(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления брикетов из металлической стружки | 1989 |
|
SU1719156A1 |
| Пластификатор для брикетирования металлических порошковых материалов | 1981 |
|
SU975204A1 |
| Способ изготовления режущего инструмента из стружки быстрорежущей стали | 1980 |
|
SU900985A1 |
| Способ изготовления концевого режущего инструмента | 1990 |
|
SU1738467A1 |
| Способ изготовления режущего инструмента | 1976 |
|
SU624690A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ КАРБИДОСТАЛЕЙ ИЗ СТРУЖКОВЫХ ОТХОДОВ МЕТАЛЛОРЕЖУЩЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2775243C2 |
| Способ сварки трением | 1987 |
|
SU1512740A1 |
| Сталь | 1980 |
|
SU870480A1 |
| Способ переработки металлоабразивного шлама легированных сталей | 1987 |
|
SU1470794A1 |
| Способ изготовления биметаллического изделия | 1984 |
|
SU1243905A1 |
1
Изобретение относится к области обработки металлов аавлением и сварки, а именно к способам иэготежления режущего инструмента.
Известен способ изготовления режущего инструмента, включающий операцию получения рабочей части, пластическую цеформацию ее и сварку рабочей и крепежной частей Cll .
Недостатком известного способа является высокая трудоемкость изготовпения изделий.
Цель изобретения - снижение Tpyat емкостк изготовления изаелий.
Указанная цель цсстигается тем, что согласно способу изготовления режушего инструмента, включающего операцию получения рабочей части, пластическую деформацию ее и сварку рабочей и крепежнрй частей, рабочую часть получают путем послойного брикетирования некомпактного материала быстрорежущей) и конструкционных сталей, а сварку осу-
ществлают путем соединения слоя конструкционной стали с крепежной частью.
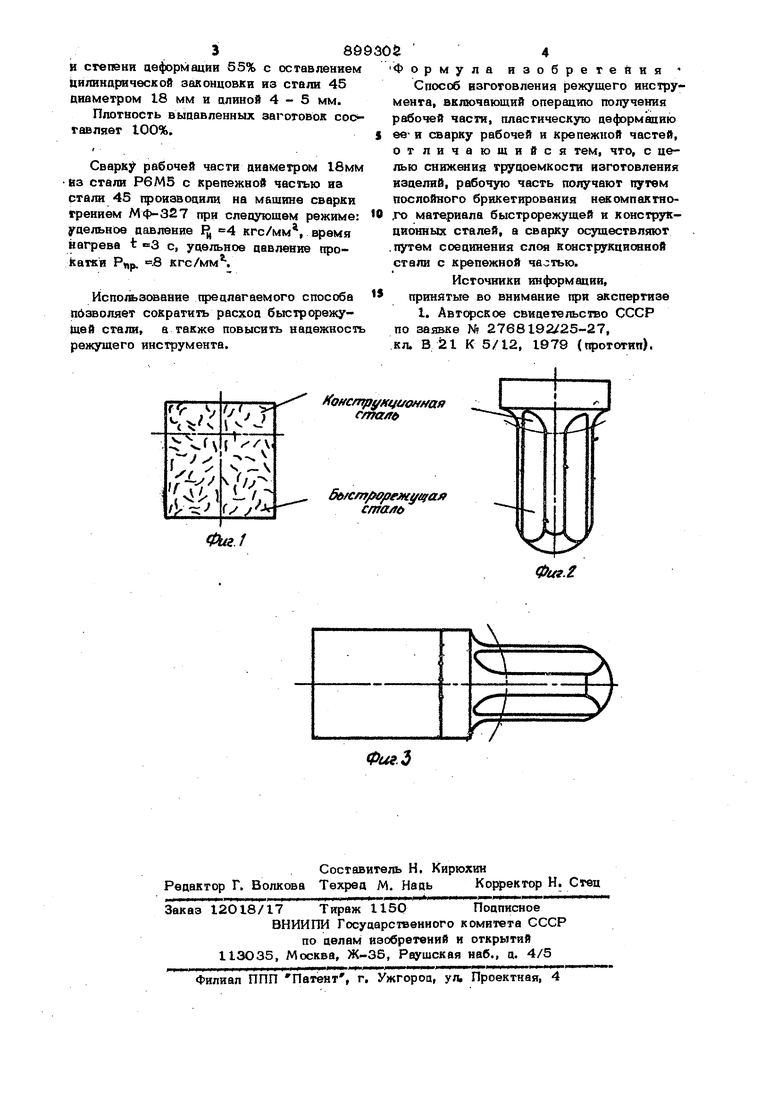
На фиг. 1 нзображет брикет, составленный из слоев стружки быстрорежущей и ксдаструкционной деталей; на фиг. 2 выдавленная заготовка} на фиг. 3 - сваренная рабочая часть с крепежной частью.
На гисфавлическом прессе при удельном давлении Ю-12 мс/см изготавливают слоистые бр1скеты из стружки ста10ли Р6М5 и стали 45, образующейся на фрезерных опервдиях изготсжления режущего инструмента. Размеры подученных брикетов: диаметр 2О мм, общая высота 20 мм, высота конструкционной ста15ли 4 - 5 мм. Плотность брикетов сос тавляет 75-80% от плотности монометалла.
Брикеты нагревают до 1ООО - 1ЮО С и подвергают горячей закрытой осадке
30 до плотности 96-98%.
Полученные заготовки обжигают и обтачивают. Горячее выда1вливание тфоизводят тфи температуре 1ООО - 1050 С 389 и стегени аеформации 55% с ocTaeneHHeNf цилиндрической законцовки из стали 45 циаметром 18 мм и алиной 4-5 мм. Плотность выпавленных заготовок соотавляет 100%. Сварку рабочей части диаметром 18мм ИЗ стали Р6М5 с крепежной частью иа стали 45 производили на машине сварки грением Мф-327 при следующем режиме: удельное давление 1 4 кгс/мм, время нагрева t 3 с, удельное давление проКатки Р,р. .8 кгс/мм Йспольасеание предлагаемого способа пбзволяет сократить расход быстрорежущей стали, а также повысить надежность режущего инструмента. S4 Формула изобретения Способ изготовления режущего инструмента, включающий операцто получения рабочей части, пластическую деформацию ее- и сварку рабочей и крепежной частей, отличающийся тем, что, с целью снижения трудоемкости изготовления изделий, рабочую часть получают путем послойного брикетирования некомпактно jro материала быстрорежущей и конструкционных сталей, а сварку осуществляют .путем соедииевия слоя ксшструкционной стали с крепежной частью. Источники информации, принятые во внимание при экспертизе I. Автфское свидетельство СССР по заявке № 2768192/25-27, кл. В 21 К 5/12, 1979 (прототип).
f(oftci7 aK{ft/oH/faR
6б/с/п/кг/уелкугу М
fSfta.f Cfna/r лтим
Фиг.д
