Изобретение относится к области изготовления покрышек пневматических шин и касается способа подачи заготовок протек.торов к сборочному барабану станка для сборки покрышек пневматических шин.
Известен, обеспечивающий механизкрогванное осуществление всех операций, способ подачи заготовок протекторов к сборочному барабану станка для сборки покрышек пневматических шин, включающий транспортирование заготовки подающим конвейером, остановку переднехо по ходу подачи конца заготовки в заданном положении, прижатие этого конца к сборочному барабану и последующее наложение заготовки на сборочный барабан при вращении последнего TI.
В процессе хранения заготовок протекторов происходит их усадка, поэтому пода-зд Баемые к сборочному барабану заготовки имеют различные размеры по длине, отличающиеся от заданной номинальной длины. При наложении короткой заготовки его
концы не состыковьшаются для образования браслета, а при положении длинной заготовки его концы состыкуются внахлест. Таким образом при любом отклонении длины заготовки протектора от номинального размера получается бракованная покрышка. Поэтому сборщику в этом случае приходится вручную либо вытягивать корот1 ую, либо усаживать длинную заготовку протектора.
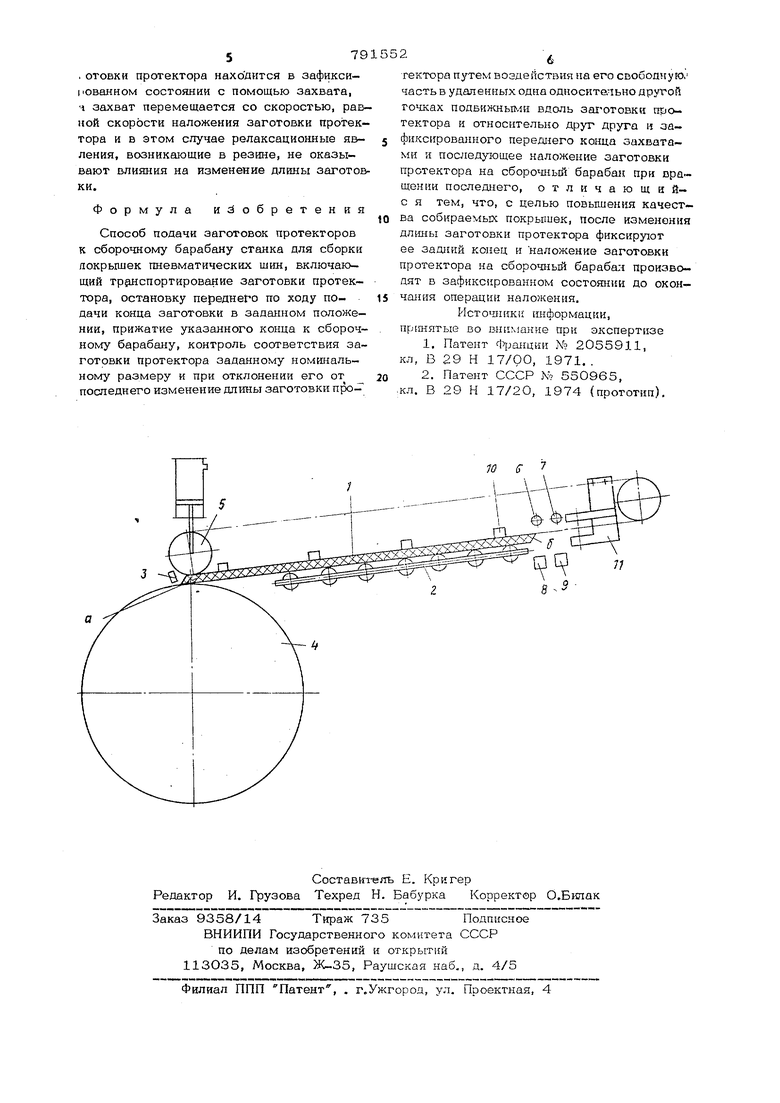
Известен и другой способ подачи заготовок протекторов к сборочному барабану станка для сборки покрышек пневматических шин, включающий транспортирование заготовки протектора, остановку переднего по ходу подачи конца заготовки в заданном положении, прижатие указанного конца к сборочному барабану, ксмтроль соответствия заготовки протектора заданному номинальному размеру и при отклемсенни его от последнего изменение длины заготовки протектора путем воздействия на его свободную часть в удаленных одна относительно другой точках подвижными вдоль заготовки п)отектора и относител1 но друг I зафиксированного аередне конца захватами, и последующее наложени заготовки протектора на сборочный бараба при вращении последнего Г23. Недостатком способа является некачес венньй стык при наложении заготовки про ,Гектора из-оа изменения длины заготовки после придания ей номинального размера. Заготовка протектора после придания ей номинальной длины освобождается от зажимов и в свободном состоянии возвра- шлется На подающий конвейер, ее номи.нальный размер за счет релаксационных явлений изменяется, в результате возмож но несовпадение стыка, что приводит к браку,. Целью предлагаемого изобретения является повышение качества собираемых покрьпиек. Цель достигается тем, что в способе подачи заготовок протекторов к сборочному барабану станка для сборки покрышек пневматических шин, включающем транспортирование заготовки протектора, остановку переднего по ходу подачи конца заготовки в заданном положении, прижатие такого конца к сборочному барабану, конт роль соответствия заготовки протектора заданкому комниальному размеру и при отклонении arc от послед1-1его изменение длины заготозки протектора путем воздей ствия на его свобош-.ую часть в удаленньк о/яна относительно другой точках подвцжньгми вдоль заготовки протектора и относительно друг друга и зафиксированного переднего конца захватами, и последующее напожспае заготовки протектора на сборочный барабан при вращении последнего, согласно изобретению, после изменения длины заготовки протектора фиксируют ее задний конец и наложение заго товки протектора на сборочньш барабан производят в зафиксированном состоянии до окончания операции наложения. Приведенньй чертеж иллюстрирует описываемы способ. Заготовка протектора 1 размещается на подающем конвейере 2, который транспортирует заготовку до расположения переднего по ходу подачи ее конца О- в заданном поло кении, которое задается упоро 3, ГТри соприкосновении переднего конца заготовки 1 с упором 3 конвейер 2оста навливаю т и фиксируют передний по ходу конец заготовки на сборочном барабане 4 с помощью ролика 5, Над конвейером 2 расположены источники 6 и 7 света меха низма для контроля длины заготовки, которые установлены в соответствии с заданными номинальными размерами заготовки- протектора . под рабочей частью конвейера расположены фотоэлементы 8 и 9, также установленные на заданный номинальный размер заготовки протектора. Если заготовка, находящаяся на конвейере, имеет заданную номииальную длину, срабатывает от источника света 7 фотоэлемент 9, показьшая, что не требуется изменять длину. Если фотоэлементы 8 и 9 перекрыты концом заготовки протектора, то ее необходимо укоротить. Если фотоэлементы 8 и 9 выключены из-за того, что заготовка короче номинального размера, то необходимо ее растянуть. Изменение длины заготовки осуществляется следующим образом. Передний по ходу конец CL заготовки фиксируется с помощью прикаточного ролика 5 на сборочном барабане 4, заготовка зажимается подвижными относительно друг друга захватами Ю, взаимодействующими с заготовкой в удале5йных друг от друга точках. Если заготовка имеет длину, большую номинальной, то захваты 10 перемещают в направлении упора 3, При этом происходит сжатие заготовки протектора и ее укорачивание. Если заготовка имеет длину, меньшую номинальной, то захваты 10 перемещают в направлении от упора 3, растягивая заготовку примерно с равным наращиванием ее по всей длине. Когда в процессе сжатия или удлинения заготовки протектора ее задний конец сГ занимает полол ение между источником света 7 ,и фотоэлементом 9, перемещение захватов 10 прекращают. Далее свободный конец заготовки зажимают захватом 11, при .этом З 1хваты 10 отводятся и производится ее наложение на сборочный барабан 4. Причем, при наложении заготовки на сбоpo шьй барабан, захват 11 перемещается вдоль конвейера 2, в направлении сборочного барабана., со скоростью равной линейной скорости наложения заготовки на сборочный барабан. Последний делает один оборот, наматывая на себя заготовку, которая при этом прикатывается роликом 5. При достижения задней кромкой « заготовки протектора поверхности сборочного барабана 4, захват 11 освобождает конец сГ заготовки. Далее захват 11 возвращают в исходное положение, и процесс повторяется. Способ дает возможность получить при наложении заготовки протектора на сборочный барабан качественное совмещение стыка за счет того, что свободный конец за579 , отоБки протектора находится в зафиксииованном состоящий с помощью захвата, ч захват перемещается со скоростью, равной скорости наложения заготовки протектора и в этом случае релаксационные явления, возникающие в резине, не оказывают влияния на изменение длнны заготов ки. Формула изобретения Способ подачи заготовок протекторов к сборочному барабану станка для сборки яокрышек пневматических шин, включающий тр спортирование заготовки протектора, остановку nepeAHefo по ходу подачи конца заготовки в заданном положении, прижатие указанного конца к сборочному барабану, контроль соответствия заготовки протектора заданному номинальному размеру и при отклонении его от последнего изменение длины заготовки про-Г 2 Гектора путем воздействия на его свободиую, часть в удаленных одна односительно другой точках подвнжньа1И вдоль заг-отовкн протектора и относительно друг друга и зафиксированного переднего конца захватами и последующее наложение заготовки протектора на сборочньо барабан при вращении последнего, отличающийс я тем, что, с целью повышения качества собираемых покрышек, после изменения длины заготовки протектора фиксируют ее конец и наложение заготовки протектора на сборочный барабан производят в зафиксированном состоянии до окончания операции наложения. Источники информации, пр шятые во внимание при экспертизе 1. Патент № 2055911, кл, В 29 Н 17/00, 1971. . 2. Патент СССР i 550965, кл. В 29 Н 17/2О, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи заготовок проекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1979 |
|
SU880783A2 |
| Способ подачи протекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1974 |
|
SU550965A3 |
| Линия для сборки покрышек пневматических шин | 1977 |
|
SU666743A1 |
| Устройство для подготовки заготовок протекторов перед их наложением на сборочный барабан | 1975 |
|
SU562075A1 |
| Устройство для подачи заготовок протекторов к сборочным станкам | 1981 |
|
SU1031751A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Способ наложения отдельных слоев на наружный периметр барабана | 1985 |
|
SU1517754A3 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2085389C1 |
10 S
