I
Изобретение относится к области способов восстановления внутренних далиндрических поверхностей при -ремонте машин и сельскохозяйственной техники и может быть использовано и в других отраслях народного хозяйства.
Известен способ восстановления внутрекнкх цилиндрических поверхностей, заключающийся в том, что на поверхность предварительно расточенного отверстия и наружную поверхность тонкостенного вкладыша,наносят клеевой состав, устанавливают тонкостенный вкладыш в указанное отверстие путем запрессовки его (1J.
Однако известный способ не обеспечивает достаточного качества восстанавливаемой поверхности.
Цель изобретения - повышение качества восстанавливаемой поверхности.
Поставленная цель достигается согласно способу восстановления внутренних цнлиндрИ ческих поверхностей, заключаюидемуся в том, что на поверхность предварительно расточеиного от верстия к наружную поверхность
тонкостенного вкладыша наносят клеевой состав, устанавливают тонкостенный вкладыш в указанное отверстие путем запресс кн его и подвергают окончательной обработке,предваритеаьную расточку восстанавливаемой поверхности ведут со смешенной осью относительно его гвометрнчесхой оси отверстия, устанавливаемый тонкостенный вкладыш выполняют в {виде двух кольцевых секторов, сопрягающихся по скошенным CTHKaMi запрессовку пронэ йодят
10 путем установки в отверстия сначала одного кольцев но сектора, а затем другого, nepeMe- щая его по их клиновым стыкам до выбора радиального зазора между вкладагшем и отверстием, а оксягчательную обработку вкладыша ведут путем расточки по геометрической оси отверстия такнм образом, чтобы клиновые стыки кольцевых секторов располагались в образующейся при этом их утолщеннсж части.
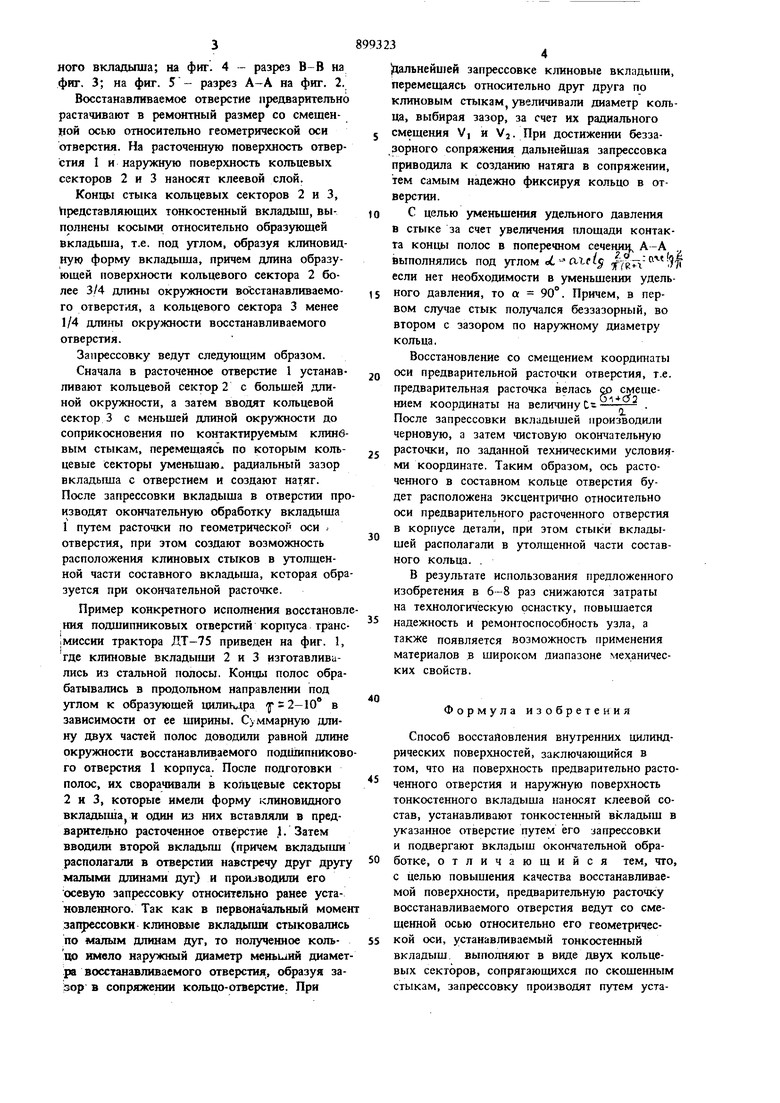
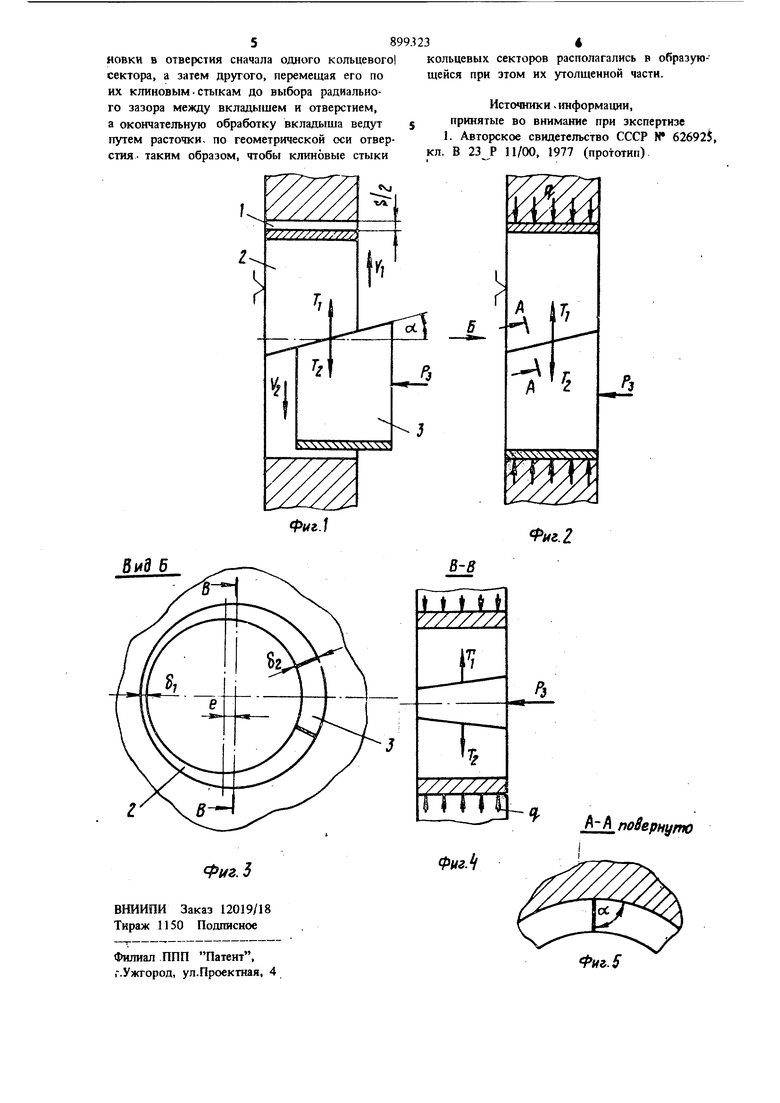
На фиг. I показана схема установки секторов вкладыша; на фиг. 2 вид запрессованного в отверстие вкладыша; на фиг. 3 .окончательная чистовая расточка запрессовочного вкладыша; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез А-А на фиг. 2.
Восстанавливаемое отверстие предварительно растачивают в ремонтный размер со смещенрой осью относительно геометрической оси отверстия. На расточенную поверхность отверстия 1 и наружную поверхность кольиевых секторов 2 и 3 наносят клеевой слой.
Концы стыка кольцевых секторов 2 и 3, Представляющих тонкостенный вкладыш, выполнены косыми относительно образующей вкладьш1а, т.е. под углом, образуя клиновидную форму вкладыща, причем длина образующей поверхности кольцевого сектора 2 более 3/4 длины окружности вбсстанавлнваемого отверстия, а кольцевого сектора 3 менее 1/4 длины окружности восстанавливаемого отверстия.
Запрессовку ведут следующим образом.
Сначала в расточенное отверстие 1 устанавливают кольцевой сектор 2 с больщей длиной окружности, а затем вводят кольцевой сектор 3 с меньщей длиной окружности до соприкосновения по контактируемым клинбвым стыкам, перемещаясь по которым кольцевые секторы уменьшаю, радиальный зазор вкладыша с отверстием и создают натяг. После запрессовки вкладыша в отверстии производят окончательную обработку вкладыша
1путем расточки по геометрической оси отверстия, при этом создают возможность расположения клиновых стыков в утолщенной части составного вкладыша, которая образуется при окончательной расточке.
Пример конкретного исполнения восстановления подшипниковых отверстий корпуса транс миссии трактора ДТ-75 приведен на фиг. 1, где клиновые вкладыши 2 и 3 изготавливались из стальной полосы. Концы полос обрабатывались в продольном направлении под углом к образующей цилиндра 2-10 в зависимости от ее ширины. Суммарную длину двух частей полос доводили равной длине окружности восстанавливаемого подшипникового отверстия 1 корпуса. После подготовки полос, их сворачивали в кольцевые секторы
2и 3, которые имели форму клиновидного вкладьша и один из них вставляли в предварительно расточенное отверстие 1. Затем вводили второй вкладьпи (причем вкладыши располагали в отверстии навстречу друг другу малыми длинами дуг) и производили его осевую запрессовку относительно ранее установленного. Так как в первоначальный момен запрессовки клиновые вкладыши стыковались по малым длинам дуг, то полученное кольцо имело наружный диаметр меньший диамет:ра восстанавливаемого отверстия, образуя зазор в сопряжении кольцо-отверстие. При
дальнейшей запрессовке к;гановые вкладыши, перемещаясь относительно друг друга по клиновым стыкам, увеличивали диаметр кольца, выбирая зазор, за счет их радиального
смещения V, и Vj. При достижении беззазорного сопряжения дальнейшая запрессовка приводила к созданию натяга в сопряжении, тем самым надежно фиксируя кольцо в отверстии.
С целью уменьшения удельного давления в стыке за счет увеличения площади контакта концы полос в поперечном сечении А -А выполнялись под углом -С1ге(§ если нет необходимости в уменьшении удель5 ного давления, то а 90°. Причем, в первом случае стык получался беззазорный, во втором с зазором по наружному диаметру кольца.
Восстановление со смещением координаты оси предварительной расточки отверстия, т.е. предварительная расточка велась со смещением координаты на величину С- После запрессовки вкладышей производили черновую, а затем чистовую окончательную расточки, по заданной техническими условиями координате. Таким образом, ось расточенного в составном кольце отверстия будет расположена эксцентрично относительно оси предварительного расточенного отверстия в корпусе детали, при зтом стыки вкладышей располагали в утолщенной части составного кольца. .
В результате использования предложенного изобретения в 6-8 раз снижаются затраты на технологическую оснастку, повышается
надежность и ремонтоспособность узла, а также появляется возможность применения материалов в широком диапазоне механических свойств.
Формула изобретения
Способ восстаЯовления внутренних цилиндрических поверхностей, заключающийся в том, что на поверхность предварительно расточенного отверстия и наружную поверхность тонкостенного вкладыша наносят клеевой состав, устанавливают тонкостенный вкладыш в указанное отверстие путем его запрессовки и подвергают вкладыш окончательной обработке, отличающийся тем, что, с целью повьш1ения качества восстанавливаемой поверхности, предварительную расточку восстанавливаемого отверстия ведут со смещенной осью относительно его геометрической оси, устанавливаемый тонкостенный вкладыш, выполняют в виде двух кольцевых секторов, сопрягающихся по скошенным стыкам, запрессовку производят путем уста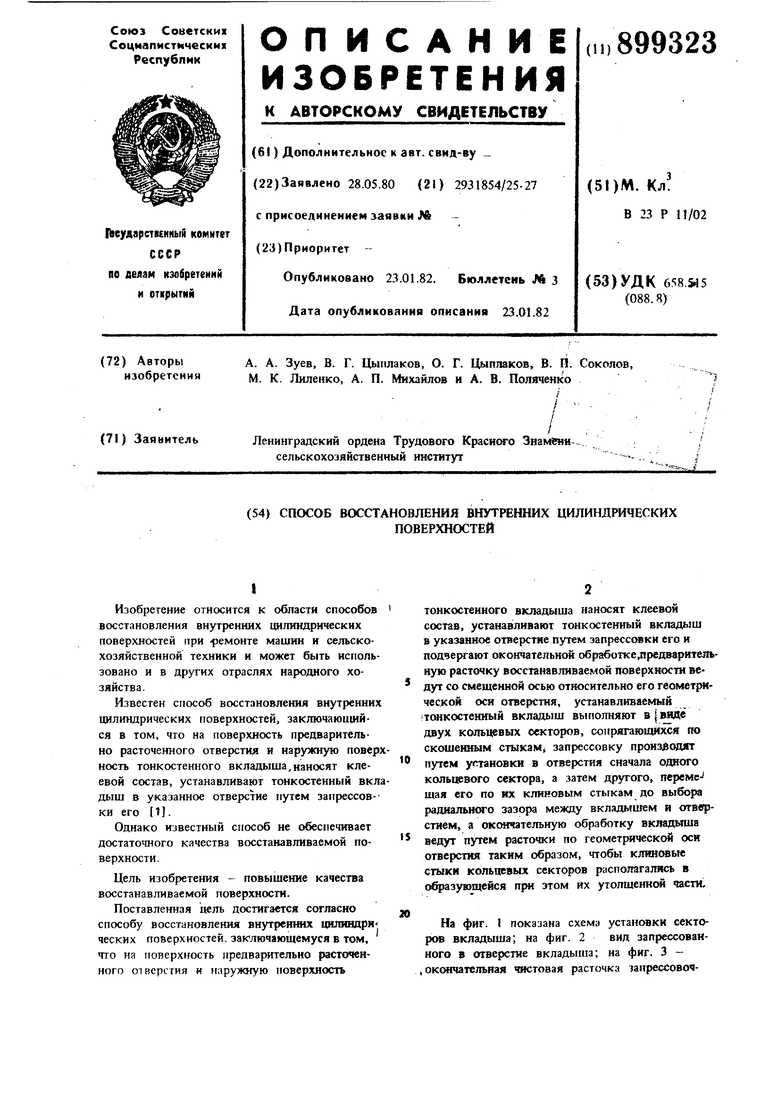
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2005 |
|
RU2319592C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |
| БАШЕННОЕ СООРУЖЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО СЕКЦИЙ | 2002 |
|
RU2244083C2 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2010 |
|
RU2453413C2 |
| Способ восстановления изношенных поверхностей деталей типа валов | 1978 |
|
SU742095A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ДЫМОВОЙ ТРУБЫ | 2002 |
|
RU2235175C2 |
| Способ восстановления изношенных деталей | 1990 |
|
SU1791090A1 |
