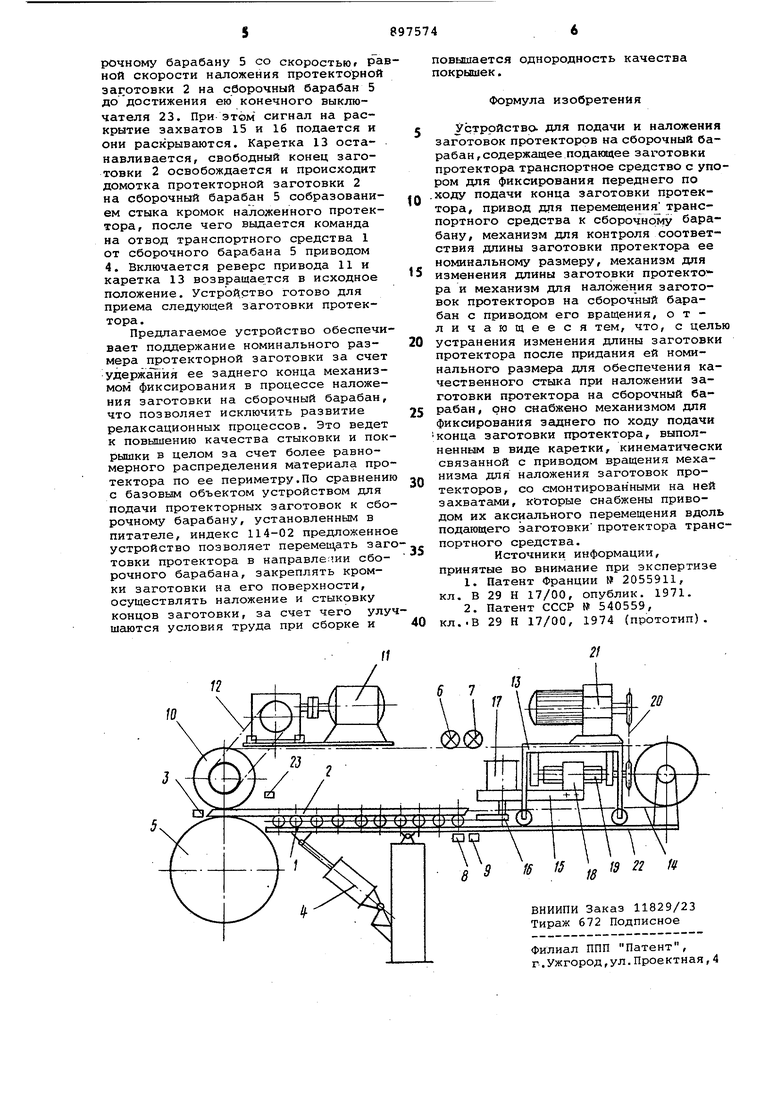
жению. качества стыка и покрышки в целом. Цель изобретения - устранение изменения длины заготовки протектора после придания ей номинального размера для обеспечения качественного стыка при наложениизаготовки протектора на сборочный барабан. Поставленная цель достигается тем, что устройство для подачи и наложения заготовок протектора на сборочный барабан, содержащее подающее заготовки протектора транспортное средство с упором для фиксирования переднего по ходу подачи конца заготовки протектора, привод для перемещения транспортного средства к.Jсборочному барабану, механизм для контроля соответствия длины заготовки протектора ее номинальному размер механизм для изменения длины заготов ки протектора и механизм для наложения заготовок протекторов на сборочный барабан с приводом его вращения снабжено механизмом для фиксирования заднего по ходу подачи конца заготов протектора,выполненным в виде каретк кинематически связанной с приводом вращения механизма для наложения заготовок протекторов, со смонтирован ными на ней захватами, которые снаб жены приводом их аксиального перемещения вдоль подающего заготовки протектора транспортного средства. На чертеже изображено предлагаемое устройство. Устройство содержит подающее транспортное средство 1 для подачи заготовок 2 протектора с упором 3 в виде конечного выключателя для фиксирования переднего по ходу пода чи конца заготовки протектора, привод 4 для перемещения транспортного среддства 1 к сборочному барабану 5, механизм для контроля соответствия длины заготовки 2 протектора ее номинальному размеру в виде источников света б и 7 и фотодиодов 8 и 9, механизм для наложения заготовок протекторов на сборочный бараба 5 в виде ролика 10 с приводом 11 ег вращения. Привод 11 связан с роликом 10 посредством цепной передачи 12. Устройство содержит механизм для изменения длины заготовки проте тора, который может быть установлен отдельно от механизма для фиксирова ния заднего по ходу подачи конца за протектора, который выполнен в виде каретки 13 ,кинематичес ки связанной посредством цепной передачи 14 с приводом.11. На каретке 13 смонтированы захваты 15 и 16. За ват 16 связан со силового ци линдра 17, а захват 15 жестко связа с гайкой 18, которая установлена на ходовом винте 19.Последний смонтиро ван на каретке 13 и кинематически связан посредством цепной передачи 20 с приводом 21 для аксиального перемещения захватов 15 и 16 вдоль транспортного средства 1. Каретка 13 перемещается по направляющим 22. Устройство оснащено конечным выключателем 23 для подачи сигнала на раскрытие захватов 15 и 16. Устройство работает следующим образом. Заготовка 2 протектора поступает на транспортное средство 1 и движется по нему до тех пор, пока ее передний по ходу подачи конец не достигнет конечного выключателя 3, который посредством, например, реле ( на чертеже не показано) включает привод 4 и таким образом передний конец заготовки 2 прижимается, роликом 10 к поверхности сборочного барабана 5. Далее производится контроль соответствия длины заготовки ее номинальному размеру. Если задний конец заготовки расположен между фотодиодами 8 и 9,т.е. на фотодиод 8 не поступает сигнал от источника света 6, а на фотодиод 9 поступает свет от источника света 7, то длина заготовки 2 соответствует номинальному размеру и поэтому изменение длины заготовки производить не следует. Если длина заготовки 2 меньше номинального размера, т.е.конец i заготовки 2 протектора не перекрывает ни один из лучей от источников света б и 7, необходимо увеличивать длину заготовки, причем изменять ее необходимо до тех пор, пока конец заготовки не перекроет луч от источника света 6. В том случае, если конец заготовки 2 протектора перекры-г. вает лучи от источников света 6 и 7, необходимо уменьшать длину заготовки, причем изменять ее до тех пор, пока луч света от источника света 7 не будет попадать на фотодиод 9. Изменение длины заготовки 2 осуществляется механизмом изменения ее длины следующим образом. Свободный конец протекторной заготовки 2 зажимается между захватами 15 и 16 с помощью силового цилиндра 17. Изменение длины заготовки 2 осуществляется .перемещением захватов 15 и 16 от привода 21 через цепную передачу 20 и передачу ходовой винт 19, гайка 18 вдоль транспортного средства 1 или в направлении к сборочному барабану 5 или от него. Величина перемещения определяется установкой расстояния между фотодиодами 8 и 9. Далее осуществляетсяналожение протекторной заготовки 2 на сборочный барабан 5 роликом 10 от привода 11, причем в этот промежуток времени перемещение каретки 13 вдоль транспортного средства 1 по направляющим 22 производится от привода 11 через цепную передачу 12, цепную передачу 14. Каретка 13 перемещается к сбо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи заготовок протекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1978 |
|
SU791552A1 |
| Способ подачи заготовок проекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1979 |
|
SU880783A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС ПОКРЫШКИ | 1982 |
|
SU1078794A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для подготовки заготовок протекторов перед их наложением на сборочный барабан | 1975 |
|
SU562075A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
