покрышек пневматических шин, включающему транспортирование заготовки протектора, остановку переднего по ходу подачи .конца заготовки в заданном положении, прижатие указанного конца к сборочному барабану, контроль соответствия Заготовки протектора заданному и номинальному размеру и при отклонении его от последнего изменение длины заготовки протектора путем воздействия на его свободную часть в удаленных одна относительно другой точках подвижными вдоль заготовки протектора и относительно друг друга и зафиксированного переднего конца захватами, фиксирование заднего конца заготовки и наложение заготовки протектора на сборочный барабан в зафиксированном состоянии до окончания операции наложения, после фиксации заднего конца заготовки протектора осуществляют наложение части заготовки протектора на сборочный барабан, составляющей по меньшей мере 0,75 длины окружности сборочного барабана, затем осуществляют дополнительный контроль соответствия длин наложенной на сборочный барабан и неналоженной частей заготовки протектора длине окружности сборочного барабана и при отклонении их от последней производят изменение длины неналоженной .части заготовки путем дополнительного воздействия на ее задний конец.
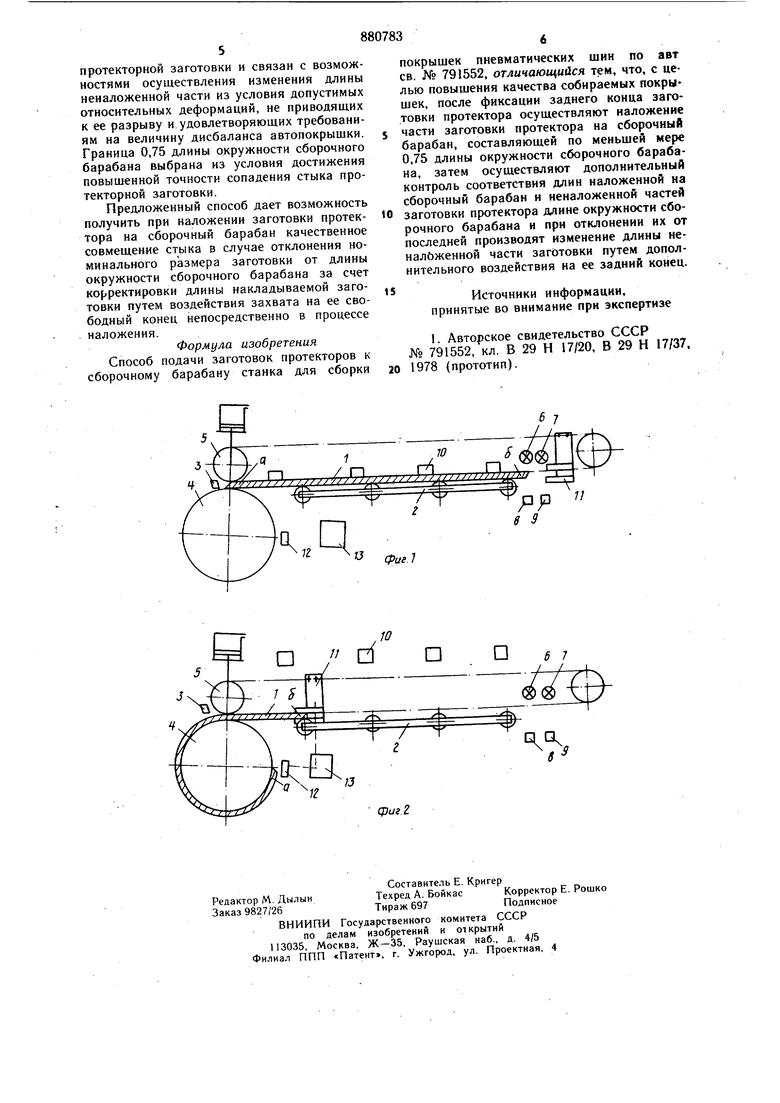
На фиг. 1 и 2 показаны последовательные стадии осуществления предлагаемого способа .
Заготовка I протектора размещается на подающем конвейере 2, который транспортирует заготовку до расположения переднего по ходу подачи ее конца о в заданном положении, которое задается упором 3. При соприкосновении переднего конца заготовки 1 с упором 3 конвейер 2 останавливают и фиксируют передний по ходу конец заготовки на сборочном барабане 4 с помощью ролика 5. Над конвейером 2 расположены источники 6 и 7 света механизма для контроля длины заготовки, которые установлены в соответствии с заданными номинальными размерами заготовки 1 протектора. Под рабочей частью конвейера 2 расположены фотоэлементы 8 и 9, также установленные на заданный номинальный размер заготовки 1 .протектора. Если заготовка I, находящаяся на.конвейере 2, имеет заданную номинальную длину, то срабатывает от источника 7 света фотоэлемент 9, показывая, что не требуется изменять длину. Если фотоэлементы 8 и 9 перекрыты концом заготовки протектора, то ее необходимо укоротить, если фотоэлементы 8 и 9 выключены из-за того, что заготовка короче номинального размера, то необходимо ее растянуть.
Изменение длины заготовки осуществляется следующим образом.
Передний по ходу конец а заготовки 1 (фиг. 1) фиксируют с помощью прикаточного ролика 5 на сборочном барабане 4, заготовка Г зажимается подвижными относительно друг друга захватами 10, взаимодействующими с заготовкой в удаленных друг от друга точках. Если заготовка 1 имеет длину, большую номинальной, то захваты 10
перемещают в направлении упора 3. При этом происходит сжатие заготовки протектора и ее укорачивание. Если заготовка 1 имеет длину, меньшую номинальной, то захваты 10 перемещают в направлении от упоpa 3, растягивая заготовку. Заготовку растягивают с равным наращиванием ее по всей длине. Когда в процессе сжатия или удлинения.заготовки протектора ее задний конец б занимает положение между источником 7 света и фотоэлементом 9, перемещение захватов 10 прекращают. Далее свободный конец заготовки зажимают захватом 11, при этом захваты 10 отводятся и производится ее наложение на сборочный барабан 4-. Причем при наложении заготовки на сборочный барабан захват 11 перемещается вдоль конвейера 2, в направлении сборочного барабана 4 со скоростью, равной линейной скорости наложения заготовки 1 на сборочный барабан 4. При этом заготовка 1 прикатывается роликом 5. После наложения части 5 заготовки 1 протектора на сборочный барабан, составляющей по меньшей мере 0,75 длины окружности сборочного барабана 4 (фиг. 2), происходит останов
,. барабана 4 от сигнала датчика 12, сравнивается суммарная длина наложенной
0 и неналоженной частей заготовки протектора с длиной окружности сборочного барабана 4 с помощью устройства 13 сравнения. Если длина неналоженной части заготовки соответствует 0,25 длины окружности барабана 4, производят наложение заготовки без изменения длины ее неналоженной части. Если неналоженная часть заготовки имеет длину, больщую 0,25 длины окружности барабана, укорачивают неналоженную часть, если неналоженная часть имеет длину, мень0 тую 0,25 длины окружности барабана, производят удлинение неналоженной части.
Требуемое укорачивание или удлинение неналоженной части производится дополнительным перемещением захвата И от сигнала устройства 13 сравнения в направлении наложения заготовки протектора или в противоположном соответственно до тех пор, пока длина неналоженной части не соответствует 0,25 длины окружности сборочного
0 барабана. Затем производят намотку неналоженной части заготовки на сборочный барабан. При достижении задней кромкой б заготовки 1 протектора поверхности сборочного барабана 4 захват 11 освобождает конец б заготовки. Далее захват 11 возвращается в исходное положение и процесс повторяется.
Выбор длины первоначально накладываемой части заготовки зависит от размера
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи заготовок протекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1978 |
|
SU791552A1 |
| Способ подачи протекторов к сборочному барабану станка для сборки покрышек пневматических шин | 1974 |
|
SU550965A3 |
| Устройство для подачи и наложения заготовок протекторов на сборочный барабан | 1980 |
|
SU897574A1 |
| Устройство для подготовки заготовок протекторов перед их наложением на сборочный барабан | 1975 |
|
SU562075A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| Способ наложения отдельных слоев на наружный периметр барабана | 1985 |
|
SU1517754A3 |
| Способ наложения протектора на сборочный барабан | 1990 |
|
SU1808738A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| СПОСОБ НАЛОЖЕНИЯ ЛЕНТОЧНОГО ЭЛАСТИЧНОГО МАТЕРИАЛА НА ВРАЩАЮЩИЙСЯ ОБЪЕКТ | 1990 |
|
SU1725516A1 |
