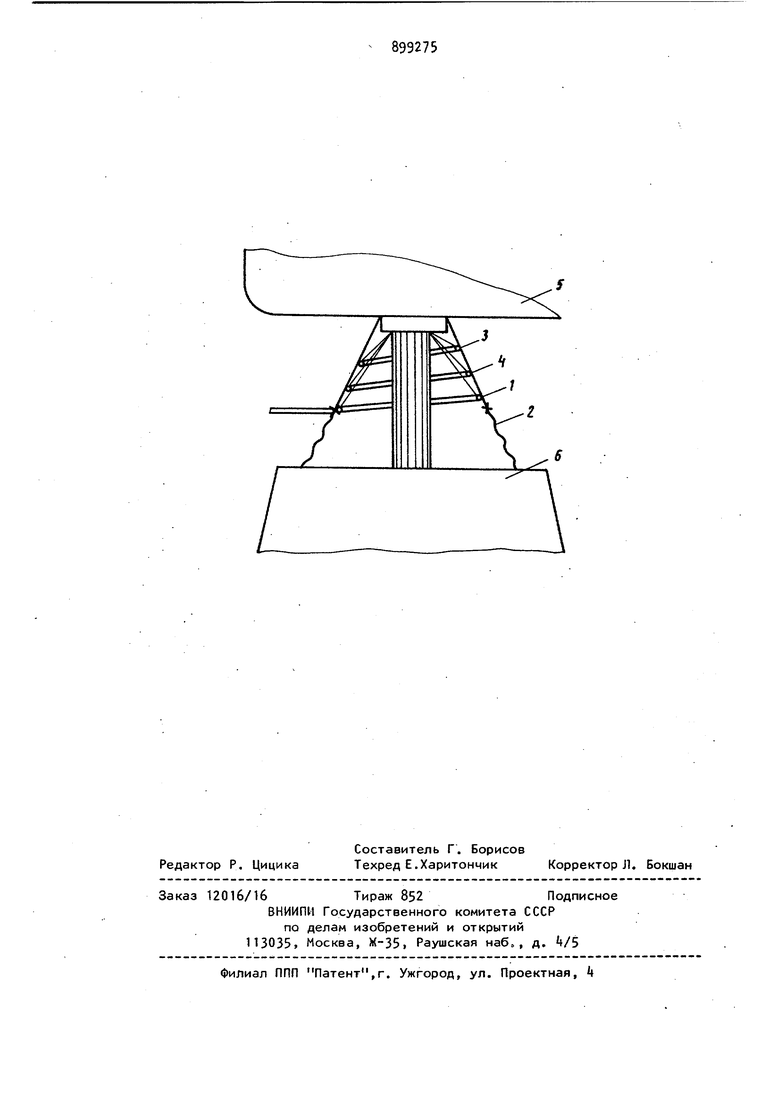
лучшего использования вдуваемого газа. Поставленная цель достигается тем, что корпус устройства выполнен в виде усеченного конуса с диаметром верхнего основания 0,5-0,4 его высоты, а нижнего 1,-1,Q, причем нижняя часть KOHycaj равная 0,3-0,5 всей высоты, выполнена из эластичног огнеупорного материала, а кольцеобразный трубопровод выполнен в виде спирали, размещенной по высоте метал лической части корпуса. Размеры устройства обусловлены следующими конструктивными особеннос тями. При диаметре верхнего основания меньше 0, высоты трубопровод перегревается и прогорает, кроме того, он может быть забрызган металлом и выйти из строя. При диаметре верхнего основания выше 0,5 высоты существенно снижается эффективность за щиты струи металла из-за повышенного подсоса воздуха и необходимости боль шого расхода газа.. Диаметр нижнего основания меньше 1,0 высоты устройст ва не обеспечивает плотной установки устройства на изложницу, так как площадь верха изложницы больше той, которую может накрыть устройство. Кр ме того, из-за перегрева может насту пить разрушение огнеупорного материала. При диаметре больше 1,4 высоты между устройством и изложницей создается зазор по горизонтали, так как размер устройства превышает раз мер верха изложницы, что приводит к подсосу воздуха. Нижняя часть конуса выполнена из асбестового полотна, если эта часть больше 0,5 всей высот то асбестовое полотно, за счет перегрева может разрушиться, при высоте нижней части меньше 0,3 асбестовое полотно не обеспечивает хорошую амор . тизацию и надежную защиту от подсоса воздуха.На чертеже представлено предлага емое устройство. Устройство для защиты струи метал ла содержит корпус, выполненный в виде усеченного конуса 1.. с диаметром верхнего основания, равным 200 м что составляет Q,kk его высоты и нижнего основания, равным 500 мм (1, высоты). Нижняя часть 2 ко пусавысотой 150 мм (0,33 всей высо ты) выполнена из асбестового полотн Трубопровод 3 с соплами k выполнен 5 в виде спирали и прикреплен на внутренней поверхности по высоте металлического корпуса. Устройство работает следующим образом. Устройство перед работой верхней частью конуса 1 прикрепляется к ковшу 5 соосно с сталеразливочным стаканом и устанавливается над изложницей 6 таким образом, чтобы нижняя часть 2 устройства свободно легла на изложницу. К трубопроводу 3 присоединяется шланг. При разливке металла газ через сопла k направлен на вытекающую струю металла и ею же, благодаря эжекции, равномерным слоем закрывает всю поверхность металла. Благодаря снижению объема устройства устранены застойные зоны и расход газа снизился в 1 ,5-2 раза, по сравнению с другими цилиндрическими устройствами. За счет уменьшению размера устройства в верхней части и применения эластичного корпуса в нижней части полностью устраняется подсос воздуха. Применение спиралеобразного трубопровода позволило значительно увеличить площадь активного взаимодействия газа со струей металла и полностью изолировать металл от вторичного окисления. Формула изобретения Устройство для защиты разливаемого металла, включающее металлический корпус с газоподводящим патрубком и размещенным внутри него кольцеобразным трубопроводом с соплами, отличающееся тем, что, с целью повышения эффективности защиты струи металла и лучшего использования вдуваемого газа, корпус выполнен в виде усеченного конуса с диаметром верхнего основания 0,5-0, его высоты и диаметром нижнего основания 1,4-1,0 его высоты, причем снизу корпус снабжен амортизирующей частью, равной 0,3-0,5 всей его высоты, из эластичного огнеупорного материала, а трубопровод выполнен в виде спирали,размещенной по высоте металлической части корпуса. Источники информации, принятые во внимание при экспертизе 1, Применение инертных газов в сталеплавильном производстве, М., Черметинформация, серия 6, выпуск 4, 1977, с. 14-15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки стали | 1989 |
|
SU1687364A1 |
| Способ отливки стальных слитков и устройство для его осуществления | 1990 |
|
SU1770039A1 |
| Устройство для защиты и обработки струи металла при разливке | 1989 |
|
SU1676746A1 |
| ШАХТНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ ГАЗОМ (ВАРИАНТЫ) | 2005 |
|
RU2302469C2 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2023 |
|
RU2824148C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2717754C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СПОСОБ ВЫПУСКА ЖИДКИХ ПРОДУКТОВ ПЛАВКИ ИЗ ШАХТНОЙ ПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2366877C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2716294C1 |
| Устройство для защиты струи металла | 1980 |
|
SU899274A1 |