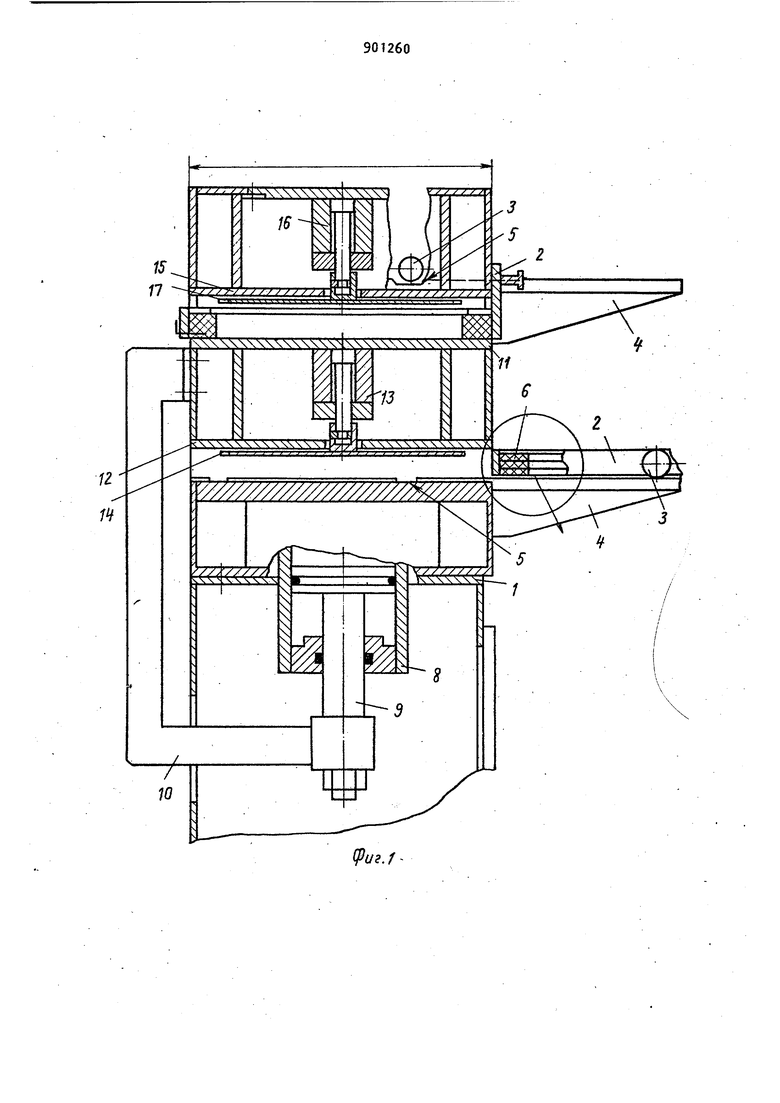
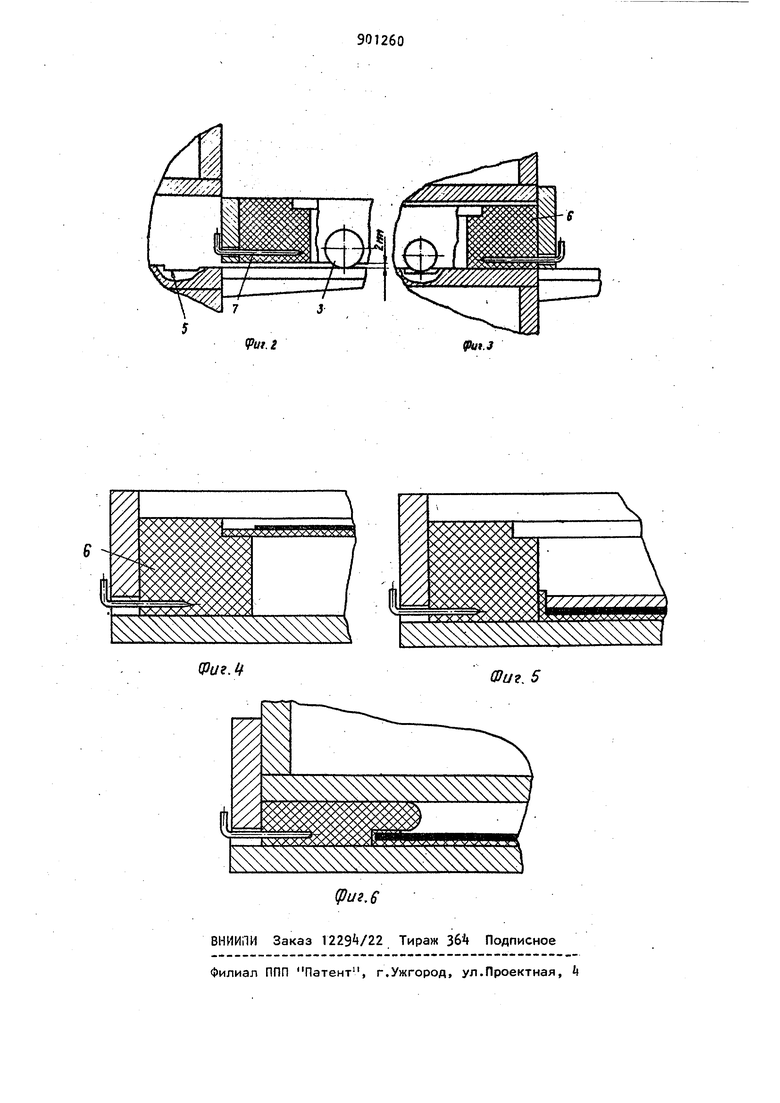
Изобретение относится к легкой промышленности, в частности к устроиствам для обработки краев деталей кожгалантерейных изделий. Известно устройство для загибки краев деталей кожгалантерейных изделий, содержащее остов, матрицу с деформирующимся элементом, пуансон и привод СП. Недостатком известного устройства является неудобство укладки деталей в матрицу и необходимость наличи механизма выталкивания обработанной детали. Цель изобретения - повышение удоб ства эксплуатации. Указанная цель Достигается тем,что устройство имеет направляющие,закрепленные наостове, а матрица выполнена в виде рамы, имеющей средство для крепления деформирующегося элемента и опоры качения, установленные на направляющих, при этом направляющие имеют в зоне загибки углубления для опор качения. На фиг.1 показано устройство, общий вид; на фиг.2 и 3 матрица в выдвинутом и рабочем положениях; на фиг. - 6,- положения заготовки детали в процессе загибки. Устройство содержит остов 1, на котором размещены верхняя и нижняя матрицы 2, каждая из которых представляет собой раму с опорами 3 качения. Остов 1 имеет направляющие 4 с углублениями 5 для опор 3 качения в зоне загибки. Внутри каждой матрицы уложена деформирующаяся резина 6, состоящая из нескольких слоев, верхний из которых является центрирующим. Для удерживания резины в матрицах служат игг На станине 1 закреплен гидроцилиндр 8, Титок 9 которого связан посредством траверсы 10 с подвижной плитой 11, верхняя поверхность
которой служит опорой для верхней матрицы, а нижняя - нажимной частью пуансона 12 для нижней матрицы. Среднее положение плиты 11 обеспечивает ся золотником, запирающим.в обесточен ном состоянии обе полости гидроцилиндра.
В подвижной плите 11 уотановлен гидроцилиндр 13, шток которого соединен с заталкивающей частью пуансона 14.
К остову 1 крепится нажимная часть пуансона 15 для верхней матрицы и гидроцилиндр 16, шток которого соединен с заталкивающей частью 1/ верхhie го пуансона.
Устройство работает следующим об,разом..
В центрирующей слой деформирующейся резины 6 верхней матрицы укладывают заготовку, затем матрицу задвигают в зону загибки, при этом опоры 3 качения попадают в углубления 5, благодаря чему нижняя поверхность матрицы ;i и; резины 6 опирается на поверхность плиты 11. Срабатывает заталкивающая часть 17 верхнего пуансона, происходит вдавливание заготовки во внутрь реаины 6 и загибка ее краев на 90. Зэтем заталкивающая часть 17 пуансома возвращается в ис;Ходное положение и благодаря усилию, развиваемому гидроцилиндром 8,
происходит сжатие резины 6 и загиб- . ка детали. Деталь остается лежать на поверхности плиты 11, а при выкатывании матрицы из зоны загибки выпадает под действием собственного веса.
Загибка детали в нижней матрице осуществляется аналогично загибке в-верхней матрице.
Формула изобретения
Устройство для загибки краев деталей кожгалантерейных изделий, содержащее остов, матрицу с деформирующимся элементом, пуансон и привод, отличающееся тем, что, с целью повышения удобства эксплуатации, оно имеет направляющие, закрепленные на остове, а матрица выполнена в виде рамы, имеющей средство для крепления деформирующегося элемента и опоры качения, установленные на направляющих, при этом направляющие имеют в зоне загибки углубления для опор качения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 150382, кл. В 68 F 1/00, 1956.
Y//////////////////////// ///
(риг. f 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загибки краев деталей | 1976 |
|
SU579219A1 |
| Устройство для загибки краев деталей | 1988 |
|
SU1563667A1 |
| Рабочий ротор | 1976 |
|
SU632457A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Устройство для загибки краев деталей кожгалантерейных изделий | 1979 |
|
SU870353A1 |
| Устройство для загибки краев детали кожгалантерейного изделия с одновременной фиксацией загнутых краев токами высокой частоты | 1981 |
|
SU1002228A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2013161C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Способ забортовки и приклейки кромок по контуру у деталей, например велосумок, и пресс-форма для его выполнения | 1956 |
|
SU150382A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |