отверстий в трубах из стали Х18Н10Т 85x5 длиной 300 мм изготовлена деформирующая протяжка, состоящая из стержня, переднего хвостовика, шести твердосплавных деформирующих элементов (сплав ВК 15) с диаметрами 76- 80,16 мМо Направляющие втулки изготавливают из стали 50 Г, наружный диаметр (перед разрезкой) 78 мм, .толщина стенки 4 мм и длина 90 мМо
После разрезки и термообработки разрезные части могут деформироваться, т„е. сходиться под воздействием силы, этим обеспечивается возможность колебания наружного диаметра разрезных частей втулок от 72 до 78 мм. Длина, дистанционной втулки 110 мм, следовательно, общая длина двух направляющих и дистанционной втулки 290 мм, деталь длиной 300 мм базируется на направляющих втулках перед обработкой.
В соответствии с ГОСТом 9941-81 допуск на откпонение наружного диаметра трубы 85x5 составляет it ,2% предельные отклонения по толщине стенки +,12,5%. Следовательно, минимальный размер внутреннего диаметра
0
5
0
5
0
5
составляет 72,75 мм, максимальньш 77,35 ММо Поскольку величина наружного диаметра направляющей втулки колеблется в пределах 72-78 мм, контакт поверхности направляющей втулки с внутренней поверхностью трубы обес- печеНо
Испытания проводят на горизонтально-протяжном станке 7Б 520с Для обоснования существенности заявляемых признаков проведены сравнительные испытания при обработке таких же деталей д.еформирующей протяжкой с обычным направляющим элементом в виде цилиндрической втулки диаметром 72 мм, длина втулки 100 мм„ Точность обработки определяют точностью размера получаемого отверстия, прямолинейностью обработанной детали,
В таблице приведены результаты исследованийо
Применение предлагаемой конструкции инструмента (деформирующей протяжки и способ обработки ею длинных тонкостенных деталей) позволит повы- сить точность в 4-10 раз.
Таким образом, предлагаемые конструкция деформируюп(ей протяжки и способ обработки ею позволяют обрабатывать длинные тонкостенные детали по схеме сжатия с высокой точностью, что снижает трудоемкость их изготовления и позволяет получить высокое качество обработки
Формулаизобрете
н и я
Способ деформирующего протягивания длинных тонкостенных деталей, при котором осуществляют холодное пластическое деформирование отверстий инструментом с деформируюшими элементами и направляющей втулкой с предварительным базированием по ней внутренней поверхности детапи, отличающийся тем, что, с целью повышения точности.обработки за счет увеличения эффективности базирования детали, предварительное базирование осуществляют по двум локальным участкам направляющей втулки, разнесенным в осевом направлении на в.еличину, равную длине детали, причём направляющую втулку выполняют с обеих с.торон разрезной.
,02-0.05
80
0,02-0,04 0,1-0,15
0,01-0,05 0,3-0,5

| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий элемент протяжки | 1989 |
|
SU1609623A1 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| Опора к протяжному станку | 1975 |
|
SU551089A1 |
| Сборная деформирующая протяжка | 1979 |
|
SU772758A1 |
| Сборная деформирующая протяжка | 1979 |
|
SU770688A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| ДИСТАНЦИОННАЯ ВТУЛКА | 1973 |
|
SU366038A1 |
| Устройство для протягивания фасонных отверстий | 1985 |
|
SU1333484A1 |
| Способ деформирующего протягивания | 1988 |
|
SU1539050A1 |
| Комбинированный инструмент для обработки отверстий | 1988 |
|
SU1625671A1 |
Изобретение относится к металлообработке и может быть использовано при обработке отверстий в трубах. Цель изобретения - повышение точности обработки. Деформирующая протяжка, содержащая корпус в виде стержня, передний хвостовик, посаженные на корпус твердосплавные деформирующие элементы и направляющую втулку, дополнительно содержит вторую направляющую втулку, при этом обе втулки выполнены разрезными, разделены дистанционной втулкой и расположены на корпусе так, что разрезная часть одной направляющей втулки обращена в сторону первого деформирующего элемента, а разрезная часть второй втулки - в противоположную сторону. Процесс холодного пластического деформирования отверстий осуществляют инструментом, у которого между двумя направляющими втулками размещают дистанционную втулку, длину которой подбирают так, чтобы разрезные части направляющих втулок находились на уровне входного и выходного торцов обрабатываемой детали. Это позволяет увеличить эффективность базирования. 1 ил.
| Розен ерг АоМо, Розенберг О.А„, Посвятенко Э.К | |||
| и др„ Расчет и проек тирование твердосплавных деформирую- протяжек и процесса протягивания.Тчиев, Наукова думка, 1978, с | |||
| Горный компас | 0 |
|
SU81A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
