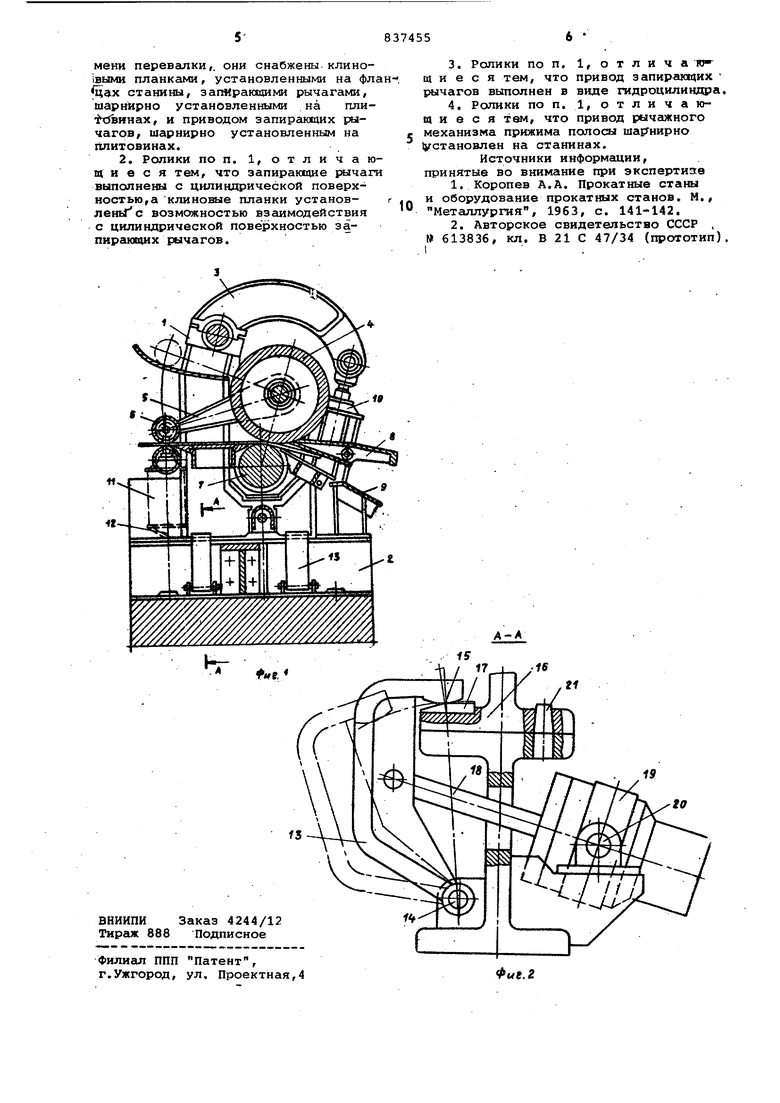
Изобретение относится к обработк металлов давлением и может быть использовано при производстве листо вого материала для сматывания горяч катанных рулонов. Известны тянущие ролики моталки горячей полосы, содержащие станины, закрепленные при помсяци болтов к ко пусу моталки, в станинах смонтирова ны два тянущих ролика, верхний и ниж ний с возможностью регулировки зазо ра между роликами в зависимости от толщины сматываемой полосы, и направления ее для сматывания на еледующую моталку. Причем исполнительный механизм подъема верхнего ролик установлен в верхних траверсах, кото рые крепятся к станинам при помощи болтов или шпилек.Тянущие ролики моталки предназначены для приема полосы и задачи ее между формирующим роликом и барабаном, а также для создания натяжения на участке тя нущие ролики - барабан при выходе заднего конца полосы из последней чистовой клети i. Недостаток этих роликов состоит в том, что их станины крепятся к стационарной части моталки при помощи крепежных болтов или шпилек. Так как состояние рабочей поверхности тянущих роликов оказывает существенное влияние на качество поверхности полос, то возникает необходимость демонтировать тянущие ролики для переточки, роликов. Например, по данным Ново-Липецкого металлургического завода на НШПС 2000 средняя нараг ботка между переточками роликов составляет 29-30 дней. Для перевалки тянущих роликов демонтируют последовательно траверсы с пневмоцилиндрами, проводки передние и задние, верхние и нижние тянущие ролики. Подготовленный комплект роликов монтируется в обратной последовательности бригадой из 4-5 высококвалифицированных слесарей в течение 6-8 ч. Следовательно, это время стан простаивает, что снижает его производительность . Известны также тянущие ролики моталки горячей полосы, содержащие плитовины, закрепленные на них станины с фланцами, смонтированные в станинах верхний и нижний ролики, направляющую проводку, механизм для регулирования зазора, рычажный механизм прижима полосы с приводом L2J Недостаток таких роликов - длител ное время перевалки для переточки роликов, что снижает производитель,ность стана. и-9обретения - повышение производительности путем сокращения вре мени перевалки. Эта цель достигается тем, что они снабжены клиновыми планками, установ ленными на фланцах станины, запирающими..рычагами , шарнирно установленнами на плитовинах,и приводом запирающих рычагов, шарнирно установленным на плитовинахзапирающие рычаги выполнены с цилиндрической поверхность а клиновые планки установлены с возможностью взаимодействия с цилиндрической поверхностью запиранвдих рычагов; привод запирающих рычагов выполнен в виде гидррцилиндра; приво рычажного механизма прижима полосы шарнирно установлен на станинах. На фиг. 1 изображены тянущие роли ки, общий вид; на фиг. 2 - разрез А-А на фиг. 1. . Тянущие ролики содержат станины 1, закрепленные на плитовинах-2, качающиеся рычаги 3, несущие верхний ролик 4, на оси которого шарнирно закреплен при помощи рычагов 5 допол нительный прижимной ролик б, нижний ролик 7, установленнЕЛй в проеме стаНЙ.Н. К верхнему и нижнему роликам примыкают направляющие проводки 8 и 9. Привод рычагоз-верхнего и пряжимного роликов осуществляется пневмоцилиндрами 10 и 11, корпуса которых крепятся к станинам при помощи шарниров 12. Станины крепятся к плитовинам при помоди запиракадих рычагов 13. Запирающие -рычаги 13 крепятся при помощи шарнира 14 к плитовинам, а цилиндрической поверхностью 15 опи раются на фланцы 16 нижней плоскости станин посредством клиновых сменных планок 17, рабочие поверхности котор выполнены так, что с траекторией образуквдей цилиндрической поверхност 15 составляют угол малоотличный от нуля, а с пересечением линии, соединяюцей ось шарнира 14 и центр цилинд рической поверхности 15 образуют сме ные прямые углы. При достигается эффект самозапирания, даже при отсутствии в звене 18 тягового усилия-. Тяговое и запираюи ее усилия на-ходятся в одной плоскости, перпенди1 улярнрй образующей цилиндрическо опбрной плоскостк 15, оси шарнира l и оси присоединительного шарнирного ьвена переменной длины 18.Привод зап рагацих рычагов осуществляется от зве на переменной длины 18 штока гидроцилиндра, корпус 19 которого при -помощи шарнира 20 установлен на плитовинах 2. На верхней опо ной плоскости плитовины , закреплены направляющие штифты 21 для иксации сменных комплектов станины в горизонтальном направлении. Устройство работает следующим обазом. При смене комплекта станин с тянуими роликами, подлежащими замене по остоянию рабочей поверхности, не обходимо предварительно отсоединить риводы вращения тянущих роликов и подводы пневмоцилиндров 10 и 11. Затем включением гидроцилиндров запирающие рычаги 13 проворачивают вокуг шарнира 14-до освобождения цииндрическими поверхностями 15 клиновых сменных планок 17. . При крайнем положении запирающих рычагов обеспечивается свободный подъем комплекта станин 2 со смонтированными на них узлами. Комплект станин поднимается грузоподъемным устройстврм и перемещается к ремонтному стенду. При установке сменного комплекта станин с новыми или переточенными тянущими роликами флнацы 16 нижней плоскости станин ориентируют так, чтобы имеющиеся в них отверстия совпали с соответствукадими им направлякяцими штифтами 21, закрепленными на верхней плоскости плитовин. После установки сменного комплекта станин включается гидроцилиндр привода запирающих рлчагов на обратный ход и при упоре цилиндрической поверхности 15 в клиновые планки 17 фланцы 16 нижней плоскости станин прижимаются запирающим усилием к ппитовинам. Сила трения и направляющие штифты 21 при этом фиксируют сменные комплекты станин от смещения в горизонтальном направлении. Затем к тянущим роликам присоединяется привод вращения, а к пневмоцилиндрам - подпод энергонос:ителя. Перевалка роликов закончена и устройство готово для приема полосы и задачи ее между формирующими роликами и барабаном моталки. экономическая эффективность заключается в том, что сокращается время перевалки тянущих poликoв что способствует повышению производительности стана. Ожидаемый экономический эффект составляет 890515 руб. Формула изоб)етения 1. Тянущие ролики моталки горячей полосы, содержащие плитовины, закрепленные на них станины с фланцами, смонтированные в станинах верхний и нижний ролики, направлякадую проводку, механизм для регулирования зазора, рычажный механизм прижима полосы с приводом, отличающиеся тем, что, с целью повышения производительности путем сокращения вре
| название | год | авторы | номер документа |
|---|---|---|---|
| Тянущие ролики моталки горячей полосы | 1976 |
|
SU613836A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| ТЯНУЩЕ-ЗАДАЮЩИЕ РОЛИКИ МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 2001 |
|
RU2226440C2 |
| Нятяжное устройство | 1984 |
|
SU1186311A1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| Разделительно-натяжное устройство моталки | 1980 |
|
SU893292A1 |
| Тянущий механизм моталки горячей полосы | 1973 |
|
SU451482A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| МЕХАНИЗМ УСТАНОВКИ ВАЛКОВ | 2003 |
|
RU2235612C1 |
