(5) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ СТРУЖКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, в част ности для получения режущего инструмента. Известен способ изготовления режущего инструмента, зaключaюu ийcя в том что стружку быстрорежущей стали первоначально прессуют, а затем нагревают °до 1150-1200 °С и пластически деформируют р. Однако данный способ не обеспечивает высокой эксплуатационной стойкости . Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготов ления режущего инструмента из стружки быстрорежущей стали, заключающийся в нагреве стружки в закрытом стакане до температуры 800-850 С, уплот нении под прессом при удельном давлении 800-1000 кгс/см , нагреве до температуры 1150-1200 °С и ковке под молотомОднако содержащееся в этом способе стремление увеличить площадь схватывания элементов стружки повышением пластичности и нагревом до 1200 С содержит (противоречие, заключающееся в том, что при этой температуре стружка рекристаллизуется и интенсивно окисляется. Эти обстоятельства препятствуют схватыванию и понижают эксплуатационную стойкость инструмента. Цель изобретения - повышение эксплуатационной стойкости режущего инструмента. Указанная цель достигается тем, что нагрев стружки перед брикетирова нием проводят при температуре 1000 1050°С с последующим охлаждением в воде, а повторный нагрев под пластическую деформацию осуществляют при температуре 950-1050 С. П р и м е р. Изготавливают концевые фрезы 0 20 мм. С«этой целью стружку стали РбМ5, образующуюся при обработке на фрезерных операциях изготовления режущего инструмента, приводят в метастабильное состояние посредством индукционного нагрева до 5 1000 С в атмосфере азота и закалки в воде. В результате этой операции структура стружки состоит из перлита и.мартенсита, а также значительного содержания аустенита при твердости tO 56-58 НРС. Кристаллическая решетка такого материала имеет значительные остаточные напряжения, что подтверждается рентгеновскими измерениями. Затем стружку с добавкой пластифйкато- tS pa прессуют в брикеты 031 мм и высо-. i той 35 мм удельным давлением 8 тс/см , в результате чего брикеты имеют 75
BS% плотности по отношению к монолитному металлу. Затем брикеты нагревают в индукторе со скоростью +0-50 С/с до температуры 1 000-1050 0 , т.е. ниже температуры интенсивного окалинообразования быстрорежущей стали, которое начинается при 10бО°С. На микрошлифах полученных заготовок нельзя различить границ отдельных схватившихся элементов стружки. Микроструктура металла содержит мартенсит и избыточные карбиды, что соответствует структуре закаленной стали.
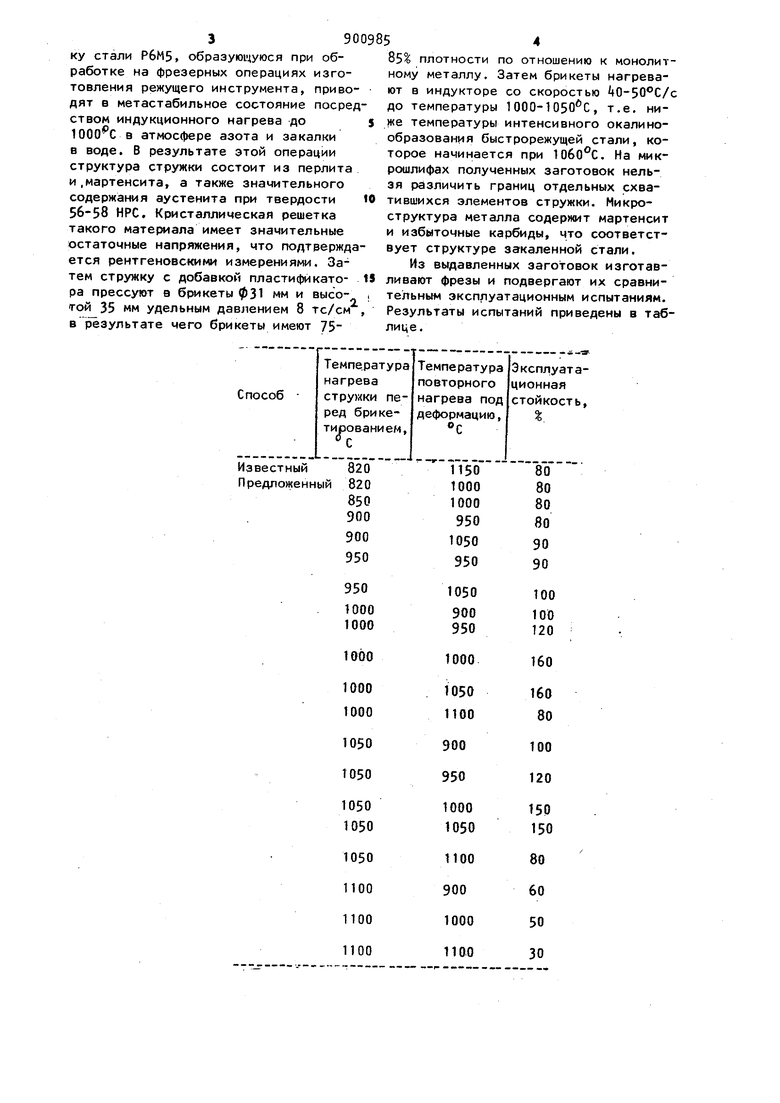
Из выдавленных заготовок изготавливают фрезы и подвергают их сравнительным эксплуатационным испытаниям. Результаты испытаний приведены в таблице.
59009854
Из таблицы видно, что фрезы, изго- ческую деформацию, ртличаютовленные из стружки, закаленной вщ и и с я тем, 4fo, с целью повышеинтервале 1000-1050 С и деформиро-ния эксплуатационной стойкости, наванной в интервале 950-1050 С, обла- грев стружки перед брикетированием дают эксплуатационной стойкостью в 5 проводят при температуре 1000-1050 ®С 1, раза большей, чем в известномс последующим охлаждением в воду, а
способеповторный нагрев под пластическую Формула изобретенияЮИсточники информации,
Способ изготовления режущего инст-1. РЖ. Металлургия, 5Г397, 1968.
румента из стружки быстрорежущей ста-2. Изготовление режущего инстру- ,
ли, включающий нагрев стружки, брике-i мента из стружки. Сб. статей, Ростизтирование, повторный нагрев и пласти-- 5 дат, 1966, с. .
деформацию осуществляют при темпе0атуре 950-1050 С.
принятые во внимание при экспертизе
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ высокотемпературной термомеханической обработки быстрорежущей стали | 1973 |
|
SU449943A1 |
| Способ изготовления режущего инструмента | 1989 |
|
SU1715497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ КАРБИДОСТАЛЕЙ ИЗ СТРУЖКОВЫХ ОТХОДОВ МЕТАЛЛОРЕЖУЩЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2775243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Пластификатор для брикетирования металлических порошковых материалов | 1981 |
|
SU975204A1 |
| Способ изготовления инструмента избыСТРОРЕжущЕй СТАли | 1979 |
|
SU850684A1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКОГО СВЕРЛЕНИЯ | 2010 |
|
RU2492972C2 |
| Способ термомеханической обработки быстрорежущих сталей | 1977 |
|
SU729259A1 |
