(54) ПЛАСТИФИКАТОР ДЛЯ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ
1
Изобретение относится к порошковой металлургии, в частности к составу пластификаторов для брикетирования металлических порошковых материалов.
Известен пластификатор для брикетирования металлических порошковых материалов на осиове стеариновой кислоты или ее солей . 1.
Недостаток такого пластификатора заключается в повышенной пористости получаемых брикетов, что обусловлено выгоранием стеарата при горячей пластической деформации.
Наиболее близким к изобретению по технической сущности и достигаемому результату являетсяпластификатор для брикетирования металлических порошковых материалов, состоящий из смеси олеиновой кислоты, алюминиевой пудры и минерального масла 2.
Однако известный пластификатор не позволяет получать горячим деформированием плотные брикеты из стружки быстрорежущей стали вследствие плохого смачивания стружки пластификатором, что приводит к повышению коэффициента контактного трения.
Цель изобретения - повышение плотности брикетов.
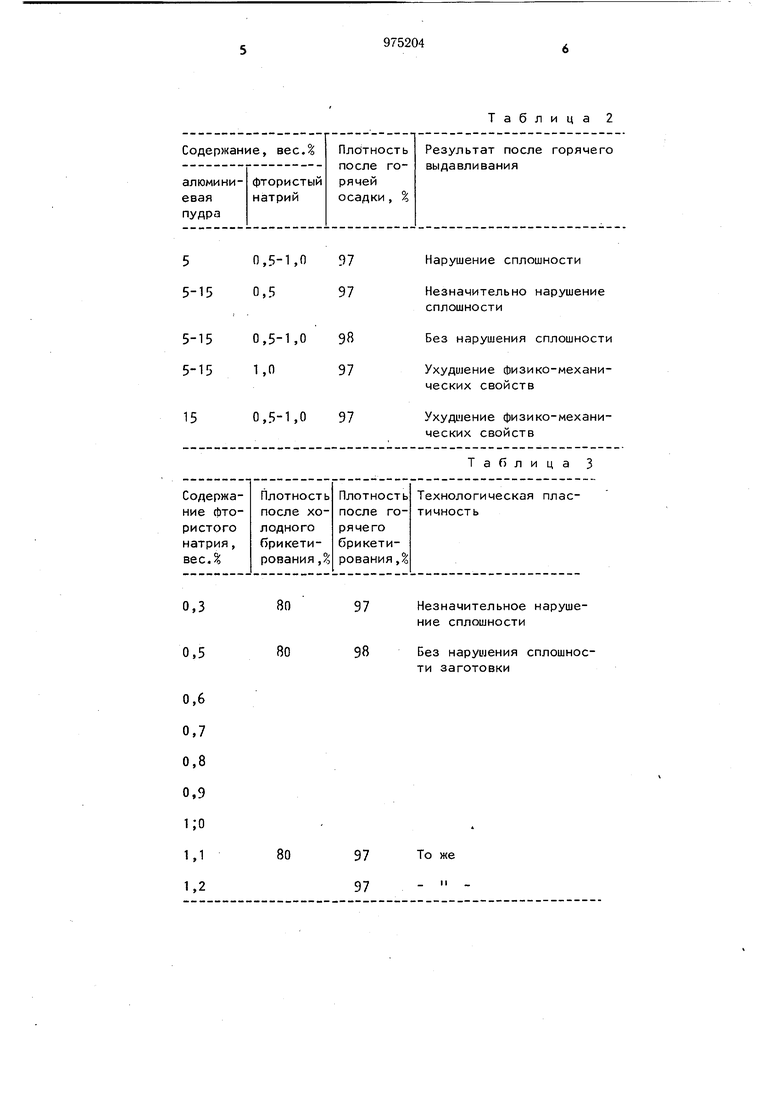
Цель достигается тем, что пластификатор для брикетирования металлических порошковых материалов, преимущественно стружки быстрорежущей стали, содержащий алюминиевую пудру и минеральное масло, содержит фтористый натрий при следующем соотношени,и компонентов, вес. %: Алюминиевая пудра5-15
Фтористый натрий0,5-1,0
10
Минеральное маслоОстальное
Испытание описываемого пластификатора проводили на брикетах диаметром 31 мм и высотой 35 мм из фрезерной стружки быстрорежущей стали Р6М5. В стружку вво15дили пластификатор, содержащий 10% алюминиевой пудры, liO% фтористого натрия и 89% минерального масла, помещали в пресс-форму и брикетировали на гидравлическом прессе с удельным давлением 8 тс/см.
20 Относительная плотность брикетов в этом случае составляла 78-80% от плотности монометалла. Затем брикеты нагревали в индукторе до 1000-1050°С со скоростью 40- 60°С/с и подвергали горячей закрытой осадке на кривошипном прессе, после чего относительная плотность достигала . Сравнительные результаты брикетирования и горячей осадки при использовании различных пластификаторов, а также технологическая пластичность заготовок приведены в табл. 1. Из табл. 1 видно, что предлагаемый пластификатор снижает коэффициент контактного трения элементов стружки, повышает достигаемую плотность заготовок при брикетировании и горячей осадке и обеспечивает деформацию без нарушения сплошности при последующем горячем выдавливании. В результате, получаемая заготовка (например, метчика) может быть использована без дальнейшей обработки поверхности. В то же время известный пластификатор не обеспечивает деформацию без нарушения сплошности,получаемая заготовка является всего лишь полуфабрикатом и требует механической обработки для снятия наружного дефектного слоя с трешинами. При горячем выдавливании пластификатор сохраняет свои свойства, о чем свидетельствует тот факт, что после брикетирования удельным давлением 7,5 тс/см до плотности 75/о, горячей осадки до плотности 96% и горячего выдавливания при степени деформации 72% заготовка не имела нарушения сплбшности, а плотность равнялась . Это повышает стойкость штампового инструмента. Влияние процентного содержания компонентов показано в табл. 2. Результаты испытаний пластификатора с различным содержанием фтористого натрия приведены в табл. 3. Технологическую пластичность испытывали при горячем выдавливания заготовок, нагретых до 1050°С, и степени деформации 72% (с 030 на 016 мм) Из табл. 3 видно, что содержание фторис того натрия в пределах 0,3-1,2% не алияет на плотность после холодного брикетиДостигаемая плотность,
ластификатор
после брикетирования
Нарушение сплош%ности при последующем горячем выдавливании
после горячей осадки рования. При последующем брикетировании наблюдается влияние процентного содержания фтористого натрия на плотность и при содержании его в пределах 0,5-1,0% плотность наивысшая, а затем снижается. Кроме того, при содержании фтористого натрия менее 0,5% снижается технологическая плас тичность, а при 0,5% и более - повышается. Влияние процентного содержания алюминия и фтористого натрия на красностойкость проводили согласно ГОСТ 19265-73. Результаты представлены в табл. 4. Из табл. 4 видно,что увеличение содержания алюминия более 15% приводит к снижению прочности и красностойкости материала. Содержание фтористого натрия в пластификаторе менее 0,5 и более 1,0% также приводит к снижению прочности и красностойкости. Стойкостные испытания токарных резцов, изготовленных из стружечного материала Р6М5, проводили при следующих условиях: обрабатываемый материал - сталь 45; твердость НВ - 180 кгс/см ; СОЖ - 5%-ный раствор эмульсола в воде; скорость резания V 24 м/мин; глубина резания t 4 мм; подача SQ 0,065 мм/мин. Результаты испытаний представлены в табл. 5. Из табл.5 видЮ, что наибольщую эксплуатационную стойкость имеют резцы, изготовленные из стружечного материала с содержанием фтористого натрия 0,5-1,0%. При увеличении или уменьщении процентного содержания фтористого натрия эксплуатационная стойкость падает. Таким образом, предлагаемый пластификатор позволяет повысить плотность брикетируемых стружковых материалов и создает возможность улучшения технологических свойств получаемых из них заготовок. Экономический эффект от использования изобретения из расчета его использования при годовой программе изготовления режущего инструмента 400 тыс. сегментов составляет около 118,9 тыс. руб. Таблица


| название | год | авторы | номер документа |
|---|---|---|---|
| Пластификатор для брикетирования порошковых материалов | 1990 |
|
SU1770083A1 |
| Способ брикетирования стальной стружки | 1980 |
|
SU933257A1 |
| Способ изготовления брикетов из металлической стружки | 1989 |
|
SU1719156A1 |
| Способ производства полуфабрикатов из отходов алюминиевых сплавов | 1990 |
|
SU1731433A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ОТХОДОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2041024C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ КАРБИДОСТАЛЕЙ ИЗ СТРУЖКОВЫХ ОТХОДОВ МЕТАЛЛОРЕЖУЩЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2775243C2 |
| Способ производства полуфабрикатов из стружковых отходов алюминиевых сплавов | 1990 |
|
SU1722694A1 |
| Способ получения прутков из металлического порошка методом горячей экструзии | 2024 |
|
RU2836113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ИЗ ПОРОШКОВ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2025217C1 |
Стеарат цинка 75 Известный 8П Предлагаемый 80
90 Значительное 95 Незначительное 98 Отсутствует
80
Таблица 2
Таблица 3
Незначительное нарушение сплошности
Без нарушения сплошности заготовки
97То же
Таблица k
ТаблицаБ
Формула изобретения Пластификатор для брикетирования металлических порошковых материалов, преимущественно стружки быстрорежущей стали, содержащий алюминиевую пудру и минеральное масло, отличающийся тем, что, с целью повыщения плотности брикетов, он содержит фтористый натрий при следующем соотнощении компонентов, вес. %: Алюминиевая пудра5-15
Фтористый натрий0,5- 1,0
Минеральное маслоОстальное
Источники информации,
принятые во внимание при экспертизе
