Изобретение относится к оборудованию для шинной промышленности и предназначено для автоматизированной подачи и наложения боковин протектора на каркас покрышки.
Известно устройство для наложения боковин на каркас собираемой покрышки, содержащее рольганг для подачи боковин с приводом его возвратно-поступательного перемещения относительно сборочного барабана, снабженный на конце прикаточным роликом для прикатки боковин к каркасу.
Недостатком этого устройства является то, что из-за неточного фиксирования конца заготовки на каркасе и возможного несовпадения стыков, являющегося результатом релаксационных явлений в резине, известное устройство не обеспечивает точного наложения боковин на сформованный каркас и не позволяет автоматизировать этот процесс.
Известно и другое устройство для наложения резиновых полосовых заготовок на каркас покрышки, содержащее раму, смонтированные на ней подающий заготовки механизм, опорный кронштейн, подвижную каретку с приводом ее перемещения с установленными на ней ножом и прижимом для фиксации конца заготовки на опорном кронштейне и закрепленный посредством кронштейна двуплечий рычаг, одним концом шарнирно связанный посредством оси с силовым цилиндром, установленным на раме, а другим концом соединенный с дублировочным роликом.
Однако известное устройство имеет сложную конструкции и не обеспечивает подачи конца боковины ив заданное положение на барабане, а предварительное нарезание заготовок боковин снижает точность совпадения стыков.
Вместе с тем, неподвижный упругий элемент не обеспечивает нужного качества дублирования.
Целью изобретения является повышение точности наложения резиновых заготовок на каркас.
Цель достигается тем, что устройство для наложения резиновых полосовых заготовок на каркас покрышки, содержащее раму, смонтированные на ней подающий заготовки механизм, опорный кронштейн, подвижную каретку с приводом ее перемещения с установленными на ней ножом и прижимом для фиксации конца заготовки на опорном кронштейне и закрепленный посредством кронштейна двуплечий рычаг, одним концом шарнирно связанный посредством оси с силовым цилиндром, установленным на раме, а другим концом соединенный с дублировочным роликом, снабжено жестко закрепленным на кронштейне копиром, смонтированным на оси двуплечего рычага и подпружиненным относительно него поворотным прижимом, и установленным на двуплечем рычаге подпружиненным пальцем с ребордами для взаимодействия с поворотным прижимом и копиром, а подающий заготовки механизм снабжен установленной над ним упругой пластиной с захватами, консольно закрепленной на раме с возможностью аксиального перемещения.
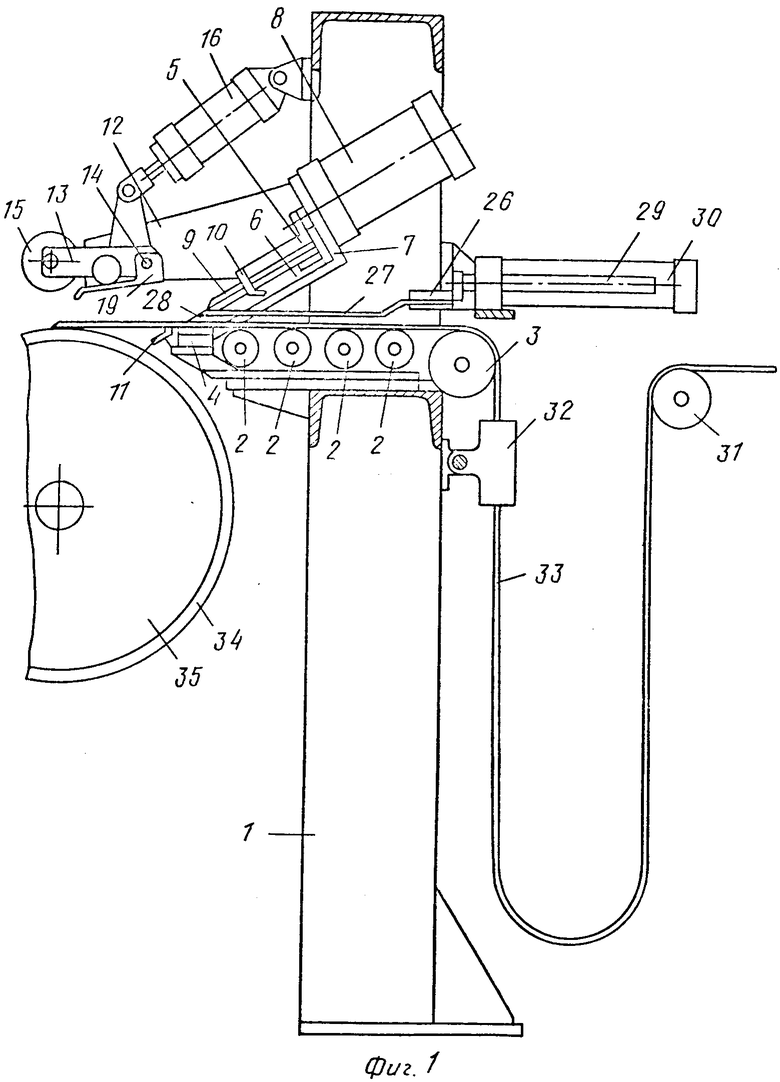
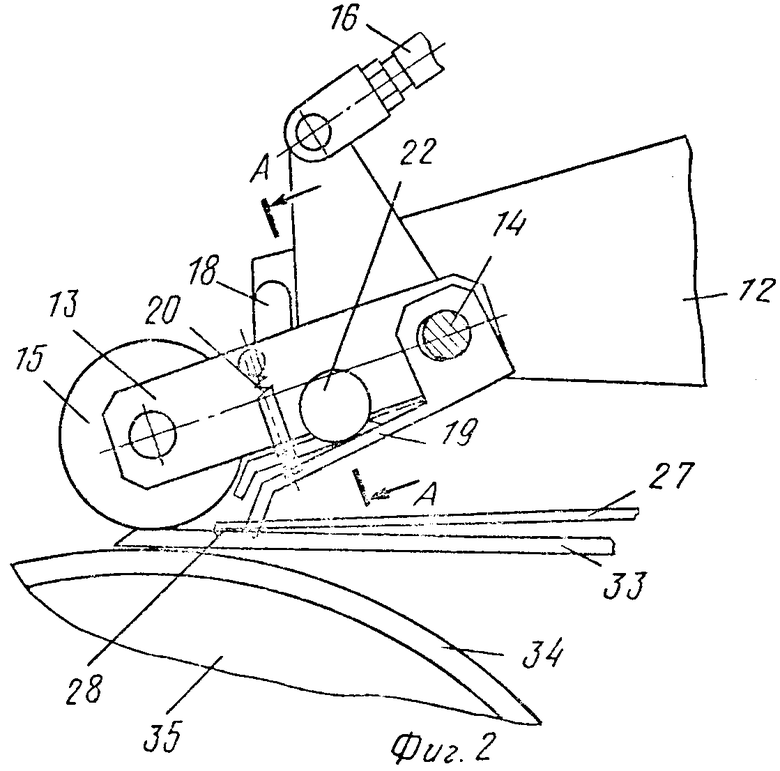
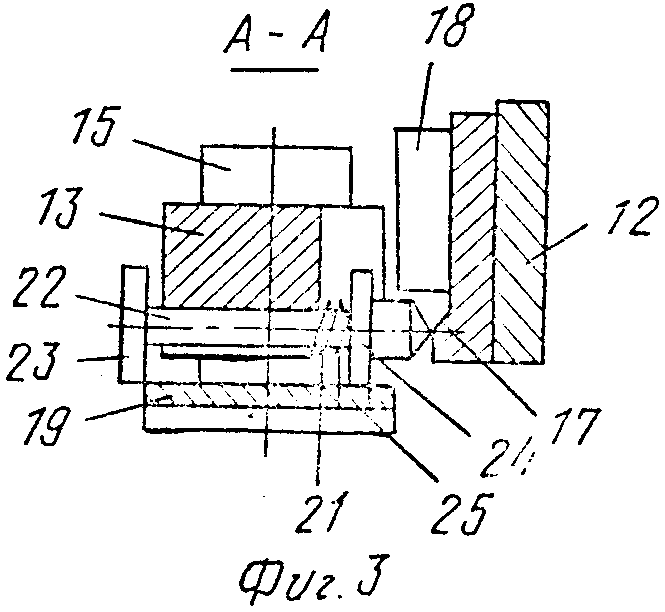
На фиг.1 изображен общий вид устройства, вид сбоку; на фиг.2 - то же в режиме наложения и прижатия материала; на фиг.3 - сечение А-А на фиг.2.
Устройство для наложения резиновых полосовых заготовок, например боковин на каркас покрышки, содержит раму 1. На раме 1 смонтированы подающий механизм в виде поддерживающих заготовки роликов 2 и направляющего ролика 3 с обгонной муфтой (не показана), опорный кронштейн 4 и подвижная каретке 5. Подвижная каретка 5 установлена на направляющих 6, закрепленных на вспомогательной опоре 7 рамы 1, и снабжена приводом 8 для ее возвратно-поступательных перемещений. На подвижной каретке 5 закреплен нож 9 для резки заготовок и прижим 10 для фиксации конца заготовки на опорном кронштейне 4 в момент реза. На опорном кронштейне 4 жестко закреплен неподвижный нож 11.
На раме 1 посредством кронштейна 12 закреплен двуплечий рычаг 13, который одним своим концом крепится посредством оси 14, а на другом своем конце несет дублировочный ролик 15. Двуплечий рычаг 13 управляется силовым цилиндром 16.
На кронштейне 12 жестко закреплены копир 17 и выступ 18, а на оси 14 смонтирован поворотный прижим 19, подпружиненный пружиной 20 относительно двуплечего рычага 13. На двуплечем рычаге 13 установлен подпружиненный пружиной 21 относительно него палец 22 с ребордами 23 и 24.
Поворотный прижим 19 имеет вырез 25.
На раме 1 в кронштейне 26 консольно смонтирована упругая пластина 27 с захватами в воде игл 28. Упругая пластина 27 установлена над поддерживающими роликами 2. Кронштейн 26 закреплен на направляющих 29 и связан со штоком силового цилиндра 30. Для подачи заготовок на поддерживающие ролики 2 предназначены приводной ролик 31 и направляющие планки 32.
Устройство работает следующим образом.
Заготовки, например боковины 33, подают с обеих сторон каркаса 34, установленного на сборочном барабане 35, из каретки или бобины (не показано) через приводной ролик 31 и направляющие планки 32 в компенсационную петлю. Из компенсационной петли боковины 33 через направляющий ролик 3 поступают на поддерживающие ролики 2.
В привод 8 подается сжатый воздух, и подвижная каретка 5 с ножом 9 и прижимом 10 перемещается по направляющим 6, производя рез боковин 33.
Одновременно прижим 10, упираясь в упругую пластину 27, изгибает ее так, что упругая пластина 27 прижимается к опорному кронштейну и накалывает конец боковины 33 на иглы 28. После возвращения подвижной каретки 5 в исходное положение упругая пластина 5 под действием упругих сил также возвращается в исходное положение и приподнимает конец боковины 33.
При этом направляющий ролик 3, снабженный обгонной муфтой, препятствует соскальзыванию конца боковины 33 в компенсационную петлю. Затем силовым цилиндром 30 перемещают кронштейн 26 по направляющим 29 так, что упругие пластин 27 с наколотыми на них концами боковин 33 перемещаются к каркасу 34, осуществляя точное фиксированное наложение на него концов боковин 33.
Силовым цилиндром 16 поворачивают двуплечий рычаг 13 на оси 14, при этом поворотный прижим 19, прижатый пружиной 20 к ребордам 23 и 24 пальца 22, прижатого в исходном положении пружиной 21 в сторону до упора реборды 23 в торец двуплечего рычага 13, взаимодействует с упругой пластиной 27, изгибая ее и обеспечивая наложение боковин 33 на каркас 34 без продольного и поперечного смещений, а дублировочный ролик 15 прижимает конец боковины 33 к каркасу 34 (фиг.2).
При повороте двуплечего рычага 13 палец 22 скользит по копиру 17 и, смещаясь, сжимает пружину 21 (фиг.3).
Профиль копира 17 и его положение на кронштейне 12 выбирают таким образом, что, когда дублировочный ролик 15 прижмет конец боковины 33 к каркасу 34, реборда 23 соскакивает с торца поворотного прижима 19, а реборда 24 заходит в вырез 25 поворотного прижима 19.
При этом поворотный прижим 19 под действием пружины 20 возвращается в исходное положение, поворачиваясь вокруг оси 14 и проходя между ребордами 23 и 24. Упругая пластина 27 также возвращается в исходное положение, оставляя боковину 33 прижатой к каркасу 34 дублировочным роликом 15.
При вращении сборочного барабана 35 боковины 33 накладываются на каркас 34, поступая из компенсационной петли по направляющему и поддерживающим роликам 3 и 2, и дублируются роликами 15.
При наложении боковин 33 соответствующей длины сборочный барабан 35 останавливают и производят рез полос ножами 9 и 11 способом, описанным выше. При дальнейшем вращении сборочного барабана 35 концы боковин 33 стыкуются роликами 15. Так как стыковка концов боковин 33 происходит сразу после реза, длина боковин не успевает измениться, что способствует точности наложения боковин и их стыковки.
После окончания дублирования и стыковки двуплечий рычаг 13 с роликом 15 возвращается силовым цилиндром 16 в исходное положение, при этом палец 22 соскакивает с копира 17 и реборда 23 упирается в торец поворотного прижима 19, последний упирается в выступ 18, а реборды 23 и 24 выходят из взаимодействия с поворотным прижимом 19, и палец 22 смещается пружиной 21 в рабочее положение.
Цикл повторяется после замены сборочного барабана с каркасом.
Автоматическая работа устройства обеспечивается блоком автоматического управления (не показан).
По сравнению с базовым объектом - устройством для наложения боковин, входящим в состав станка для сборки покрышек СПР 330 - 440, индекс 321.701, данное устройство позволяет значительно увеличить точность наложения боковин (протектора или другого резинового полосового материала) и совпадения их стыков, что позволяет улучшить качество собираемых покрышек, уменьшить их неоднородность, дисбаланс и увеличить ходимость, а также полностью автоматизировать процесс наложения боковин и за счет этого увеличить стабильность качества собираемых покрышек.
Это достигается за счет использования в подающем механизме консольной упругой пластины с захватами, которая позволяет в момент реза захватить конец боковины и точность подать его в зону наложения, а расположенный на рычаге ролика поворотный прижим с подпружиненным пальцем и копиром позволяет точность зафиксировать конец боковины вместе с упругой пластиной на каркасе, а после прижатия роликом отвести в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС | 1987 |
|
SU1455541A2 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС | 1985 |
|
SU1341881A2 |
| УСТРОЙСТВО для ПОДАЧИ РУЛОННЫХ РЕЗИНОВЫХ | 1973 |
|
SU374199A1 |
| Устройство для наложения заготовок покрышек пневматических шин | 1986 |
|
SU1331661A1 |
| Устройство для наложения заготовок боковин на сборочный барабан | 1987 |
|
SU1523391A2 |
| Устройство для наложения заготовок боковин на сборочный барабан | 1990 |
|
SU1713834A2 |
| Установка для изготовления слоев каркаса покрышек пневматических шин | 1991 |
|
SU1812130A1 |
| Устройство для наложения резиновой ленточки на каркас покрышек пневматических шин | 1972 |
|
SU612613A3 |
| Устройство для наложения заготовок боковин на сборочный барабан | 1986 |
|
SU1369916A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС ПОКРЫШКИ, содержащее раму, смонтированные на ней подающий заготовки механизм, опорный кронштейн, подвижную каретку с приводом ее перемещения с установленными на ней ножом и прижимом для фиксации конца заготовки на опорном кронштейне и закрепленный посредством кронштейна двуплечий рычаг, одним концом шарнирно связанный посредством оси с силовым цилиндром, установленным на раме, а другим концом соединенный с дублировочным роликом, отличающееся тем, что, с целью повышения точности наложения резиновых заготовок на каркас, оно снабжено жестко закрепленным на кронштейне копиром, смонтированным на оси двуплечего рычага и подпружиненным относительно него поворотным прижимом, и установленным на двуплечем рычаге подпружиненным пальцем с ребордами для взаимодействия с поворотным прижимом и копиром, а подающий заготовки механизм снабжен установленной над ним упругой пластиной с захватами, консольно закрепленной на раме с возможностью аксиального перемещения.
| Патен США N 3989565, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
