Изобретение относится к металлообработке и предназначено для изготовления цилиндрических копиров с лекальным профилем, используемых при шлифовании сложных поверхностей, в частности незакрученных турбинных лопаток с постоянным профилем сечения, кулачков и т. д. I Цель изобретения - снижение трудоем- |кости и повышение точности обработки за |счет уменьшения длины участка,доводимого вручную.
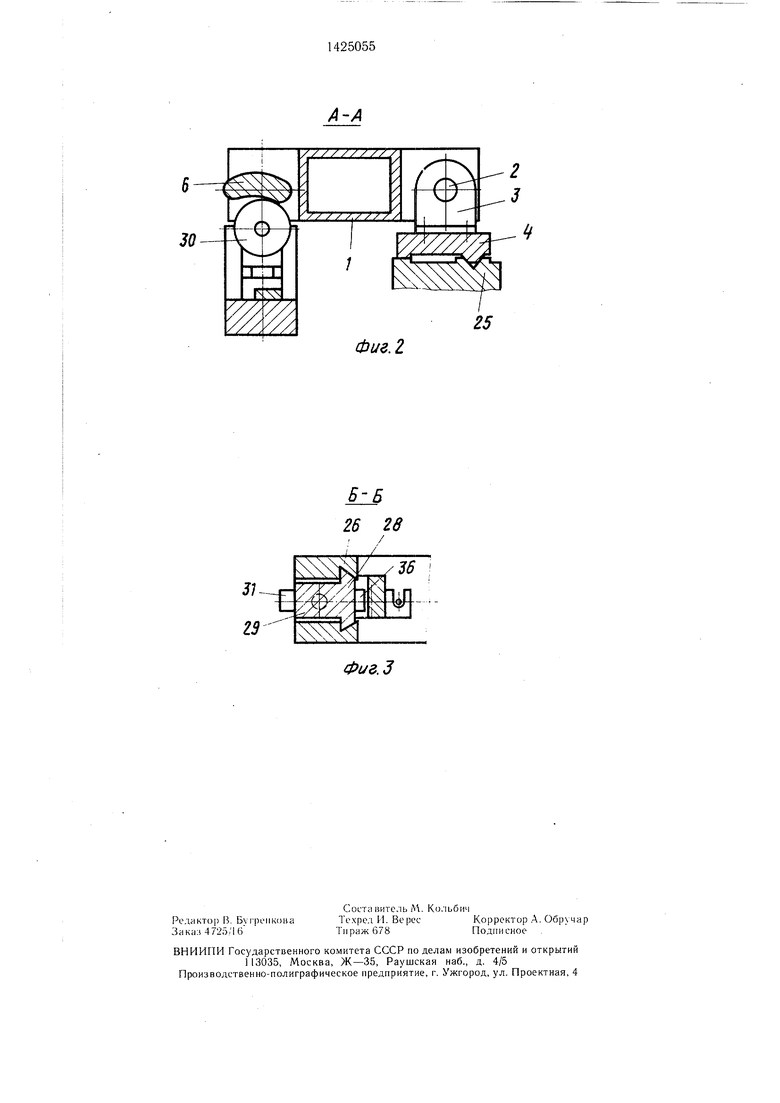
На фиг. 1 представлено предлагаемое iycTpoftcTBO для осуш.ествления способа; на 1фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - |разрез Б-Б на фиг. 1.
I Устройство состоит из корпуса 1, установленного подвижно на оси 2 с помош.ью кронштейнов 3, закрепленных на столе 4. Стол совершает в процессе изготовления копира поступательные перемешения. В корпусе 1 установлена цилиндрическая оправка 5 и
С целью обеспечения правильного формообразования доводимого участка по уже доведенному, оси копира, шлифовального круга и дополнительного ролика параллельны и находятся в одной вертикальной плос- кости, причем круг и ролик имеют общую ось вращения. Это позволяет легко компенсировать погрешности износа инструмента путем соответствующего изменения диаметра ролика. Для фиксирования соосности в при- 10 ставке имеется упор 36, не позволяющий смещать ось ролика ниже оси щлифоваль- ного круга.
По предлагаемому способу изготовление цилиндрических копиров с лекальным профилем осуществляется следующим образом.
Заготовку цельного переустанавливаемого копира предварительно фрезеруют по программе на станке с ЧПУ, после чего устанавливают ее в устройство на место оправки 5. На конусе 9 и конусе задней бабки 10
15
JcoocHo с ней приспособление для обрабаты- 20 устанавливают эталонную лопатку, при этом
ваемого копира 6. Оправка 5 установлена на конусах пинолей 7 и 8, а копир 6 - на конусе 9 центра и конусе центра задней бабки К). Пиноль 7 подвижно в осевом направлении установлена в гильзе 11, а пиноль
копирующую приставку либо разворачивают вокруг оси 27 так, чтобы она не мешала работе станка в обычном режиме шлифования лопаток, либо снимают. Производят ручную доводку профиля копира на кольцевом участ8 - 13 гильзе 12, центр 9 установлен в гиль- 25 ке длиной F, определяемой в зависимости от
зе 12 неподвижно. Оправка 5 жестко фиксируется на конусах пинолей 7 и 8 стяжкой 13 и прижата к торцу гильзы 12 винтом 14, проходящим внутри стяжки и ввернутым в центр 9. Оправка 5 и копир 6 получают вра- п,ение от привода 15, а кинематическую сЕшзь осуществляют пальцы 16-18. Устройство включает также механизм 19 врезания с копировальным (опорным) роликом 20, закрепленным с возможностью вращения на ползуне 21, консольно установленный шли30
расстояния . роликом 30 и кругом 23 и их ширины.
Затем заготовку копира с доведенным кольцевым участком, эталонную лопатку и устройство для ее закрепления снимают, на место лопатки устанавливают заготовку копира, а на место копира - цилиндрическую оправку 5, предназначенную для передачи вращения заготовке копира от привода 15. Копирующую приставку закрепляют на станке в рабоче.м положении. При даль фовальный шпиндель 22 с кругом 23 и приво- нейщей обработке возможны две ситуации.
дом вращения. Шпиндель 22 установлен в корпусе 24, который, как стол 4 и механизм 19 врезания, смонтирован на основании 25. На корпусе 24 (или на отдельном кронштейне)
В первом случае припуск на копире, подлежащий съему, невелик и может быть удален за один проход алмазного шлифовального круга. Во втором - необходимо неустановлена копирующая приставка 26, она 40 сколько проходов. Рассмотрим первый слу- установлена с возможностью поворота на оси 27. В приставке 26 подвижно в вертикальном направлении, например, на направляющих 28 типа «ласточкин хвост установлен ползун 29, в котором с возможностью
вращения относительно горизонтальной оси не касаясь их. Корпус смонтирован консольно дополнительный копировальный ролик 30, обращенный своим торцом к торцу щлифовального круга 23. Средством перемещения ползуна с роликом
чаи.
Продольным перемещением стола 4 добиваются положения, при котором доведенный участок I располагается нал. шлифовальным кругом и дополнительным роликом,
1 при этом опирается цилиндрической оправкой 5 на поднятый вверх опорный ролик 20. Устанавливают дополнительный ролик 30 соосно шлифовальному кругу 23, для чего с помощью винта 32
служит, например, клин 31 с винтом 32. В ра- опускают ползун 29 вниз до контактирования
бочем положении приставка 26 устанавливается и крепится фиксатором 33, болтом 34 и гайкой 35. Возможность поворота приставки на оси 27 позволяет, при необходимости, производить смену дополнительс упором 3(3. Включают вращение нижнде- ля со шлифовальным кругом 23 и, опуская вниз опорный ролик 20, опирают обработанный участок I копира 6 на дополнительный ролик 30. Так как этот ролик и шлифоного ролика и шлифовального круга, так как 55 вальныи круг соосны и имеют одинаковые
диаметры, то будет контактировать с копиром на участке t и алмазный шлифовальный круг 23. С помощью привода 15 приводят во вращение копир 6, контролируя, чтобы
расстояние между роликом, и кругом желательно получать минимальным - с целью сокращения длины участка копира., доводимого вручную.
С целью обеспечения правильного формообразования доводимого участка по уже доведенному, оси копира, шлифовального круга и дополнительного ролика параллельны и находятся в одной вертикальной плос- кости, причем круг и ролик имеют общую ось вращения. Это позволяет легко компенсировать погрешности износа инструмента путем соответствующего изменения диаметра ролика. Для фиксирования соосности в при- ставке имеется упор 36, не позволяющий смещать ось ролика ниже оси щлифоваль- ного круга.
По предлагаемому способу изготовление цилиндрических копиров с лекальным профилем осуществляется следующим образом.
Заготовку цельного переустанавливаемого копира предварительно фрезеруют по программе на станке с ЧПУ, после чего устанавливают ее в устройство на место оправки 5. На конусе 9 и конусе задней бабки 10
устанавливают эталонную лопатку, при этом
копирующую приставку либо разворачивают вокруг оси 27 так, чтобы она не мешала работе станка в обычном режиме шлифования лопаток, либо снимают. Производят ручную доводку профиля копира на кольцевом участке длиной F, определяемой в зависимости от
25 ке длиной F, определяемой в зависимости от
30
расстояния . роликом 30 и кругом 23 и их ширины.
Затем заготовку копира с доведенным кольцевым участком, эталонную лопатку и устройство для ее закрепления снимают, на место лопатки устанавливают заготовку копира, а на место копира - цилиндрическую оправку 5, предназначенную для передачи вращения заготовке копира от привода 15. Копирующую приставку закрепляют на станке в рабоче.м положении. При даль нейщей обработке возможны две ситуации.
нейщей обработке возможны две ситуации.
В первом случае припуск на копире, подлежащий съему, невелик и может быть удален за один проход алмазного шлифовального круга. Во втором - необходимо не сколько проходов. Рассмотрим первый слу-
не касаясь их. Корпус
чаи.
Продольным перемещением стола 4 добиваются положения, при котором доведенный участок I располагается нал. шлифовальным кругом и дополнительным роликом,
1 при этом опирается цилиндрической оправкой 5 на поднятый вверх опорный ролик 20. Устанавливают дополнительный ролик 30 соосно шлифовальному кругу 23, для чего с помощью винта 32
опускают ползун 29 вниз до контактирования
с упором 3(3. Включают вращение нижнде- ля со шлифовальным кругом 23 и, опуская вниз опорный ролик 20, опирают обработанный участок I копира 6 на дополнительный ролик 30. Так как этот ролик и шлифовальныи круг соосны и имеют одинаковые
диаметры, то будет контактировать с копиром на участке t и алмазный шлифовальный круг 23. С помощью привода 15 приводят во вращение копир 6, контролируя, чтобы
при полном обороте опорный ролик 20 не контактировал с цилиндрической оправкой 5. В противном случае ролик 20 нужно опустить ниже и, наконец, включают медленное перемещение стола 4, а следовательно, и обрабатываемого копира справа налево. Перемещение стола за время полного оборота копира должно быть меньше ширины шлифовального круга. Дальнейший процесс доводки профиля цилиндрического копира проремещают стол с копиром так. чтобы po.iiih 30 и круг 23 разместились на этом чистке (их положение должно быть соосмым) и продолжают обработку копира на всей ocTiui- шейся длине по первому способу. Таких комбинаций делают столько, сколько неопхол; - мо для получения полного профиля копира (по всей длине) с соответствии с профи.мом крайнего (левого) участка, доведенного но эталонной лопатке на первом этапе обратекает автоматически. Шлифовальный круг, Ю ботки. врезаясь в металл, в точности воспроизво-При большом съеме металла при доводке
дит профиль копира под дополнительным ро-копира алмазный круг 23 может уменьшить
свой диаметр вследствие износа. Поэтому после завершения поэтапной обработки коликом 30. В результате продольного перемещения стола 4 ролик 30 перемещается на
скопированную шлифовальным кругом по- . пира необходимо перед последним проходом верхность, а круг начинает обрабатыватьточно замерить диаметр круга и, заменив
ролик 30 или круг (они должны быть ОДНОГ
диаметра), произвести чистовое выхаживановые участки копира, и т. д., до тех пор, пока не будет обработан весь копир.
Во втором случае, когда снимаемый на копире припуск не может быть удален за один проход, схему обработки несколько из- 20 меняют. Для этого дополнительный ролик 30 поднимают вверх до положения, при котором величина рассогласования осей ролика и шлифовального круга превышает величину подлежащего удалению припуска. Как и в
ние копира в автоматическом режиме, рассмотренном для первого случая.
Формула изобретения
1. Способ изготовления цилиндрических копиров с лекальным профилем, при котором поверхность копира обрабатывают предвапредыдущем случае, участок копира Е уста- рительно на станке с ЧПУ, а затем обрабатывают окончательно с использованием доводки по эталону, отличающийся тем, что, с целью снижения трудоемкости н повышения точности изготовления, осуществляют
навливают над роликом 30 и шлифовальным кругом 23 без контактирования. Включают вращение шпинделя и поворот копира и опусканием опорного ролика 20 приводят во взаимодействие доведенный участок 30 Доводку по эталону кольцевого участка по- копира и дополнительный ролик 30. Пере-верхности копира, а остальную поверхность
мешая вручную стол 4 справа налево, доби-окончательно обрабатывают по копиру шлифовальным кругом, которому сообщают относительное перемещение вдоль обрабатываемой поверхности, при этом в качестве копира сначала используют доведенный кольцевой участок поверхности, а затем по мере перемещения шлифовального круга обрабоваются положения, при котором правый торец шлифовального круга выходит за пределы участка I на величину, меньшую или равную ширине круга. В этом положении ос производят постепенное опускание дополнительного ролика 30 вниз, сопровождаемое
ремещают стол с копиром так. чтобы po.iiih 30 и круг 23 разместились на этом чистке (их положение должно быть соосмым) и продолжают обработку копира на всей ocTiui- шейся длине по первому способу. Таких комбинаций делают столько, сколько неопхол; - мо для получения полного профиля копира (по всей длине) с соответствии с профи.мом крайнего (левого) участка, доведенного но эталонной лопатке на первом этапе обрание копира в автоматическом режиме, рассмотренном для первого случая.
Формула изобретения
1. Способ изготовления цилиндрических копиров с лекальным профилем, при котором поверхность копира обрабатывают предва рительно на станке с ЧПУ, а затем обрабатывают окончательно с использованием доводки по эталону, отличающийся тем, что, с целью снижения трудоемкости н повышения точности изготовления, осуществляют
Доводку по эталону кольцевого участка по- верхности копира, а остальную поверхность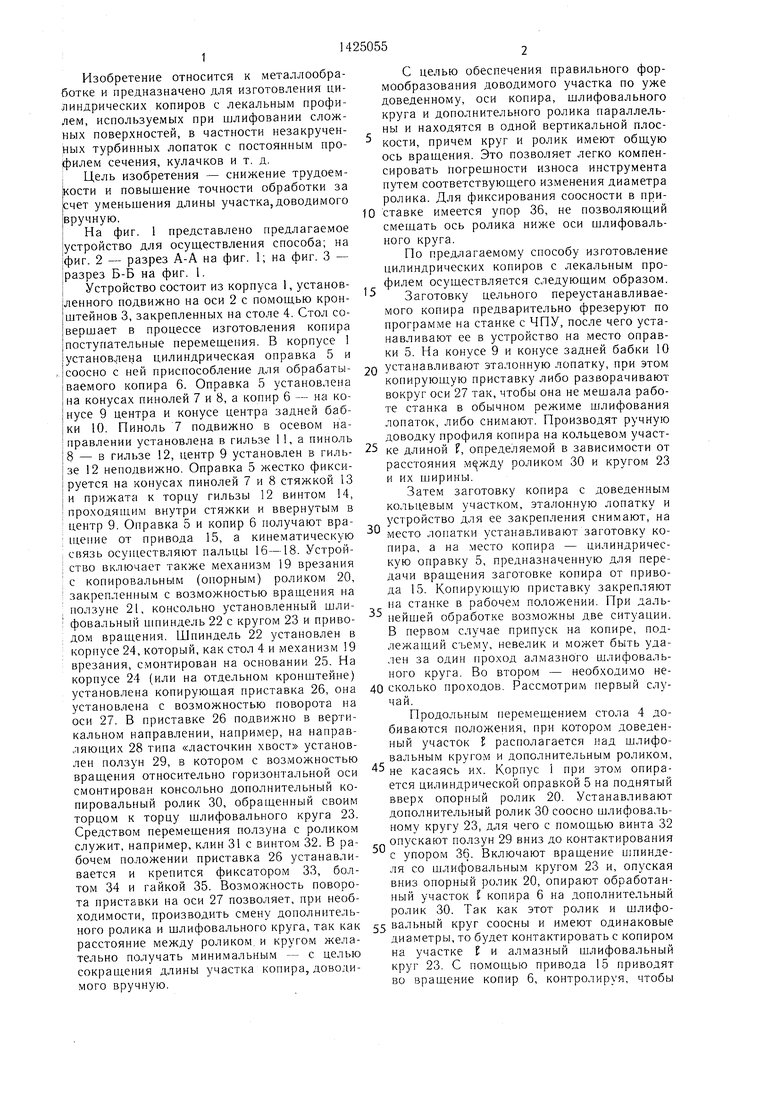

| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Устройство для обработки лопаток | 1981 |
|
SU1000244A1 |
| Устройство для обработки кулачков | 1985 |
|
SU1296316A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КУЛАЧКОВОГО ВАЛА ПРИ РЕМОНТЕ | 1995 |
|
RU2078671C1 |
| СПЕЦИАЛЬНЫЙ СТАНОК С ЧПУ | 2011 |
|
RU2463149C1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Копировально-шлифовальное устройство | 1986 |
|
SU1414582A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
Изобретение относится к металлообработке и предназначено для изготовления цилиндрических копиров с лекальным профилем, используемых при шлифовании сложных поверхностей, в частности незакрученных турбинных лопаток с постоянным профилем сечения, кулачков и т. д. Цель изобретения - снижение трудоемкости и повышение точности обработки за счет уменьшения длины участка, доводимого вручную. Копир 6 предварительно обрабатывают на станке с 15 // 6 7 20 1 5 8 7 }2 / / / I ФигЛ ЧПУ. Затем его устанавливают в устройство на конусные пиноли 7 и 8. В центр 9 и центр задней бабки 10 устанавливают эталонную лопатку, по которой осуществляют ручную заводку кольцевого участка поверхности копира 6 на длину Г Затем в конусные пиноли 7 и 8 устанавливают оправку 5, взаимодействующую с копировальным роликом 20. На основании устройства установлен корпус 22 с консольно закрепленным шлифовальным кругом 23. На основании установлена приставка, в которой в ползуне 29, перемешающемся вертикально, размещен дополнительный копировальный ролик 30. Диаметр ролика 30 равен диаметру шлифовального круга 23. Торцы шлифовального круга 23 и ролика 30 обращены друг к другу. Оси приспособления для закрепления копира, оси ролика 30 и круга 23 параллельны и лежат в вертикальной плоскости. При перемещении копира ролик 30 копирует кольцевой участок, а шлифовальный круг 23 обрабатывает следую- ший участок поверхности. При дальнейшем перемещении копируется участок, обработанный шлифовальным кругом и т. д. 2 с. п. ф-лы, 3 ил. fff (О (Л to 01 о ел СП гч 1
съемом припуска на участке, примыкающем ктанную им поверхность,
уже доведенному. В крайнем нижнем положе-2. Устройство для изготовления цилинднии ролика 30, когда ползун 29 опуститсярических копиров с лекальным профилем,
на упор 36, оси ролика и шлифовального 40 включающее соосно установленные приспо- круга совпадают, и находящийся под щли- фовальным кругом участок копира воспроизводит участок, расположенный под роликом 30. Затем снова поднимают ролик 30,
смещают стол 4 вправо на величину, не пресобления для закрепления эталона и обрабатываемого копира, копировальный ролик и установленный на основании корпус с кон- сольно закрепленным в нем щлифовальным кругом, отличающееся тем, что, с целью снивышающую щирину алмазного круга 23, и жения трудоемкости и повышения точности обрабатывают прилегающий участок и т.д., до полной обработки копира.
Второй случай доводки копира, т. е. когда припуск на копире больщой, схема его обработки может быть комбинированной - копировальным роликом, диаметр которого (выгодно при больщой длине копиров) -равен диаметру шлифовального круга, при
этом торцовые поверхности дополнительного ролика и шлифовального круга обращены
изготовления, устройство снабжено установленной на основании приставкой с закрепленным в ней консольно с возможностью вертикального перемещения дополнительным
объединяюшей второй и первый описанные способы. Вначале рядом с доведенным участком f копира по второму способу обрабатывают еще один участок такой же длины Р, но
одна к другой, а оси приспособления для закрепления копира, дополнительного ролине на всю глубину, а на величину съема, до- 55 ка и шлифовального круга параллельны и
пускаемую шлифовальным кругом. Затем перасположены в одной плоскости.
включающее соосно установленные приспо-
собления для закрепления эталона и обрабатываемого копира, копировальный ролик и установленный на основании корпус с кон- сольно закрепленным в нем щлифовальным кругом, отличающееся тем, что, с целью снижения трудоемкости и повышения точности
жения трудоемкости и повышения точности
копировальным роликом, диаметр которого равен диаметру шлифовального круга, при
изготовления, устройство снабжено установленной на основании приставкой с закрепленным в ней консольно с возможностью вертикального перемещения дополнительным
одна к другой, а оси приспособления для закрепления копира, дополнительного ролирасположены в одной плоскости.
Фиг.З
25
Фие.2
| Идзон М | |||
| Ф | |||
| Механическая обработка лопаток газотурбинных двигателей, Оборон- гиз, 1963, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
