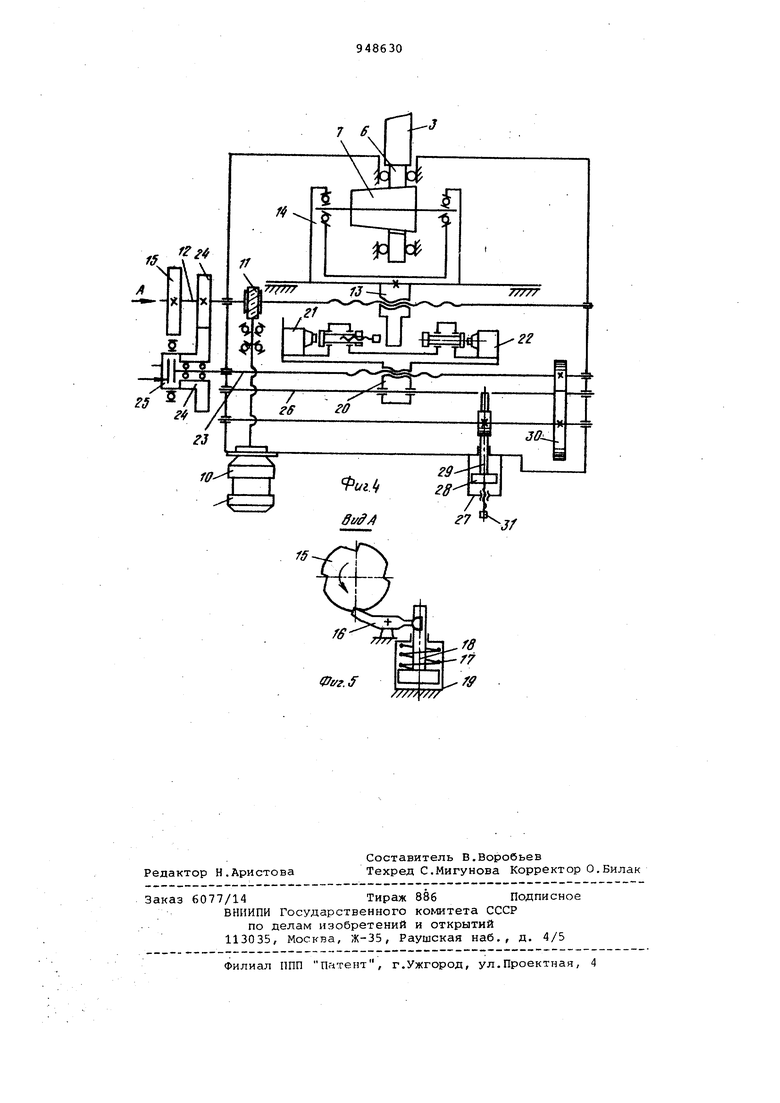
Изобретение относится к шМфованию наружного криволинейного контура детали и может быть исполь.эовано в станкостроительной и мшиино строительной прооышленности. Известно устройство для подачи на врезание абразивной ленты ленточношлифовального станка с подналадкой на ее износ в зависимости от результатов контроля размера обрабатываемо го изделия, которое содержит пиноль подачи, конечные выключатели, делительный механизм управления величиной подачи и механизм компенсации износа шлифовальной ленты 1. Недостатком известного устройства является то, что оно не позволяет обрабатывать криволинейный контур с автоматическим разделением припуска на проходы. Цель изобретения - расширение тех нологических возможностей при обработке деталей со сложным контуром. Указанная цель достигается тем, что пиноль подачи кинематически связана с механизмом компенсации износа и снабжена копирным роликом с внутре ним конусом, конусным роликом, установленным с возможностью контактирования своей конической поверхностью с внутренним конусом копирного ролика и возвратно-поступательного перемещения, при этом делительный механизм выполнен в виде диска с прорезями . На фиг. 1 показана обр батываемая деталь и ленточношпифовальная головка; на фиг. 2 - копировальное устройство и копир; на фиг. 3 - механизм врезания копировального устройства, разрез; на фиг. 4 - кинематическая схема механизма врезания копировального устройства; на фиг. 5 - схема делительного механизма (вид А на фиг. 4) . Деталь 1 закреплена на каретке 2. Соосно с деталью на другой стороне каретки закреплен копир 3. Ленточношлифовальная головка 4 снабжена рабочим роликом 5, установленным таким образом, что рабочая поверхность шлифовальной ленты касается обрабатываемой поверхности детали. Копирный, ролик 6 механизма врезания свободно смонтирован на конусный ролик 7 так, что постоянно касается поверхности копира 3. Рабочий 5 и конусный 7 ролики расположены соосно, поэтому расстояния их соответственно от детали и копира равны. Копирный ролик б зафиксирован от; осевых перемещений щеками 8, закрепленными на корпусе Э механизма вреза ния. Конусный ролик 7 установлен с возможностью перемещения в осевом направлении от гидродвигателя 10 через червячную передачу 11 и ходово винт 12 с гайкой 13, которая закрепл на на каретке 14, несущей ролик 7. На ходовом винте 12 закреплен делительный диск 15, задающий величину п ремещения каретки. Защелка 16 прижимается к поверхности делительного диска 15 при помощи пружины 17 и огр ничивает поворот диска 15. Для вывед ния из зацепления защелки 16 с диском 15 предназначен поршень 18 гидро цилиндра 19. Вилка 20 предназначена для ограничения исходного и конечног положения каретки 14 и снабжена соот ветствующими конечными выключателями 21 и 22. Для перемещения вилки 20 служат винт 23, который-зубчатой пер дачей 24 и электромагнитной муфтой 2 связан с винтом 12 и скалка 26. Для возврата механизма в исходное поло женив предназначен гидроцилиндр возврата 27, поршень 28 которого штокрейкой 29 с колесом и зубчатой парой 30 связан с винтом 23. Для ограничения хода поршня 28 предназначен упорный винт 31. Станок работает следующим образом Деталь 1, закрепленная на каретке 2 , перемещается поступально. В исходное положение каретка 14 с кону ным роликом 7 находится в крайнем левом положении, что соответствует максимальному расстоянию от оси конусного ролика 7 до поверхности копира 3, при этом копирный ролик 6 контактирует с поверхностью копира 3 Выступ гайки 13 воздействует на конечный выключатель 21. Копирный ролик 6 обкатывает профиль копира 3, соответственно воспроизводит движения рабочий ролик 5. После первого прохода механизм врезания и ленточношлифовальная головка отводятся соответственно от ко пира и обрабатываемой поверхности. Производится подготовка к следующему проходу - перемещение на врезание Гидроцилиндр 19 поршнем 18 выводит защелку 16 из паза делительного диска 15. Гидродвигатель 10 через червячную передачу 11 начинает вращать винт 12, перемещая гайку 13 с кареткой 14 по направляющим корпуса 9. Пр жина 17 прижимает защелку 16 к повер ности диска 15 и фиксирует его положение по следующему пазу. Гидродвига тель одновременно отключается. Угол поворота винта 12 зависит от количес ва пазов .на диске 15, что определяет ход каретки 14 и, следовательно, величину врезания за один проход. Винт 12, переместивкаретку 4 с кону ным роликом, обеспечивает прижим копирного ролика 6, зафиксированного от осевых перемещений щеками 8, к копиру 3 на меньшем радиусе конусного ролика 7, благодаря чему расстояние от оси конусного ролика 7 до поверхности копира уменьшается на .величину врезания на проход. При каждом проходе выступ гайки 13 перемещается между конечными выключателями 21 и 22. Перед последним проходом гайки 13 воздействует на конечный выключатель 22, что является командой к окончанию цикла обработки. Количество проходов регулируется изменением расстояния между конечными выключателями 21 и 22 с помощью регулировочного винта. Одновременно с перемещением каретки 14 гидродвигатель 10 через зубчат ое колесо 24, электромагнитную муфту 25 и винт 23 перемещает вилку 20. Величина этого перемещения соответствует износу инструмента и устанавливается в зависимости от стойкости его. При этом каретка 14 нажимает на выключатель 22, совершив дополнительное перемещение, учитывающее износ .а.бразивного инструмента. После последнего проходареверсом гидродвигателя каретка возвращается в исходное положение. При этом электромагнитная муфта отключена и вилка 20, определяющая исходное положение каретки 14, остается на месте. Этимучитывается износ инструмента за прерыдущий цикл. Формула изобретения Устройство для подачи на врезание абразивной ленты копировального ленточноишифовального станка, содержащее пиноль подачи, конечные выключатели, делительный механизм управления величиной подачи и механизм компенсации износа шлифовальной ленты, отлич.ающи и с я тем, что, с целью расширения технологических возможностей при обработке деталей со сложным контуром, пиноль подачи кинематически связана с механизмом компенсации износа и снабжена копирным роликом с внутренним конусом, конусным роликом, установленным с возможнстью контактирования своей конической поверхностью с внутренним конусом копирного ролика и воэвратнопоступательнЬго перемещения, при этом делительный механизм выполнен в виде диска с прорезями. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 155107, кл. В 24 В 21/06 от 05.06.61.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Устройство для ленточного шлифования лопаток гтд | 1974 |
|
SU524676A1 |
| Станок для ленточного шлифования | 1991 |
|
SU1821336A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| Копировальный станок | 1982 |
|
SU1060345A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1693824A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |

п
7ff
/777}7///
