(54) УСТРОЙСТВО ДЛЯ СМАЗКИ ЛИСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик для смазки металлических листов | 1980 |
|
SU900915A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| Прокатный валок | 1987 |
|
SU1565553A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| Тянущее устройство профилегибочного стана | 1991 |
|
SU1750779A1 |
| Устройство для нанесения смазки на рабочий инструмент | 1980 |
|
SU963588A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Инструмент профилегибочного стана | 1992 |
|
SU1829975A3 |
| Дисковые ножницы | 1981 |
|
SU984723A1 |
1
Изобретение относится к прокатному оборудованию и может быть использовано для смазки поверхности металлических листов в потоке технологических агрегатов.
Известно устройство для нанесения слоя масла на полосу, содержащее камеру, в которой расположена вращающаяся щетка, находящаяся в контакте с зубчатой поверхностью второго ролика, нижняя часть которого погружена в ванну с маслом 1.
Недостатками этого устройства являются улетучивание из камеры масляного тумана и необходимость дополнительной установки дорогостоящих фильтров для очистки воздуха от масла.
Известно также устройство для нанесения пленки смазки на листы, содержащее пустотелые смазочные ролики, каждый из которых представляет собой полый вал со спиральной канавкой с отверстиями на ее дне, на вал надеты наборные войлочные дисковые щайбы, а смазочный узел представляет собой два неприводных ролика указанной конструкции, при продвижении листа между которыми на обе стороны наносится смазка 2.
Недостатком такого устройства является интенсивный износ поверхности роликов кромками листа, что при увеличении щирины листа приводит к ухудщению качества смазки его поверхности.
Наиболее близким по технической сущности к изобретению является устройство для смазки листов, содержащее транспортирующие ролики и смазывающие ролики, покрытые слоем пористого вещества и имеющие 10 полую ось с отверстиями 3.
Недостаток такого устройства заключается в низкой стойкости пористого слоя роликов за счет их истирания кромками листов. Образующиеся при выработке поверхности роликов канавки приводят к ухудше15нию качества промасливания поверхности при обработке листов различной щирины.
Целью изобретения является повыщение стойкости устройства для смазки листов.
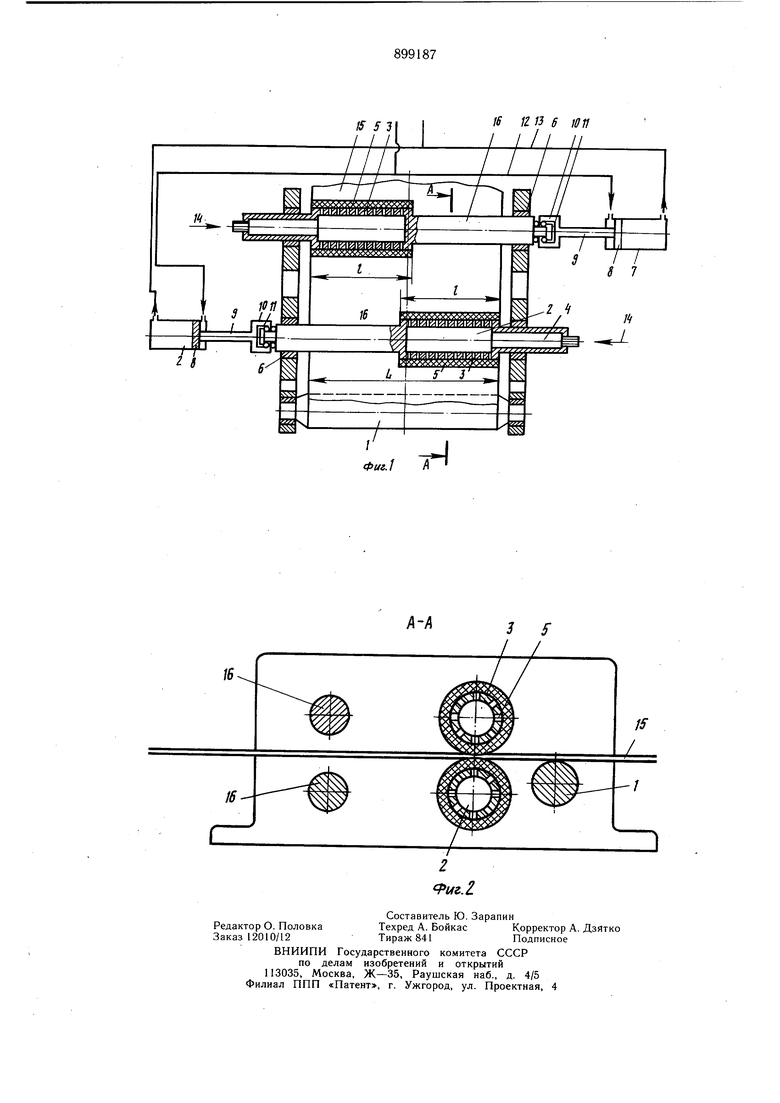
Поставленная цель достигается тем, что 20 в устройстве для смазки листов, содержащем транспортирующие ролики и смазывающие ролики, покрытые слоем пористого вещества и имеющие полую ось с отверстиями, смазывающие ролики, установленные с возможностью их перемещения в осевом направлеНИИ, снабжены механизмами такого перемещения, расположены последовательно ,двумя парами в шахматном порядке и выполнены с длиной бочки 0,51-0,55 длины бочки транспортирующих роликов. Уменьщение длины бочки смазывающих роликов менее 0,51 длины бочки транспортирующих роликов приведет к тому, что при смазке листов щириной, равной длине бочки транспортирующих роликов, будет отсутствовать перекрытие последовательно расположенных смазывающих роликов. Это приведет к тому, что часть поверхности листов останется не смазанной. Увеличение длины бочки смазывающих роликов более 0,55 длины бочки транспортирующих роликов приведет к больщому перекрытию последовательно расположенных смазывающих роликов, что увеличивает расход смазки. На фиг. 1 изображено устройство для смазки листов, вид сверху; на фиг. 2 - сечение А-А на фиг. 1. Устройство для смазки листов состоит из транспортирующего ролика 1, смазывающих роликов 2, покрытых слоем пористого вещества бочки 3 и имеющих полую ось 4 с отверстиями 5. Смазывающие ролики 2 удтановлены в опорах 6, допускающих осевое перемещение. Механизм перемещения каждого смазывающего ролика 2 в осевом направлении состоит из гидроцилиндра 7 с порщнем 8, щтоком 9 и захватом 10, соединенным подвижно с концом оси 4, имеющим бурт 11. Рабочая жидкость в гидроцилиндры 7 подается по трубопроводам 12 и 13. По стрелке 14 подается масло для смазки листа 15. Часть 16 оси смазывающего ролика 2 выполнена сплошной. Устройство работает следующим образом. Смазка по стрелке 14 подается в полую ось 4 смазывающего ролика 2. Далее смазка через отверстия 5 пропитывает слой пористого вещества бочки 3, с поверхности которой смазка наносится на лист 15. Наружные края слоя пористого вещества бочки 3 (например, из войлока) смазывающих роликов 2 совпадают с кромками листа 15. Так как максимальная щирина листа 15 совпадает с длиной бочки транспортирующего ролика 1(L) и L 21 (где 1 - длина слоя пористого вещества бочки 3), то при установке смазывающих роликов 2 последовательно двумя парами в щахматном порядке обеспечивается смазка всей щирины листа 15. Лист 15 равномерно смазывается с обеих сторон при его движении в процессе контакта со слоем пористого вещества бочек 3 смазывающих роликов 2, расположенных последовательно двумя парами в щахматном порядке. При уменьшении ширины листа включается гидросистема и по трубопроводу 12 давление рабочей жидкости подается в гидроцилиндры 7. При этом поршни 8 перемещаются через шток 9 и захват 10 смещает в осевом направлении смазывающие ролики 2 попарно навстречу друг другу, уменьшая расстояние между наружными краями слоев пористого вещества бочек 3. Процесс регулирования устройства по ширине листа прекращается при совпадении наружных краев бочек 3 смазывающих роликов 2 с кромками листа. При увеличении щирины листа давление рабочей жидкости от гидросистемы подается по трубопроводу 13. Устройство позволяет производить смазку листов щириной от 1 до L без соприкосновения и повреждения слоя пористого вещества бочек смазывающих роликов с кромкой смазываемых листов. Причем минимальная щирина листа равна длине пористого вещества бочки 1 на одном смазывающем ролике, а максимальная ширина листа равна длине бочки транспортирующих роликов. При использовании устройства для смазки листов в агрегатах резки, обрабатывающих полосу шириной от 1250 до 2000мм, за счет обеспечения совпадения наружных краев бочек смазывающих роликов из пористого вещества с кромками смазываемых листов устраняется истирание бочек смазывающих роликов о кромки листов различной ширины. Формула изобретения Устройство для смазки листов, содержащее транспортирующие ролики и смазывающие ролики, покрытые слоем пористого вещества и имеющие полую ось с отверстиями, отличающееся тем, что, с целью повыщения стойкости устройства, смазывающие ролики установлены с возможностью их перемещения в осевом направлении, снабжены механизмами такого перемещения, расположены последовательно двумя парами в щахматном порядке и выполнены с длиной бочки 0,51 - 0,55 длины бочки транспортирующих роликов. Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 50-28453, кл. В 05 В 17/00, 1975. 2.Патент Японии № 52-37984, кл. В 21 В 45/02, 1977, 3.Патент США № 3805738, кл. 118-227, 1976.
