1
Изобретение относится к гидроабразивной обработке деталей , в частности для очистки проката от окалины, продуктов коррозии.
Известна установка для гидроабразивной обработки деталей, содержащая несколько рабочих камер и конвейер, перемещающий обрабатываемые детали с одной позиции на другую lilj
Недостаток известной установки состоит в потере абразива в камере промывки при перемещении деталей из камеры гидроабразивной обработки в последнюю, что ведет к снижению качества обработки.
Цель изобретения - повышение производительности путем возврата абразива из промывочной камеры в камеру гидроабразивной обработки.
Поставленная цель достигается тем, что промывочная камера снабжена сетчатой перемычкой со сбрасывателем и установленным параллельно над ней скребковым транспортером.
соединяющим камеру промывки с камерой обработки, при этом перемычка выполнена гидрированной и имеет на дне повторяющие форму гофр желоба из сплошного материала, а сбрасыватель наклонен над углом к плоскости перемычки в сторону камеры гидроабразивной обработки, причем скребки транспортера вьшолнены по форме впадин гофр перемычки.
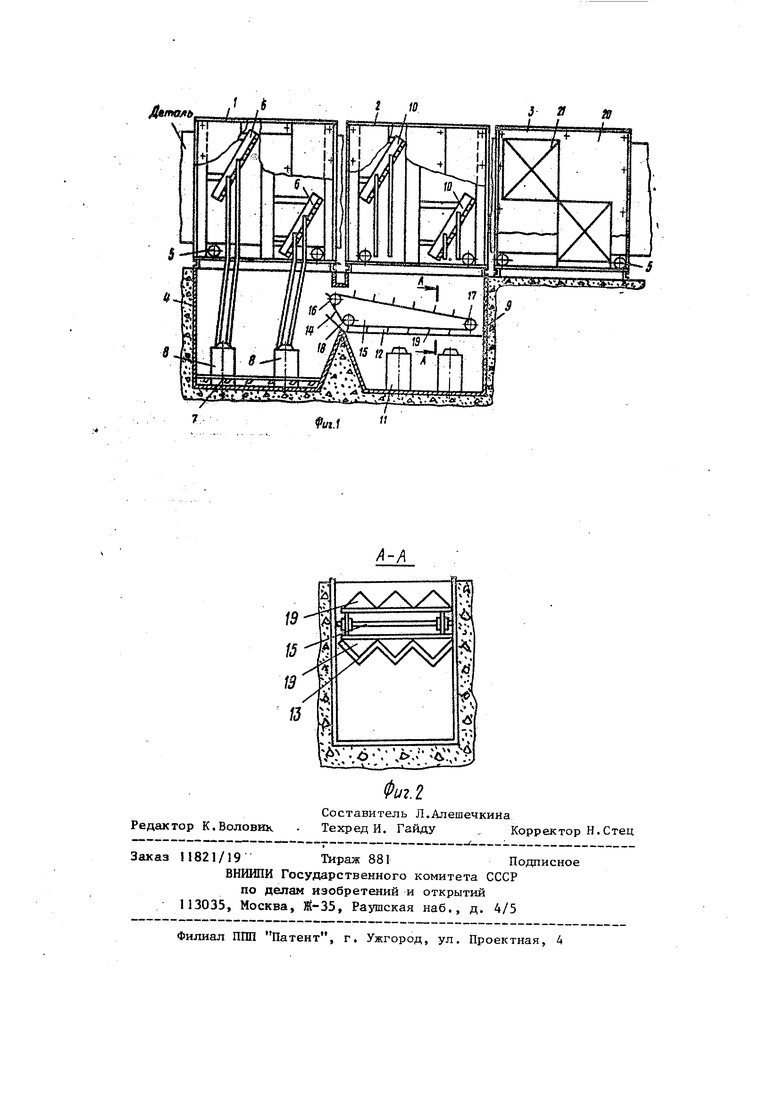
На фиг. 1 изображена установка, общ11й вид; на фиг. 2 - разрез А-А на фиг. i.
Установка состоит из секции 1 очистки, секции 2 .1вки и секции 3 сушки.
Секция обработки имеет камеру 4, рольганг 5 для транспортировки обрабатываемых деталей, струйные аппараты 6. Нижняя часть камеры 4 служит емкостью для содержания рабочей суспензии. На дне камеры 4 для поддержания абрази.ва во взвешенном состоянии уложен барботер 7. Для пода3чн суспензии в струйные аппараты 6 установлены насосы 8. К секции 1 обработки примыкает секция 2 промыв ки, состоящая из камеры 9,- через которую проходит рольганг 5 из секции обработки, струйных аппаратов 10, насосов П. Камера 9 секции 2 промывки разделена сетчатой гофрированной перемычкой 12, Еереашчка вьшолнена гофрированной с целью уве личения ее полезной площада. На дне гофр уложены повторяющие их форму желоба 13 из сплошного материала для локализации улавливаемого сетча той перемычкой абразива, К перемьмке примыкает гофрированнтда сбрасыватель 14, по которому производится сброс осажденного абразива в камеру обработки. В камере 9 установлен скребковый транспортер 15, состоящ из ведущей звездочки 16, ведомой звездочки 17, натяжной звездочки 18 и скребков 19, причем скребки выполнены по форме впадин го(|5р перемычки 12, Транспортер 5 установлен таким образом, что он соединяет секцию 2 с секцией 1 обработки, К секции Z промывки примыкает секция 3 сушки, состоящая из камеры 20 и калориферов 21. Нижняя часть кш-1еры 9 заполняется чистой водой. Установка работает следующим образом. Дня подготовки рабочей суспензии произво,дят подачу сжатого воздуха в барботер 7, после чего включаются насоса. 8, подающие суспензию в струйные аппараты 6, затем приводит ся в действие рольганг 5, посредством которого подают обрабатываемую деталь. После входа обрабатываемой детали в зону действия струйных аппаратов 6 она обрабатывается в заданном режиме. В результате соуда рения абразивных частиц с заготовкой многие абразивные зерна внедря ются в поверхность заготовки, многие зерна в результате адгезии и большой плотности суспензии прилипают к обрабатываемой поверхности заготовки. В результате этого вред ного явления почти вся обрабатывае мая поверхность переносит на себя абразивные частицы, причем если ве дется обработка широких и дпиннык листов, т.е. имеется большая площа обработки поверхности, количество таких частиц чрезвычайно велико. 4 что приводит к резкому уменьше шю концентрации абразив1-1ых частиц в суспензии, так как они выносятся из камеры 4 обработки вместе с обрабатываемой заготовкой. Из секции 1 обработки обрабатываемая заготовка перемещается рольгангом 5 в секцию 2 промывки, в которой уже включены насосы 11, ,подающие воду в струйные аппараты 10. Обрабатываемая заготов ка под действием стругжых аппаратов 10 промывается, после чего все абразивные частицы смываются с повергс пости заготовки и стекают вместе с водой на гофрированиук) сетчатую перемычку 12, Промывочная вода проходит через перемлчку 12 в нижнюю часть камеры 9, а абразивные частицы, задерживаются на сетке перемычки 12 и накапливаются во впадинах жело бов 13, имеюцц-ix форму треугольников. После этого включают. привод-Дде nasr казан) ведущей звездочки 16 транспортера 15. Скребки 19, двигаясь по впадинам треугольных желобов 13 соскребают локализованные и уплотненные абразивные частицы, тем самым очищая сетчатую перемычку уносят абразив из секции 2 промывкив секцию 1 обработки через сбрасыватель 14. В транспортере 15 рабочей . является нижняя ветвь. В результате того, что сбрасыватель 14 транспортера 15 заходит в секцию 1 обработки, скребки 19 сбрасывают перемещаемый абразив в емкость для содержания суспензии камеры 4 секции 1 обработки. В результате этого уносимый из секции 1 обработки материал снова возвращается и участвует в обработке, что позволяет постоянно поддерживать заданную концентрацию абразива в рабочей суспензии и обеспечить постоянную производительность установки и качества обработки заготовок. Если не производить возврата абра- зивных частиц из секции 2 цромывки в секцию 1 обработки, наблюдаются , следующие недостатки работы установки: уменьшение абразива в рабочей суспензии и накопление его в промывочьой воде, в результате чего снижается производительность обработки и теряется смысл операции промывки. Промытый лист из секции 2 промывки поступает в секцию 3 сушки, где сушится (Подогретый сжатым воздухом ,с помощью калориферов 21.
Применение предлагаемой установки позволяет увеличить производительность гидродробеструйной обработки, повысить качество за счет поддержания постояшюго состава рабочей суспензии.
Формула изобретения
Установка для гидроабразивной обработки деталей, содержащая несколько рабочих камер, включавщих камеры гидроабразивной oQ a6oTiai и промывки деталей и конвейер, перемещающий обрабатываемые детали с одной позиции на другую, отличающаяся тем, что, с целью повышения производительности путем возврата абразива из проьшвочной
камеры в камеру гид15оабразивной обработки, промывочная камера снабжена сетчатой перемычкой со сбрасывателем и установленным параллельно над ней скребковым транспортером, соединяющим камеру промывки с каме-. рой обработкиj при этом перемычка «ьбюянена- -го ч ированной № еет-на дне повторяюще форму гофр желоба, из сплошного материала, а сбрасыватель наклонен под углом к плоскости вepe lalIчки в сторону камеры тидроабразивной обработки, причем скребки транспортера вьшолнены по форме ;впадин гофр перемычки.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР 20 134583, кл. В 24 С 3/12, 1960. - . г 10. 3 21 ig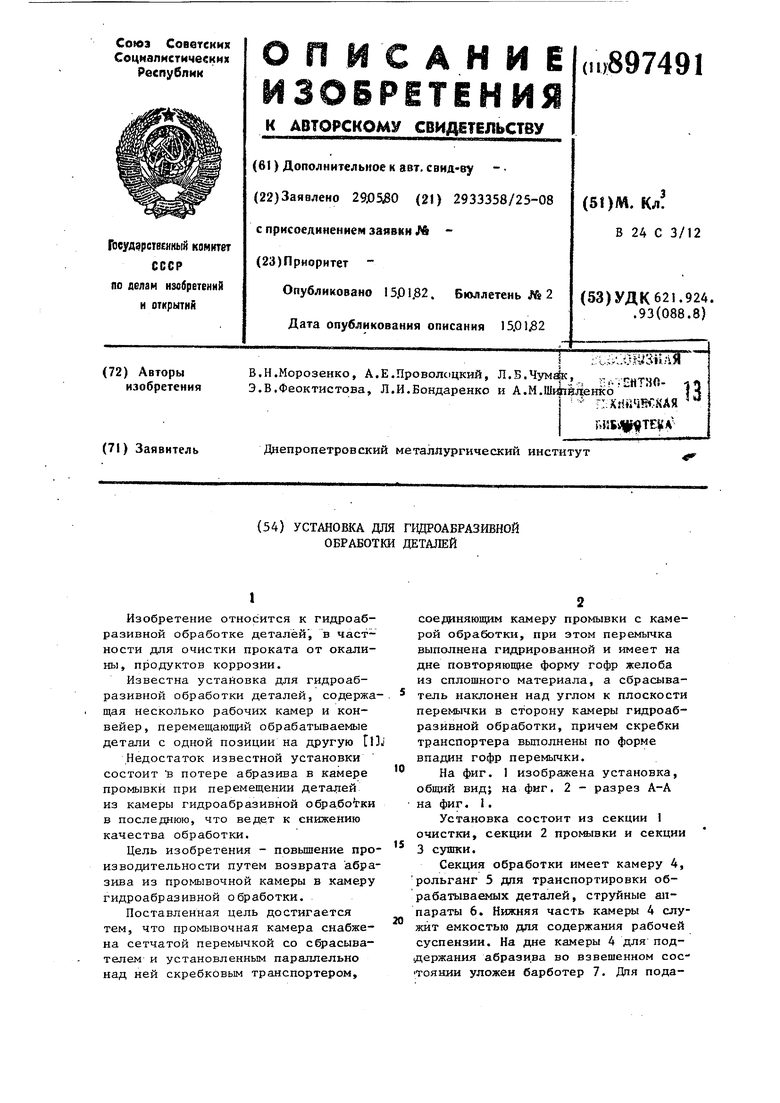
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для струйной обработки пластин | 1978 |
|
SU828263A1 |
| Устройство для гидроабразивной обра-бОТКи дЕТАлЕй | 1978 |
|
SU831597A1 |
| Способ обработки деталей | 1986 |
|
SU1653921A1 |
| Устройство для гидроабразивной обработки деталей | 1977 |
|
SU740485A1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
| УСТАНОВКА ДЛЯ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ, ФОРСУНКА ДЛЯ НЕЕ (ВАРИАНТЫ), СПОСОБ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И СОСТАВ ДЛЯ НЕЕ | 2010 |
|
RU2450906C2 |
| Струйный аппарат для гидроабразивной обработки | 1986 |
|
SU1450990A2 |
| Струйный аппарат для гидроабразивной обработки деталей | 1986 |
|
SU1351764A1 |
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167757C2 |
| Установка для центробежной обработки изделий | 1984 |
|
SU1217635A2 |