В основиом авт. св. № 124332 описан копировальный станок для одновременной обработки спинки и корыта лопатки двигателя, в котором применены две расположенные с о-беих сторон заготовки качалки, несущие на концах ролики, из которых одни являются следящими по раздельным для спинки и корыта копирам, а другие, рабочие ролики. выполнены в виде режущих инструментов, в частности, в виде огибающих ролики абразивных лент.
Предлагаемый станок является дальнейщим развитием станка по указанному авторскому свидетельству, заключающимся в том, что в качестве режущих инструментов применено несколько бесконечных абразивных лент, огибающих рабочие бочкообразные ролики. Причем каждая лента предназначена для одновременной с остальными обработки своего участка профиля заготовки.
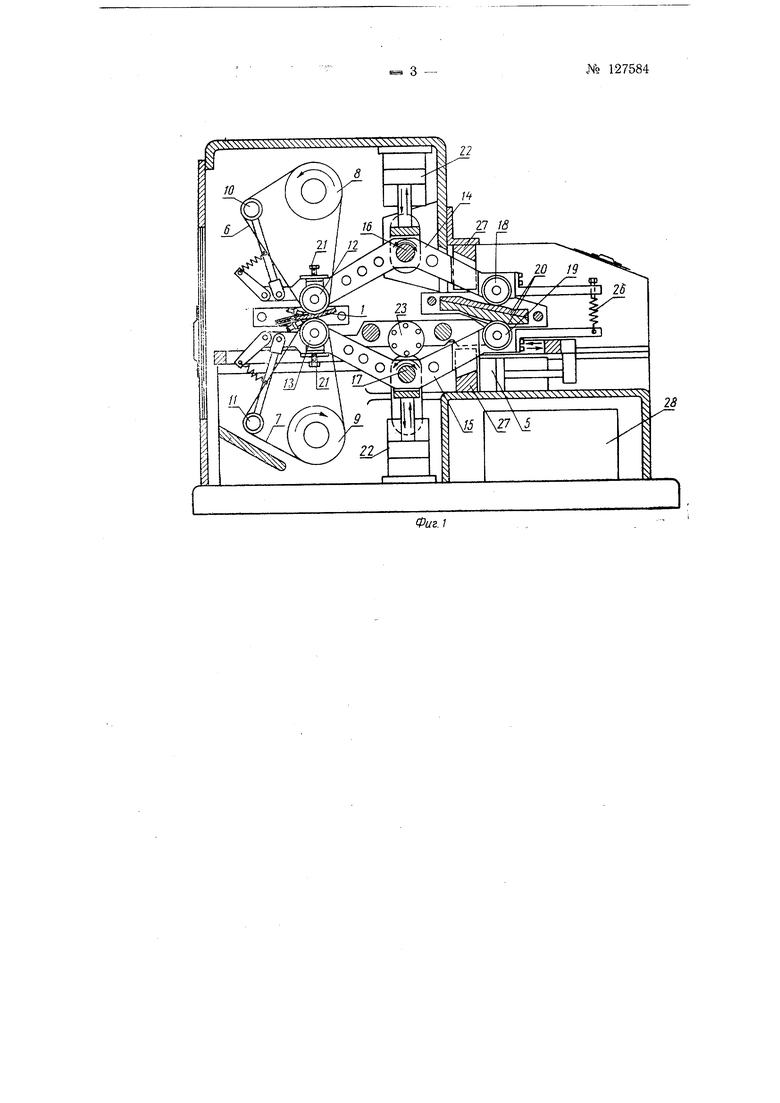
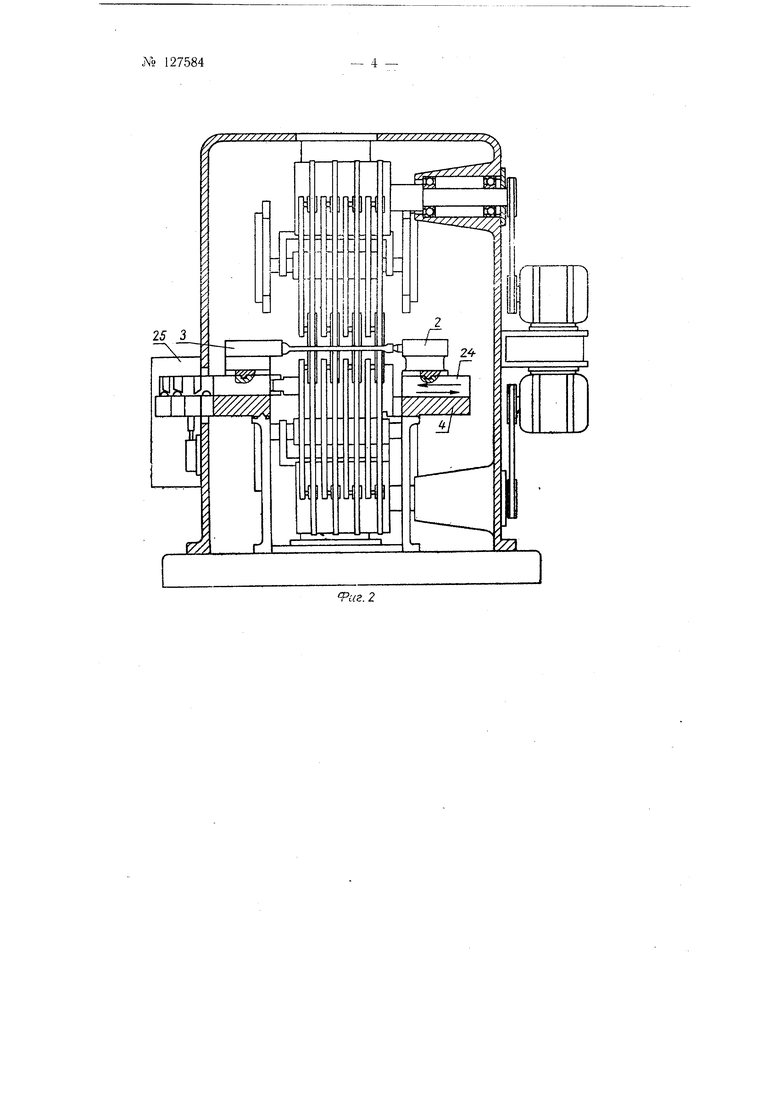
Такое выполнение предлагаемого станка обеспечивает высокую производительность при щлнфовании профиля крупногабаритных лопатокНа фиг. 1 схематически показан предлагаемый станок, вид сбоку; на фиг. 2-то же, вид спереди и на фиг. 3-работающее по тому же принципу приспособление для щлифования лопаток на плоскощлифовальном станке.
Заготовка 1 крепится в бабках 2 к 3 и получает продольную подачу вместе со столом 4 от гидроцилиндра 5.
№ 127584- 2 -.
Шлифование профиля заготовки 1 осуществляется расположенными по обеим ее сторонам несколькими параллельными абразивными лентами 6 и 7, .приводимыми во вращение шкивами 5 и 9. Лента огибает натяжные ролики /О и // и кодирующие рабочие ролики 12 и 13, сидящие на концах качалок 14 и 15, поворотных вокруг осей 16 и 17. На других концах качалок 14 и 15 помещены следящие ролики 18 и 19, соприкасающиеся с копирами 20 обратного профиля.
Копирующие рабочие ролики 12 и 13 винтами 21 можно перемещать вертикально для подналадки при компенсации их износа и при неодинаковой толщине абразивных лент.
Вертикальная подача копирующих роликов 12 и 13 (на врезание) осуществляется гидроцилиндрами 22 пульсирующего действия.
Заготовка / получает поперечну о подачу в горизонтальиой плоскости от гидроцилиндра 23 и верхнего стола 24,
Величина и пределы вертикальной подачи качалок 14 к 15 и горизонтальной подачи стола 24 определена упорами и золотниками, размещенными в коробке 25 управления. Степень прижатия роликов 18 и 19 к копирам 20 регулируется пружинами 26. Для обеспечения большей жесткости качалки 14 и 15 скользят в вертикальной плоскости в направляющих 27. Узлы гидравлики размещены в коробке 28.
Ролики 12, 13, 18, 19 имеют одинаковые диаметры и выполнены бочкообразными, т. е. обод каждого ролика обработан по дуге, радиус которой подобран с таким расчетом, чтобы в процессе шлифования профиля заготовки / вся ширина абразивных лент 5 и 7 участвовала в работе шлифования.
Весь профиль заготовки /, подлежащий шлифованию, разбивается на отдельные участки (по количеству .лент б и 7). Каждая абразивная лента шлифует соответствующий участок профиля с необходимым перекрытием смежного участка, что достигается установкой величины хода поперечной подачи.
Для обработки крупногабаритных лопаток можно использовать обычный плоскощлифовальный станок 29, применив к нему приспособление, показанное на фиг. 3- На шпинделе станка монтируется шкив 8, приводящий в движение абразивные ленты 6, огибающие натяжные ролики 10 и рабочие бочкообразные ролики 12. На фланце шлифовальной бабки станка 29 монтируется кронштейн с осью 16, на которой поворачиваются качалки 14, несущие на других концах ролики 18, следящие по копиру 20.
П р е д м е т изобретения
Копировальный станок для одновременной обработки спинки и корыта лопатки по авт. св. № 124332, отличающийся тем, что, с целью обеспечения высокой производительности .при шлифовании профилей крупногабаритных лопаток, в качестве инструментов, установленных на качалках, применено несколько параллельно расположенных, огибающих рабочие бочкообразные ролики бесконечных абразивных лент, предназначенных для одновременной обработки соответствующих участков профиля лопатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
| Способ шлифования криволинейных трехмерных поверхностей пера лопаток и станок для его осуществления | 1958 |
|
SU127583A1 |
| Ленточно-шлифовальный копировальный станок для обработки лопаток | 1960 |
|
SU141073A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Станок для шлифования турбинных лопаток | 1973 |
|
SU651939A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Ленточно-шлифовальный станок для обработки криволинейных поверхностей | 1975 |
|
SU553096A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |