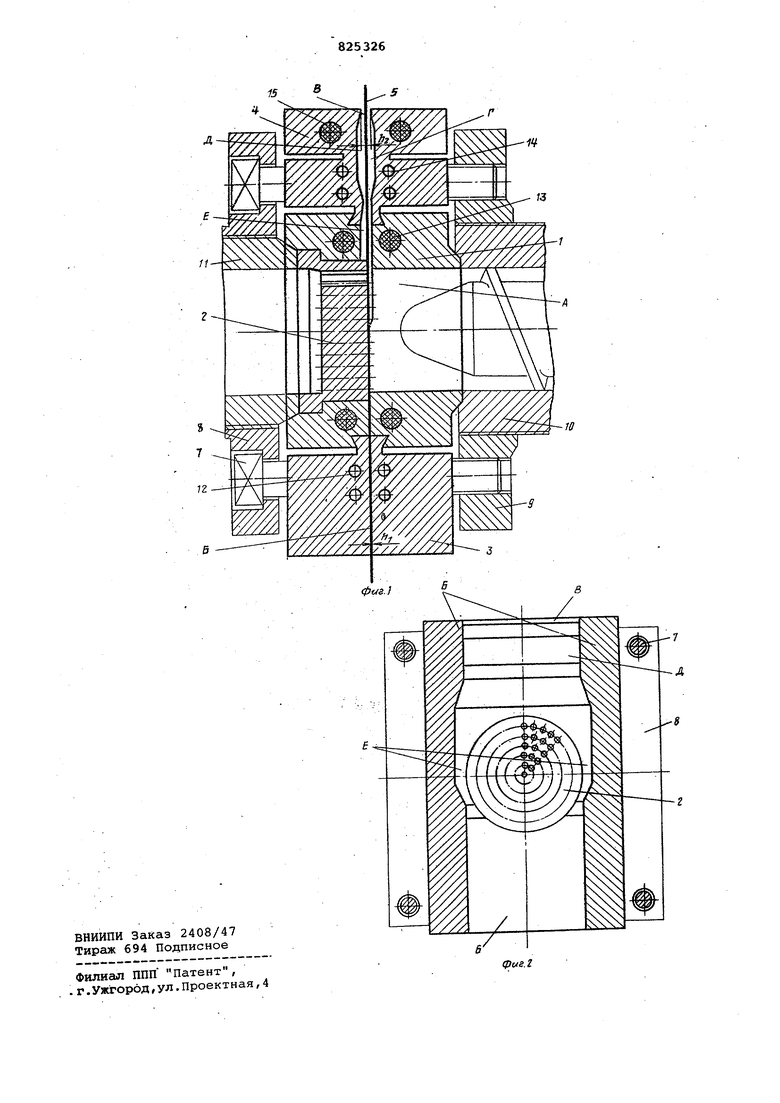
Изобретение относится к устройствам для обработки пластмасс и может быть использовано для фильтрации расплавов термопластов при их экструзии в химическом и полимерном машиностроении. Известно фильтруккцее устройство к экструдеру, содержащее центральный блок с каналом для подачи термопласта, установленную в гнезде центрального блока дросселирукядую решетку с опертой на нее фильтрующей сеткой, входной и выходной блоки с прорезями для перемещения фильтругадей сетки и выемкой в выходном блока, выполненной со стороны подачи термопласта, и элементы нагрева и охлажiДания, причем элементы нагрева выход ного блока установлены со стороны подачи расплава, по одну сторону от прорези l. Недостатком указанного фильтрующего устройства является несимметрич ная по отнесению к фильтрующей сетке форма прорези выходного блока, распо ложение его нагревательных элементов со стороны подачи расплава по одну сторонуОТ прорези, что ограничивает технологическую гибкость фильтрующег устройства, снижает качеств.о фильтрации. .Наиболее близким по технической сущности к предлагаемому является фильтрующее устройство к экструдеру, содержащее центральный блок с каналом для термопласта и дросселирующей, решеткой, фильтрующую сетку, контактиругацую с дросселирующей решеткой, входной блок с прорезью для фильтрующей- сетки, выходной блок со щелью для фильтрующей сетки, образованной выемкой, .расположенной в направлении экструзии перед фильтрующей сеткой и сообщенной с каналом для термопласта, и поднутрением, размещенным в направлении экструзии за фильтрующей сеткой, элементы нагрева и охлаждения t2l. Расположение элементов нагрева по обе стороны прорези и щели входного и выходного блоков способствует улучшению фильтрации термопласта. Недостатки известного фильтрукщего устройства обусловлень несиммет- -. ричным нагружением фильтрукяцей сетки на участке выходного блока усилиями, передаваемыми на нее со стороны расплава термопласта. Несимметричность нагружения сетки на участке выходного блока и ее прижим к стенке щели, примыкаквдей к решетке, вызывается тем, что подпитка участка щели, расположенного между сеткой и этой стенкой, расплавом термопласта, необходимая для образования двухсторонней относительно стенки пробки приохлажденного термопласта, возможна только через ячейки сетки. Фильтрующие сетки при обычно реализуелеах скоростях экструзии; имею давления порядка Десятка атмосфер, что приводит к аозниквовднию существенного усилия,действующего ни сетк в направлении экструзии на участке выходного блока, постепеннСййу вытеснению расплава из участий щелй, расположенного за сеткой, и ее прижиму к стенке шели, примыкающей к решетке Это увеличивает величину усилия, необходимого для перемещения сетки, и давление термопласта, необходимое для ее перемещения, ограничивает тех нологическую гибкость фильтругааего устройства, приводит к остановке фильтрукщей сетки при уменьшений давления или самопроизвольно прорыву расплава через щель выходного блока при повышении давления со срывом процесса экструзии, не позволяет плавно регулировать скорость перемв щения сетки или вообще исключает- воз можность непрерывного без изменения скорости экструзии,перемещения сетки что ухудшает качество и стабильность фильтрации и продукт. Цель изобретения - повышение качества фильтрации термопласта и обес печение стабильности процесса экстру зии. Указанная цель достигается тем, что в фильтрующем устройстве к экструдеру, Содержащем центральный блок каналом для термопласта и дросселирующей решеткой, фильтрующую сетку, контактирующую с дросселирующей решеткой, входной блок с прорезью для фильтрукщей сетки, выходной блок со щелью для фильтрующей сетки, образованной выемкой, расположенной в направлении зкструзии перед фильтрующей сеткой и сообщенной с каналом .для термопласта, и поднутрением, размещенным в направлении экструзии за фильтрующей сеткой, элементы нагр ва и охлаждения, в центральном блоке выполнены обводные каналы для сообщения поднутрения с каналом для термопласта. На фиг. 1 схематически изображено фильтрующее устройство к экструдеру, продольный разрез по центральной оси; на фиг. 2 - то же, поперечный разрез по прорези входного и щели выходного блоков. фильтрующее устройство к экструдеру .содержит (фиг. 1) центральный блок 1 с каналом А для термопласта и дроссвлируквдей решеткой 2, входной блок 3с 1форезью Б и выходной блок 4 со щелью в для перемещения фильтрующей сетки 5 и боковины 6. Щель В выходного блока 4 образована Bta&OKC Г, расположенной в направпении экструзии перед фильтруущвА 5 н сообщенной с каналом & и поднутрением Д, примыкающим к дроссеяирукхдей решетке 2, расположеяным за фильтрующей сетксй 5 и сообще шдм обаоДными каналш ш Е, которые шполнены в центральном Sftoке If с каяаяом А для термопласта (фиг.1 и 2). Высота ц прорези Б вхсщногоблока 3 вьшолнена меныаей высоты Нл «ОЛИ В иаходногр блока 4. Поднутреше Д выходного блока 4 вы- полнено зеркально симметричным по отн 1ению к выемке Г, Центральный блот4 1 зажат винта1да 7 через фланф 3 и 9 между щшиндаом iO экструдера и перекодникСФ 11 экструзионной гояоеки Входнсщ блок 3 имеет элементы 12 (Дёнйя, центральшай блок 1 элеиенты 13 нагрева, выходной блок 4эламеиты 14 охлаждения и элементы 15 нагрева, расположенные по обе стороны от его щели в« Фидьтрукш ве устройство работает qpeijysjmHM раэом. .работе экструдера .перёрабатываемьлй тер1 опласт подается в канал А фильтрующего устройства (фиг.1), продавливается через фильтрующую сет-i ку 5, очищаясь от посторонних включений, и через отверстия дросселируют щей решетки 2 поступает во входной канал головки. Одновременно в канале А создается избшгочнбе давление. Термопласт находится в прОрези В и щели В входного и выходного блоков 3 и 4 в приохлажденном состоянии, которое поддерживается работой элементов 12 и 14 охлаждения. Поскольку выемка Г щели выходного блока 4 сообщена непосредственно о кангшом А для термопласта {фиг.1 и 2), а поднутрение Д также сообщено с ним через обаодные каналы Е, выемка Г и поднутрение Д заполняются термопластом, который образует приохлажденную пробку , охватывающую с.обеих сторон фильтрующую сетку 5. Так как высота -Ь. щели выходного блока 4 больше высоты 4t, прорези входного блока 3, результирунш1ае усилие, действующее на сетку со стороны перерабатываемогсэ термоч пласта в направлении,перпендикулярном центральной оси фильтрующего устрой- ства, направлено от входного блока 3 к выходному блока 4 и равномерно нагружает фильтрующую сетку 5 на участке выходного блока 4. При работе элементов 15 нагрева выходного блока 4 , расположенгалх по обе стороны от его щели В, -пробка приохлажденного термопласта, охватывающая фильтрующую
сетку 5, частично размягчается и под действием результирующего усилияравномерно перемещается вместе с фильтрующей сеткой 5 без отЕялва от нее, увлекая при движении отфильтрованные частицы посторонних включений. Скорость Перемещения фильтрующей сетки 5: регулируют интенсивностью работы элементов и охлаждения входного и выходного блоков 3 и 4. Для остановки фильтрующей сетки 5 отключают элементы нагрева входного и выходного блоков, фильтрация таким образом, может осуществляться непрерывно и периодически.
Поскольку поднутрение Д выходного блока 4 сообщейо обводными каналами с каналом А для термопласта с которым сообщена также выемка Г, при работе фильтрующего устройства происходит непрерывная подпитка поднутрения Д и выемки Г термопластом и стабильное сомовосстановление приохлажденной пробки.°
Расположение выемки и поднутрения выходного блока по обе стороны фильтрующей сетки и двухстороннее расположение элементов нагрева выходного блока по отношению к его щели и фильтрукадей сетке, а также сообщение поднутрения обводными каналами с каналом течения термопласта создают условия для равномерного перемещения фильтрующей сетки, повышают качество и стабильность фильтрации, обеспечивают фильтрующему устройству технологическукг гибкость, устраняют прижим фильтруквдей сетки к стенке выходного блока, уменьшают звеличину давления, необходимого для перемещения фильтрукщей сетки, и предотвращают отрыв пробки приохлажденного термопласта от фильтрующей
сетки с самопроизвольным нару1Е1внием процесса фильтрации, прорывом термопласта наружу фильтрунядего устройства и прекращением процесса экструзии.
Внедрение фильтрующего устройства к экструдеру в промышленность обеспечивает повышение качества и стабильности фильтрации термопластов и устраняет нарушения процесса экструзии. .;
Формула изобретения
ФильтруЯхцее устройство к экстр}г ру, содержащее центральный блок с каналом для термопласта и ЯЕЮСсепврующей ранеткой, фильтрующую c&stQff контактирующую с дросрелирутедей реше кой, входной блок с 1фаре9ЫО для фильтрующей сетки, блок со щелыо для фильтрующей овткя образованной, вые1«сой, рзсполсжекво в направлении экструзии фвльт рунщей сеткой v сообщенной с каналом для термопласта, и поднутревтвм, размещеншз1м в направлении экстру: ии за фильтрущей сеткой, элементы нагрева и охлаждения о t ли ч а. тщ е е с я тем, что, с целью поаыш ния качества фильтрации термопласта и обеспечения стабильности процесса экструзии, в центральном блоке выполнены обводгале каналы для сообщения поднутрения с каналом для термопласта,
Источники информации принятые во внимание при экс{1ерт изе
1. Патент Англии 1181075, кл. Ъ 1 О .опублик.. 1970.
2. Патент СССР ft 301902, кл. В 29 В 1/12, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильтр к экструдеру | 1977 |
|
SU630088A1 |
| Фильтр к экструдеру | 1974 |
|
SU520744A1 |
| Устройство для фильтрации расплавов полимеров | 1977 |
|
SU642184A1 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| СПОСОБ ФИЛЬТРАЦИИ МАТЕРИАЛОВ | 1971 |
|
SU301902A1 |
| Устройство для регулирования про-цЕССА эКСТРузии | 1978 |
|
SU802066A1 |
| Экструзионная головка для изготовления изделий из полимерных материалов | 1979 |
|
SU874384A1 |
| Фильтрующее устройство к экструдеру | 1988 |
|
SU1646887A1 |
| Фильтр к экструдеру | 1986 |
|
SU1407828A2 |
| Плоскощелевая головка для экструзии термопластов | 1974 |
|
SU493363A1 |