Способ выемки из форм изделий из схватывающихся материалов при помоши сжатого воздуха известен. BiiieMKa из форм изделий из схватывающихся материалов, например оетонных, имеющих большую площадь при малой тоотщине, представляет собой сложную техническую задачу вследствие сцеплепия материала с формой и сил вакуума, возникающих при отрыве при ограниченном прогибе элементов.
Для отрыва от формы при распалубке сравнительно небольищх ребристых плит (площадью до 10 м). изготовляемых п бетонных матрицах, применяется сжатый воздух, который подводится к центру дниИ1а матрицы. Для передачи давления воздуха на большую площадь отрываемого элемента и уменьшения при этом давления воздуха выходное отверстие заканчивается небольщим раструбом (диаметром 8--10 ог). Для того, чтобы бетон при укладке не испада.т в раструб, последпиГ перекрывают металлической крышкой. При подвижных металл1 ческпх формах эта задача решается путем оборудования днища формы cepneii механических толкателей в виде гидравлических домкратов.
Указанные методы дают сосредоточенную нагрузку большой ве/иь чины и не могут быть применеп.ы для отрыва топких плит с огранпчепni iM прогибом. Наличие домкратов или раструбов и системы т Пбопроводов делает форму громоздкой, тяжелоГ п дорогой.
Предлагаемы способ выемки пз форм изделий из схватываюищхся материалов при помопи сжатого воздуха позволяет легко производить выемку изделий и дает возможность извлекать тонкостепные изделия без повреждений
Этот способ отличается тем. что для равномерной передачи давления на изделия поверхность формы покрывают тонким слоем песка и поверх пего пленкой из эластичного материала, а сжатый воздух подводят через отверстия в стенке формы непосредственно в указанньп слой. Песок применяется отсеянны. фракции, с крупностью зе№ 90129
рен около 1мм. В качестве эластичной пленки может применяться пергамин или иной, подобный ему, материал. В стенках формы устраиваются стБеретия для подачи сжатого воздуха. Песчаный слой. пок зытый эластичной пленкой, укладывается в фор.му до укладки армат ры и бетонирования.
Подвод возду.ха осуществляется следующнм путем. При значительной толщине формы (10--15 м,м) устраивается резьбовое гнездо, в которое при распалубке ввинчивается иаконечнпк шланга-штуцер. Рез1збовое гнездо сверлится но диаметру HjTynepa, но только на часть толщины днища, а в остальной части тела ,а, с целью исключения возможности нродавливания эластичной нленки бетоно.м, сверлятся 3-4 отверстия диаметром 3-4 мм. При малых толншнах фор.мы (5-10 мм) вместо нарезного иггуцера ирименяется вакуум-штуцер, конструкция которого описана ниже.
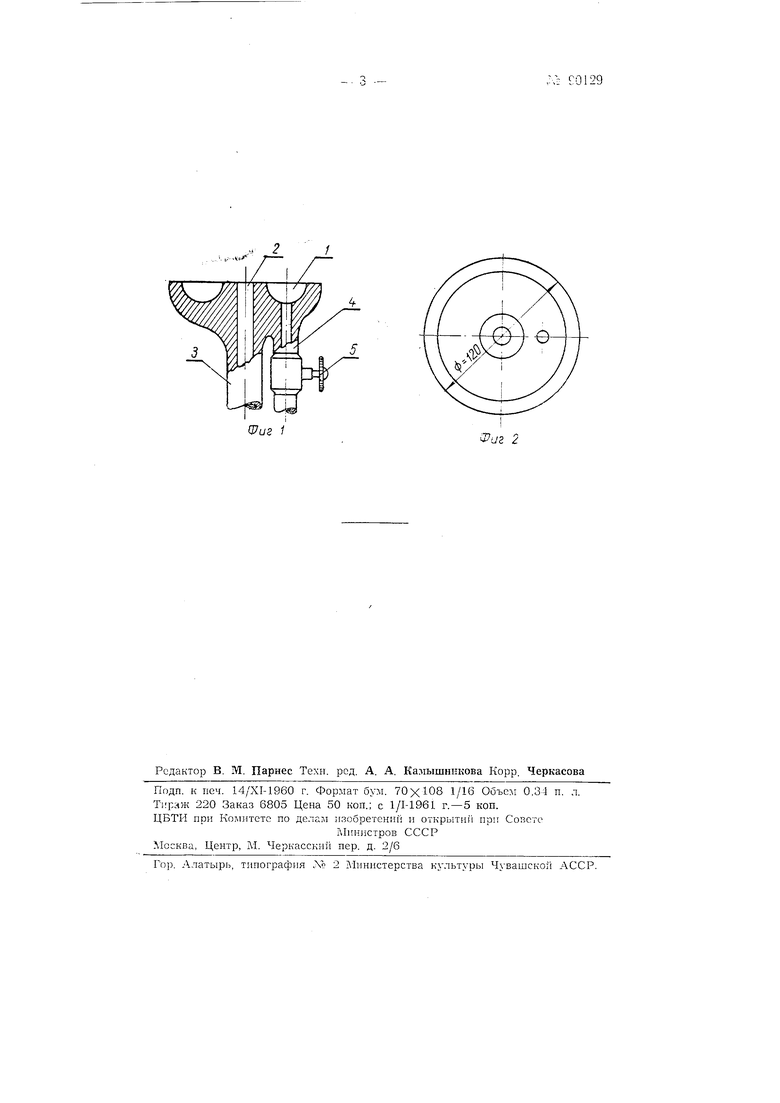
На фиг. 1 изображен вакуум-п1туцер, в иродольном разрезе; на фнг. 2-вакуум-штуцер в нлане.
Вакуум-щтуцер отливается из резины с диу.мя патрубками для щлангоБ. В нрнсосной части штуцера имеется концентрнческое углубление /. В центре npHCOciioii части штуцера имеется отверстие 2 д.тя подачи сжатого воздуха. С наружной стороны штуцер имеет два патрубка: натрубок 3 для иодсоединения шланга сжатого воздуха и патрубск 4 с краном 5 для подсоединения шланга вакуум-насоса.
Выемка из форм изделиГ|, как нравило, нронзводнтся в определенном месте (на стенде нлн поворотной платформе), обеспечивающем свободный доступ рабочего к форме. В этом же месте ироизводится нодвод сжатого воздуха и имеется вакуум-насос и необходимое количество шлангов.
Вакуум-щтуцер прижимается к ({)орме в центре относительно нмеющегося в ней отверстия для нодвода сжатого воздуха, после чего открывается кран 5. После установки всех штуцеров общи.м вентилем ггодается сжатый, воздух в слой песка и иронзводят отрыв 1-13де.тня от формы.
Предмет изобретения
Снособ выемки из форм изделий из схватывающихся .материалов при помощи сжатого воздуха, отличающийся те.м, что для равномерной подачп давления на поверхность нзделнй поверхность форм покрывают тонким слоем песка и поверх него иленкой из эластичиого материала, а сжатый возду.х нодводят через отверстня в стенке формы непоередственно в этот слоГк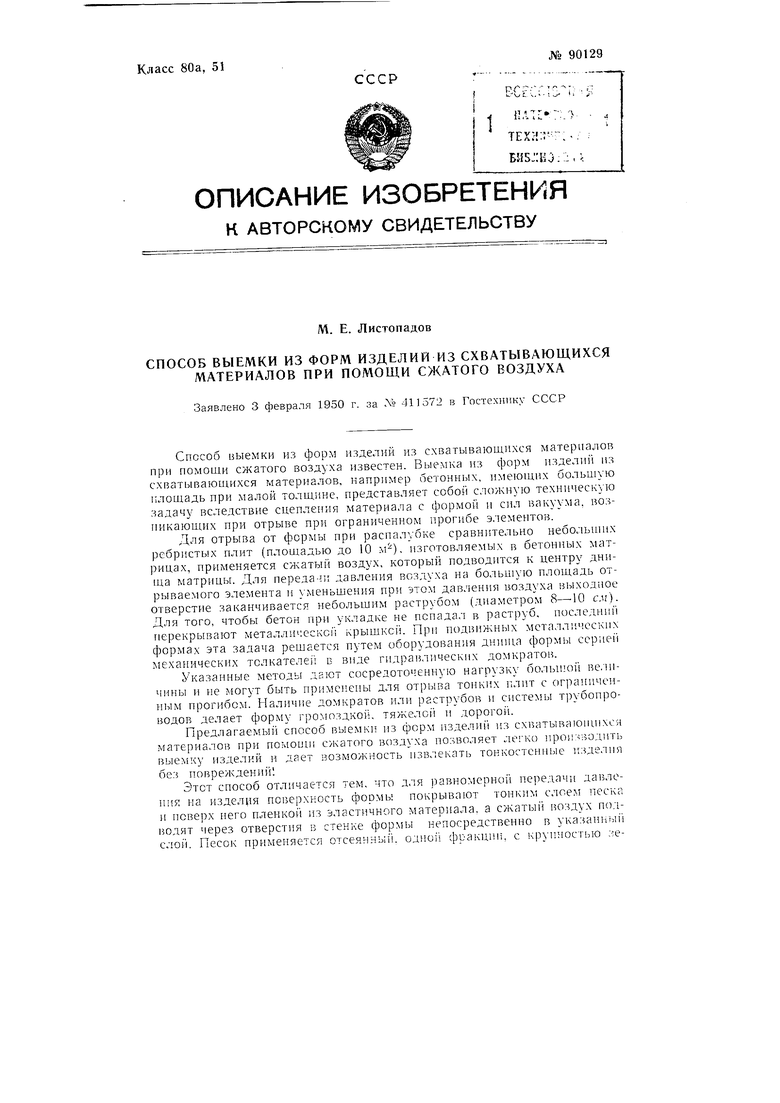
| название | год | авторы | номер документа |
|---|---|---|---|
| Надувной пустотообразователь | 1987 |
|
SU1512774A2 |
| ЗНАЯАвторы::.-:-• | 1973 |
|
SU388888A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1972 |
|
SU331900A1 |
| Устройство для закладки пустот | 1977 |
|
SU735806A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1186358A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| СБОРНО-РАЗБОРНЫЙ НАСТИЛ ВРЕМЕННЫХ ДОРОГ | 1964 |
|
SU166725A1 |
| Распылительный пистолет для двухкомпонентных материалов | 1985 |
|
SU1395381A1 |
| Опока для вакуумной формовки | 1989 |
|
SU1759526A1 |
| ПНЕВМАТИЧЕСКИЙ РАСПЫЛИТЕЛЬ | 1963 |
|
SU155419A1 |