Известные способы одностороннего шлифования криволинейныхтрехмерных поверхностей пера лопатки на существ -ющих станках не устраняют вредного коробления пера лопатки во время обработки, влияющего на точность.
Описываемый способ состоит в том, что два бочкообразных шлифовальных круга, ширина которых равна, примерно, Vs пера лопатки, располагают с двух сторон по спинке и корыту заготовки так, чтобы их оси лежали в плоскости параллельной оси лопатки.
Шлифовальным кругам сообщают качательные, обкаточные по профильной поверхности пера лопатки движения, синхронно связанные с возвратно-поступательными движениями кругов вдоль оси лопатки и качательными движениями заготовки вокруг своей продольной оси с одновременной поперечной ее подачей.
Для осуш:ествления этим способом шлифования заготовки применен станок с подвижной качающейся траверсой, несущей бабку с двумя качающимися вокруг своей оси шпинделями для копира и заготовки, и двух качалок, расположенных по обе стороны траверсы. Качалки несут бочкообразные шлифовальные круги и копировальные ролики, выполненные по эвольвентной спирали в поперечном сечении, с целью осуществления подачи на врезание и компенсации износа шлифовальных кругов, управляемых объемным копиром.
При шлифовании на таком станке описываемым способом криволинейных трехмерных поверхностей пера лопатки обеспечивается отсутствие вредного влияния коробления этих поверхностей во время их обработки на точность геометрического расположения профилей относительно друг друга.
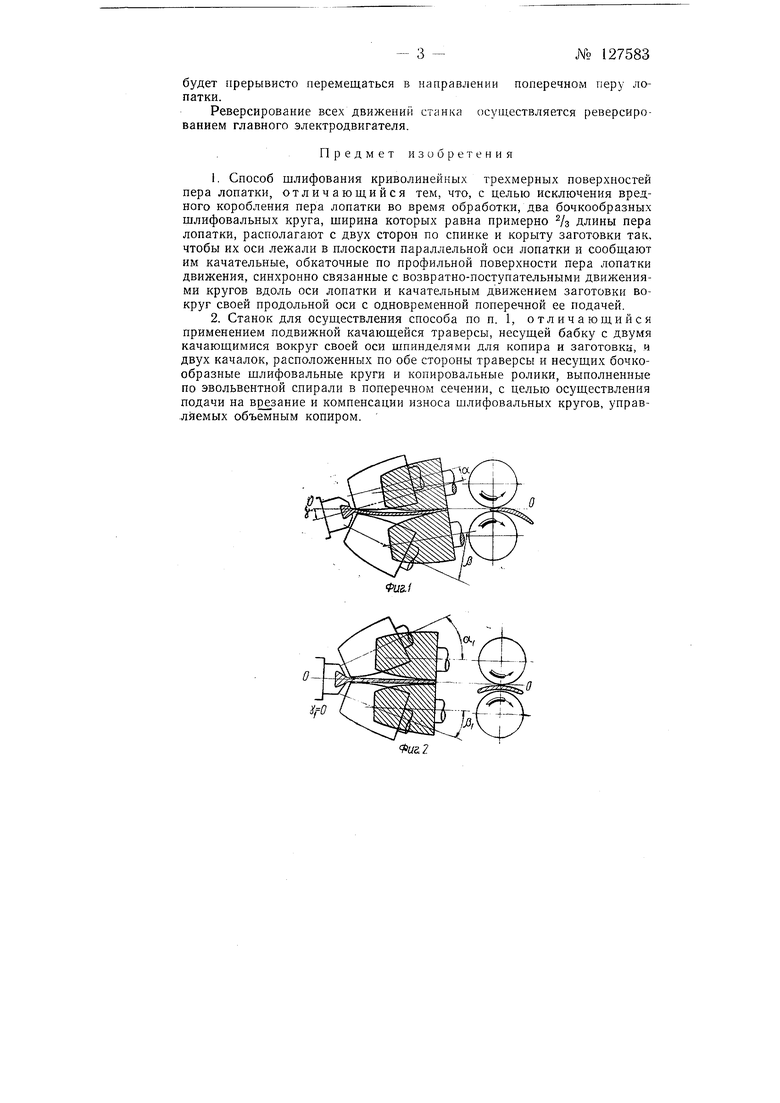
№ 127583 2 На фиг. 1 схематично изображена обработка пера лопатки у «входной кромки; на фиг. 2 - то же, в среднем сечении; на фиг. 3 - то же, у «выходной кромки; на фиг. 4 - компановочная схема станка; на фиг. 5 - кинематическая схема станка; на фиг. 6 - кинематическая схема копировального устройства.
Для обработки пера лопатки описываемым способом, два бочкообразных шлифовальных круга, ширина которых равна % длины пера лопатки, располагают с двух сторон по спинке и корыту заготовки так, что их оси лежат в плоскости параллельной оси лопатки.
Шлифовальным кругам в этой плоскости при их враш;ении сообшают качательпые движения на заданные углы аиру входной кромки, изменяюш,иеся по мере перехода к среднему сечению до ai и Pi к выходной кромке - до «2 и р2- Вследствие этого точка контакта шлифовальных кругов будет перемеш,аться от одного торца к другому. Синхронно с качанием шлифовальных кругов заготовке сообшается врашательное движение вокруг ее продольной оси с одновременной поперечной подачей заготовки и поворотом ее оси по отношению оси станка О-О на заданный угол т, TI и Т2 для расположения входной и выходной кромок вдоль оси станка О-О.
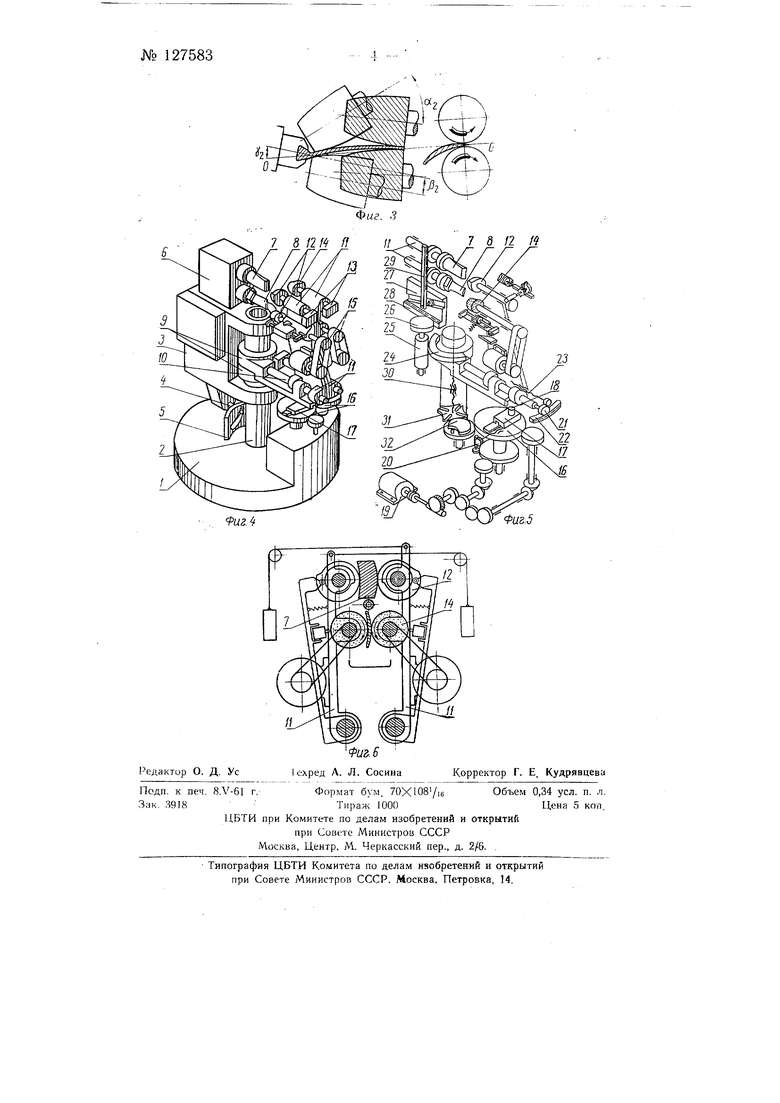
Весь этот комплекс движений осушествляется станком, компановочная схема которого показана на фиг. 3.
На круглом основании / в центре неподвижно укреплена колонна 2, являюшаяся центральной осью станка. На колонне 2 посажена траверса 3, имеюшая возможность как продольного, так и углового перемешения и управляемая роликом 4, скользяшим по копиру 5. Траверса 3 несет на себе бабку 6 с двумя качаюшимися вокруг своей оси шпинделями для копира 7 и заготовки 8. С другой стороны колонны 2 размеша ются две кулисы 9, имеюшие возможность качаться вокруг колонны 2. Кулисы 9 несут две штанги W, на которых насажены две качалки 11. На каждой из качалок укреплено по два шпинделя, оси которых расположены в горизонтальных плоскостях. На верхних шпинделях укреплены копировальные ролики 12 и механизмы 13 поворота роликов. На нижних шпинделях укреплены шлифовальные круги 14 и шкивы 15 ременной передачи врашения шлифовальных кругов от электродвигателя.
Возвратно-колебательное движение шлифовальных кругов осушествляется при помоши планшайбы 16, несушей на себе подвижную ползушку 17 с сухарем 18, входяшим в продольный паз кулисы 9, и получаюшей врашение от электродвигателя 19 через систему зубчатых колес. Перемешаясь по планшайбе 16 посредством винта 20, получаюшего врашени.е от обшей кинематической цепи, сухарь 18 качает кулису 9. При штанги 10 кулисы 9 несут на своем конце зубчатые колеса 21, которые катятся по кольцевой рейке 22 и, передавая врашение на винт 23, перемешают качалки 11, а вместе с ними и шлифовальные круги 14 вдоль пера лопатки. Одновременно зубчатый сектор 24, укрепленный неподвижно на кулисе 9, врашает шестерни 25 и 26, сообщая возвратно-поступательное движение копиру 27 через зубчатую рейку 28- Копир 27, перемешаясь по рейке 28, через рейку 29 сообшает качательное движение вокруг своих осей копиру 7 и заготовке 5Копировальные ролики 12, укрепленные на качалках 11, перемешаясь по качаюшемуся копиру 7, передают качание шлифовальным кругам 14, обрабатывающим профиль лопатки.
Для перемещения траверсы 3 вдоль колонны 2 служит винт 30, приводимый во врашение посредством мальтийского креста 31 и водила 32, кинематически связанного с планшайбой 16, при этом заготовка
будет прерывисто перемещаться в направлении поперечном перу лопатки.
Реверсирование всех движений станка осуществляется реверсированием главного электродвигателя.
Предмет изобретения
1.Способ шлифования криволинейных трехмерных поверхностей пера лопатки, отличающийся тем, что, с целью исключения вредного коробления пера лопатки во время обработки, два бочкообразных шлифовальных круга, ширина которых равна примерно з Длины пера лопатки, располагают с двух сторон по спинке и корыту заготовки так, чтобы их оси лежали в плоскости параллельной оси лопатки и сообщают им качательные, обкаточные по профильной поверхности пера лопатки движения, синхронно связанные с возвратно-поступательными движениями кругов вдоль оси лопатки и качательным движением заготовки вокруг своей продольной оси с одновременной поперечной ее подачей.
2.Станок для осуществления способа по п. 1, отличающийся применением подвижной качающейся траверсы, несущей бабку с двумя качающимися вокруг своей оси шпинделями для копира и заготовки, и двух качалок, расположенных по обе стороны траверсы и несущих бочкообразные шлифовальные круги и копировальные ролики, выполненные по эвольвентной спирали в поперечном сечении, с целью осуществления подачи на врезание и компенсации износа шлифовальных кругов, управляемых объемным копиром.
Фиг.
и&2