Изобретение относится к оборудованию для получения изделий вспениванием из монолитной заготовки, например издел из пенополикарбояата, и может быть испольэзовано в различных отраслях промыш ленности. Известна форма для изготовления изделий из полимерных материалов, содержащая матрицу, верхний пуансон, нескол ко нижних пуансонов, концентрично расположенных друг относительно друга, и привод, обеспечивающий перемещениэ набора пуансонов 1 . Недостатком этой формы является сложность конструкции привода, обеспеЧ1тающего движение пуансонов и их взаи ное располол ение. Наиболее близкой к предложенной по технической сущности и достигаемому результату является форма для изготовления изделий из полимерных материалов содержащая подвижную матрицу верхний и нижний пуансоны, состоящий каждый ИЗ центрального пуансона и концентрично расположенных по его наружной поверхности и подвижных относительно него наружной и внутренних втулок 2. | . К недостаткам этой формы следует отнести сложность ее конструкции, обусловленную наличием силовых элементов, обеспечивающих движение подвижных втулок и матрицы. Цель изобретения - изготовление изделий сложной конфигурации из вспенивающихся материалов. Указанная цель достигается тем, что в форме для изготовления изделий из полимерных материалов, содержащей подвижную матрицу, верхний и нижний пуансоны, состоящий каждый из центрального пуансона и концентрично расположенных по его наружной поверхности и подвижных относительно него наружной и внутренних втулок, подвижная матрица снабжена установленным в верхней ее части кольцом, жестко связанным с сухарем, взаимодействующим с наружной втулкой верхнего пуансона, причем подвиясная
матрица и наружная и внутренняя втулки нижнего пуансона выполнены с выступами и соответствующими им впадинами на сопрягаемых поверхностях.
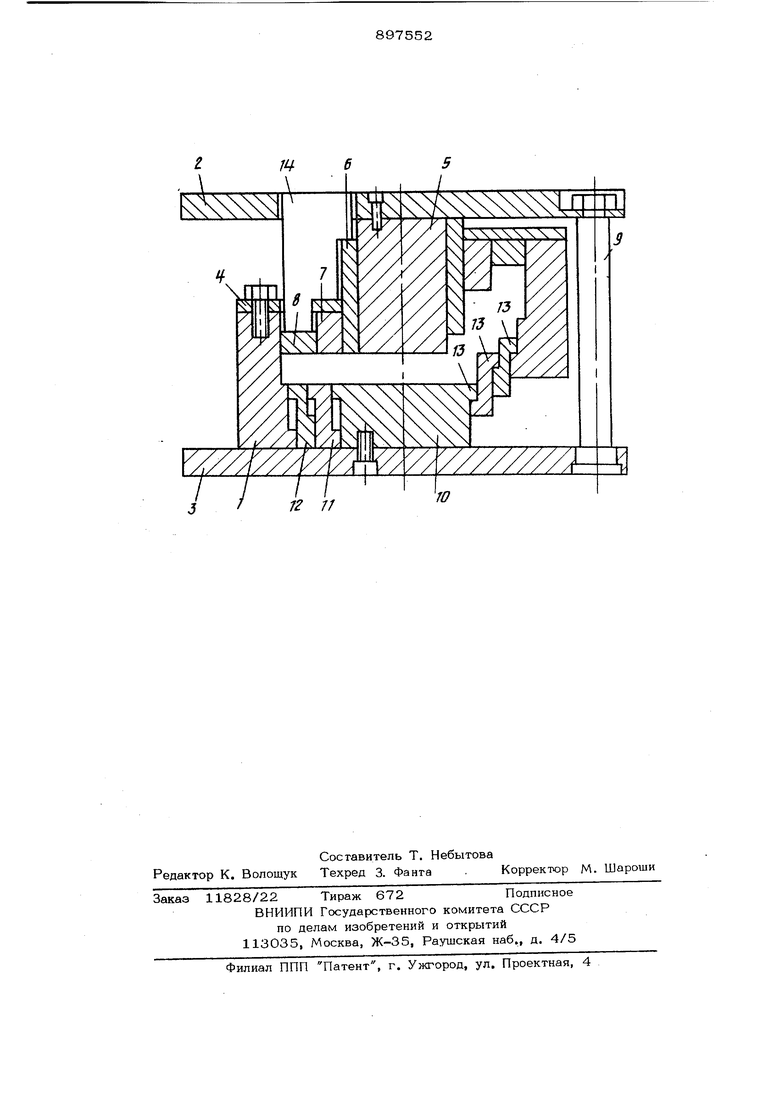
На чертеже показана форма, вид справа, рабочее положение.
Форма содержит матрицу 1, которая установлена подвижно относительно верхней 2 и нижней 3 плит пресс-формы. Кольцо 4 закреплено на матрице 1, которая связана с верхним пуансоном. Верхний пуансон состоит из центрального пуансона 5 и концентрично расположенных по его наружной поверхности и подвижных относительно него втулок 6-8. Верхний пуансон с помошью колонок 9 и нижней плиты 3 связан с нижним пуансоном. Нижний пуансон состоит из центрального пуансона 10 и расположенных по его наружной поверхности подвижных втулок 11 и 12, входящих одна в другую и выполненных с удерхшвающими выступами 13, взаимодействующими с соответствующими им впадинами на сопрягаемых поверхностях, причем выступы определяют высотные размеры вспененной заготовки. Для выдержки пресс-форм под,давлением имеется сухарь 14.
Форма работает следующим образом.
Отформированная, насыщенная инертным газом монолитная заготовка типа диска укладывается в полость пресс-формы, образованную матрицей и пуансонами Возмолшо получение такой заготовки из гранулированного материала непосредственно в данной пресс-форме при наличии хор.оших уплотнений, которые обеспечивают инертную атмосферу при прессовании. После установки заготовки закрепляется кольцо 4 и сухарь 14„ В результате нагрева и выдержки- заготовки давление в полости пресс-формы поднимается, оно воздействует на подвижные части пресс- })ормы. Соотношение площадей торпев верхнего и нижнего пуансона подобрано таким образом, что давление вспененного материала создает разность усилий, действующих на подвижные части. Площади торцев веркнего и нижнего пуансона могут быть определены из следующего соотношения Р (5, - Sa) Q-F,
где Р - давление в полости пресс-формы, 5. - площадь торца верхнего пуансона.
Saплощадь торца нижнего пуансона Q - вес подвижных частей прессформы, F - сила трения подвижных частей
пресс-формы.
Сухарь 14, втулки 6-8 поднимаются, взаимодействуя с кольцом 4, поднимают матрицу 1 и втулки 11 и 12 до тех пор пока их движение не ограничится выступами 13. После отверждения изделие извлекается из формы.
Описываемое устройство позволяет формовать изделия сложной конфигурации из вспенивающихся материалов, использу давление вспенивающегося материала для создания усилия перемещения подвижных частей формы, в связи с этим устройство не требуе привода для верхнего и нижнего пуансона, а также механизмов для регулирования установки втулок, что упрощает конструкцию формы.
Формула изобретения
Форма для изготовления изделий из полимерных материалов,содержащая подвижную матрицу,верхний и нижний пуансоны,состоящий каждый из центрального пуансона и концентрично расположенных по его наружной поверхности и подвижных относительно него наружной и внутренних втулок, отличающаяся тем, что, с целью изготовления изделий сложной конфигурации из вспенивающихся материапов, подвижная матрица снабжена установленным в верхней ее части кольцом, жестко связанным с сухарем, взаимодействующим с наружной втулкой верхго пуансона, причем подвижная матрица и наружная и внутренняя втулки нижнего пуансона выполнены с выступами и соответствующими им впадинами на сопрягаемых поверхностях.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 490686, кл. В 30 В 11/06, 1973.
2.Патент ФРГ № 1627919,
кл. В 30 В 11/О2, 1974 (прототип).
W
я
aj;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2115504C1 |
| Многогнездная пресс-форма для изготовления полимерных изделий с арматурой | 1986 |
|
SU1391916A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |