I
Изобретение относится к обработке металлов давлением, в частности к способам калибрования отверстий в машиностроении.
Наиболее близким по технической сущности к предлагаемому является способ калибровки отверстий в деталях путем раздачи инструментом типа дорна П1.
Указанный способ не обеспечивает требуемой точности и малых значений показателей шероховатости поверхности обрабатываемого отверстия тонкостенных неравножестких деталей, так как величина деформации в радиаль.ном направлении, определяющая точность размера, и величина давления между оправкой-дорном и деталью, от которой зависят значения показателей шероховатости, в значительной степени обуславливаются жесткостью обрабатываемой детали в радиальном направлении. Если эта жесткость неравномерна вдоль оси по длине детали,
Т.е. толщина стенки переменна, то различными будут радиальная деформация и удельное давление на обрабатываемой поверхности, а следовательно, будет изменяться пoлyчae йJЙ размер и показатели шероховатости поверхности.
Целью изобретения является повышение точности и качества обрабатываемой поверхности цилиндрических отверстий тонкостенных неравножестких де- талей при холодной обработке металлов давлением путем калибрювэния.
Поставленная цель достигается тем, что в способе калибрования цилиндрических отверстий в деталях путем раёдачм инструментом типа дорна перед раздачей деталь.устанавливают в жесткую обойму с зазором и создают жесткий радиальный подгюр детали по ее длине путем заполнения зазора жмдкоС.тью и последующего ее за 4ораживани«4.
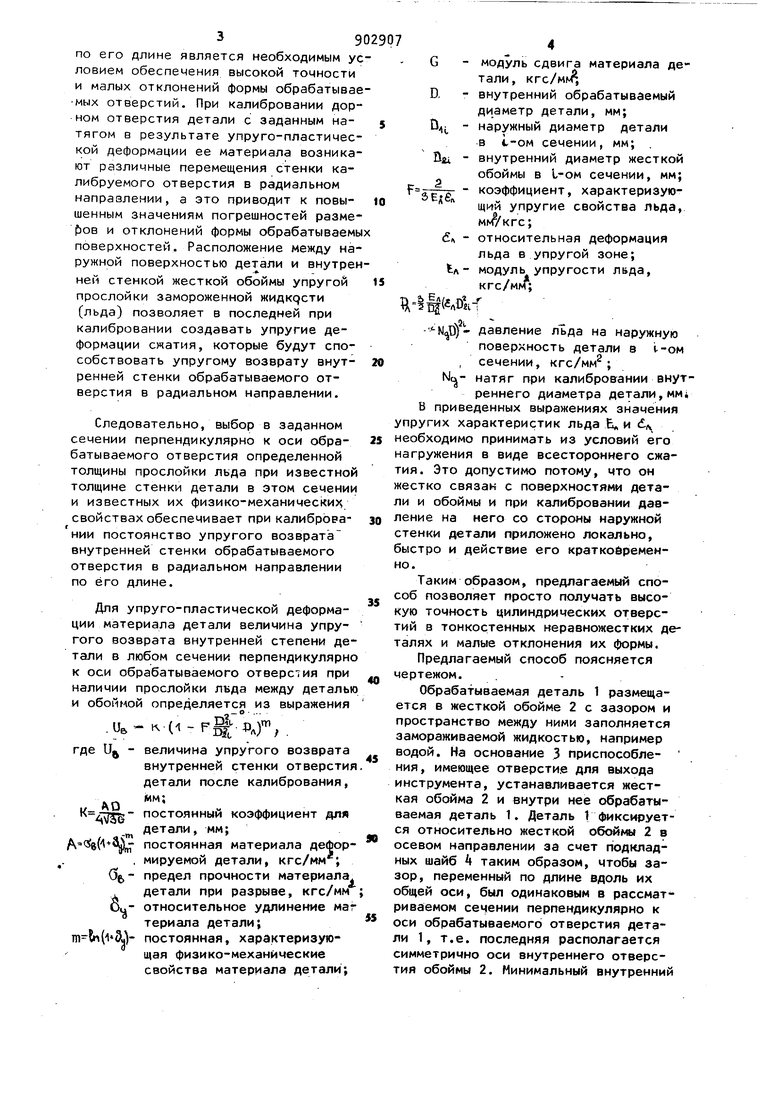
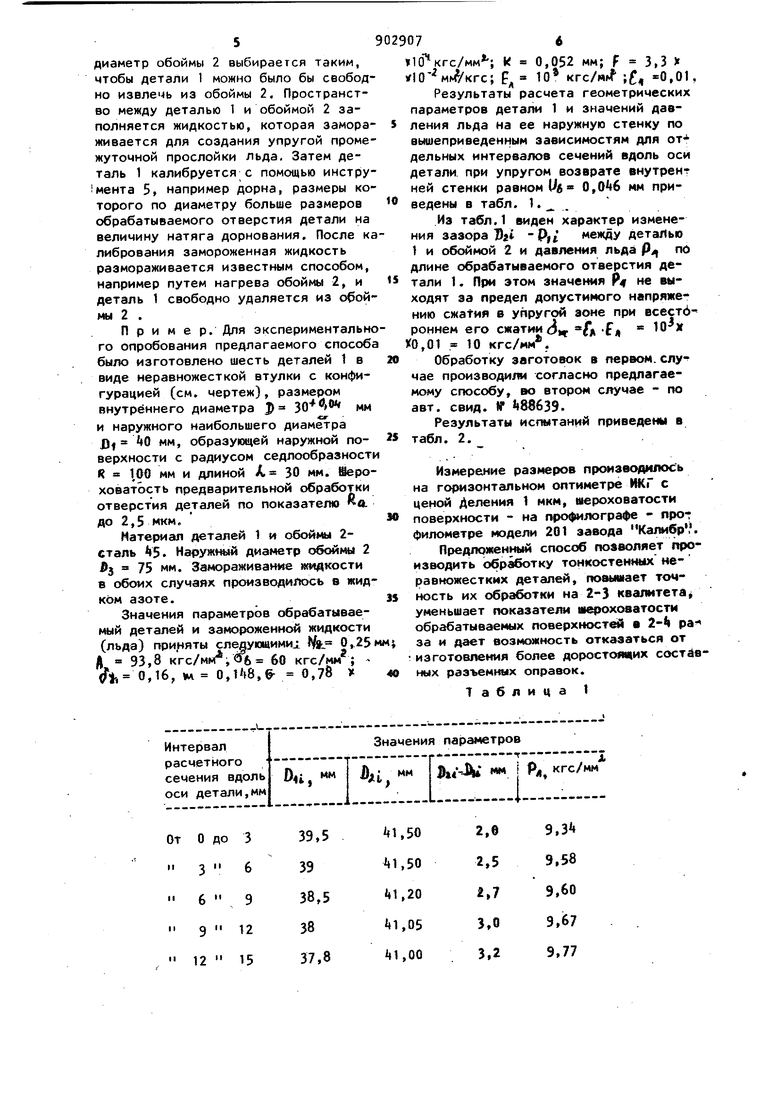
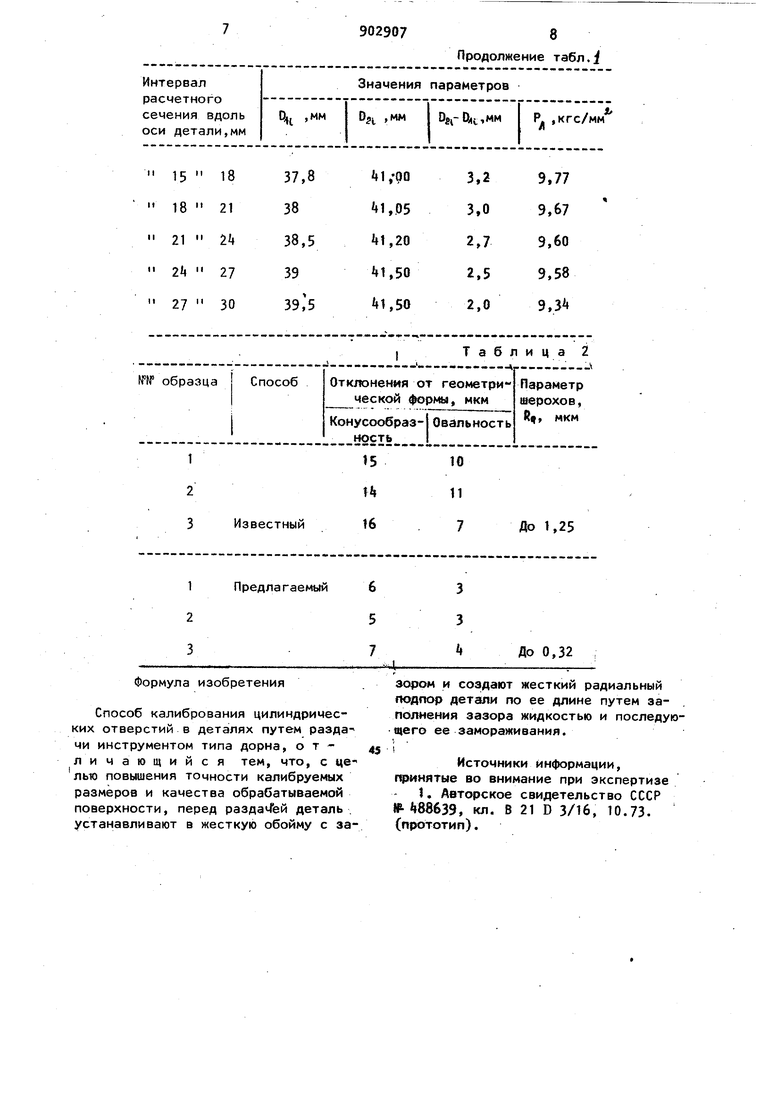
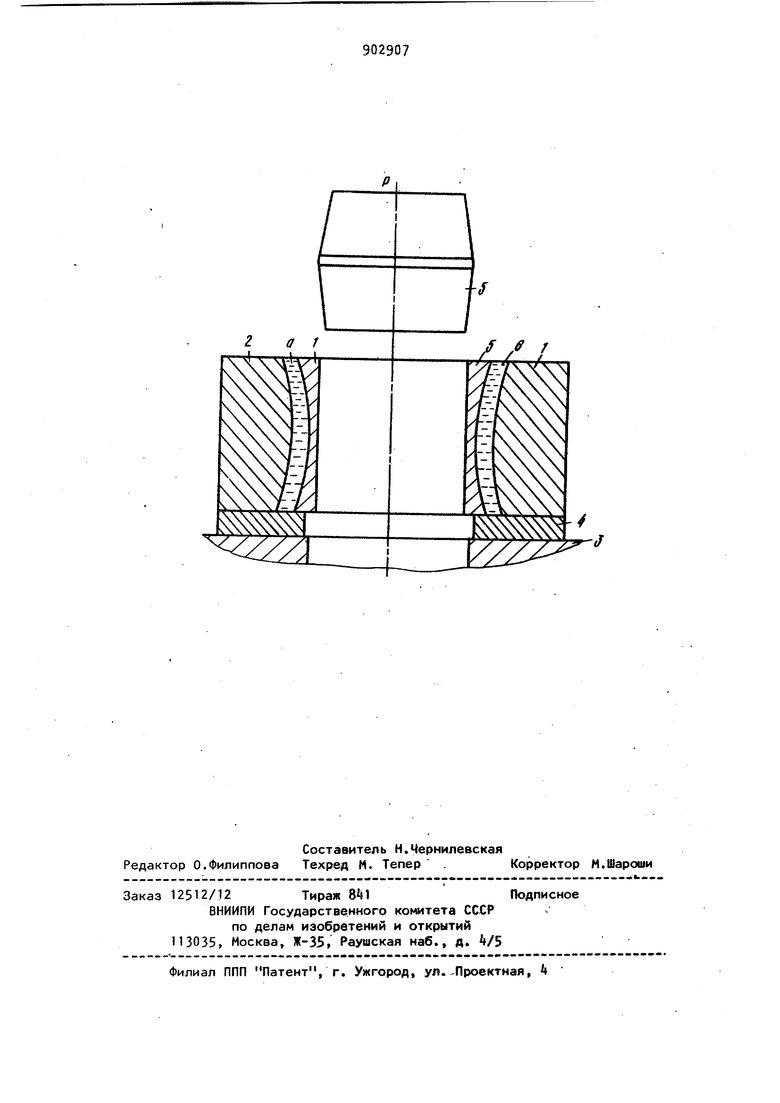
Постоянство упругого возврата внутренней стенки калибруемого отверстия 39 по его длине является необходимым ус ловием обеспечения высокой точности и малых отклонений формы обрабатывае мых отверстий. При калибровании дорном отверстия детали с заданным натягом в результате упруго-пластической деформации ее материала возникают различные перемещения стенки калибруемого отверстия в радиальном направлении, а это приводит к новышенным значениям погрешностей размеf)OB и отклонений формы обрабатываемы поверхностей. Расположение между наружной поверхностью детали и внутрен ней стенкой жесткой обоймы упругой прослойки замороженной жидкрсти (льда) позволяет в последней при калибровании создавать упругие деформации сжатия, которые будут способствовать упругому возврату внутренней стенки обрабатываемого отверстия в радиальном направлении. Следовательно, выбор в заданном сечении перпендикулярно к оси обрабатываемого отверстия определенной толщины прослойки льда при известной толщине стенки детали в этом сечении и известных их физико-механически) свойствах обеспечивает при калиброрании постоянство упругого возврата внутренней стенки обрабатываемого отверстия в радиальном направлении по его длине. Для упруго-пластической деформации материала детали величина упругого возврата внутренней степени детали в любом сечении перпендикулярно к оси обрабатываемого отверстия при наличии прослойки льда между деталью и обоймой определяется из выражения . (i-rg;; fl,f ;, где и - величина упругого возврата внутренней стенки отверстия детали после калибрования, - постоянный коэффициент для детали, мм; (Se( постоянная материала дефор. мируемой детали, кгс/мм ; (5{,- предел прочности материала детали при разрыве, кгс/мм (0ц- относительное удлинение маг териала детали; Tn-tn( постоянная, характеризующая физико-механические свойства материала детали; G - модуль сдвига материала детали, кгс/MNf; D, - внутренний обрабатываемый диаметр детали, мм; И - наружный диаметр детали в 1-ом сечении, мм; . Bii - внутренний диаметр жесткой обоймы в 1-ом сечении, мм; - коэффициент, характеризующий упругие свойства льда, мм/кГС; - относительная деформация льда в упругой зоне; Ьл- модуль упругости льда, кгc/м f; lfMl- N jD)- давление льда на наружную поверхность детали в 1-ом , сечении, кгс/мм ; Ntj- натяг при калибровании внутреннего диаметра детали, мм; В приведенных выражениях значения упругих характеристик льда Е и бл необходимо принимать из условий его нагружения в виде всестороннего сжатия. Это допустимо потому, что он жестко связан с поверхностями детали и обоймы и при калибровании давление на него со стороны наружной стенки детали приложено локально, быстро и действие его краткобременно. Таким образом, предлагаемый способ позволяет просто получать высокую точность цилиндрических отверстий в тонкостенных неравножестких деталях и малые отклонения их формы. Предлагаемый способ поясняется чертежом. Обрабатываемая деталь 1 размещается в жесткой обойме 2 с зазором и пространство между ними заполняется замораживаемой жидкостью, например водой. На основание 3 приспособления, имеющее отверсти.е для выхода инструмента, устанавливается жесткая обойма 2 и внутри нее обрабатываемая деталь 1. Деталь 1 фиксируется относительно жесткой обоймы 2 в осевом направлении за счет подкладных шайб 4 таким образом, чтобы зазор, переменный по длине вдоль их общей оси, был одинаковым в рассматриваемом сечении перпендикулярно к оси обрабатываемого отверстия детали 1, т.е. последняя располагается симметрично оси внутреннего отверстия обоймы 2. Минимальный внутренний 5 диаметр обоймы 2 выбирается таким, чтобы детали 1 можно было бы свободно извлечь из обоймы 2. Пространство между деталью 1 и обоймой 2 заполняется жидкостью, которая замораживается для создания упругой промежуточной прослойки льда. Затем деталь 1 калибруется с помощью инструiмента 5, например дорна, размеры которого по диаметру больше размеров обрабатываемого отверстия детали на величину натяга дорнования. После ка либрования замороженная жидкость размораживается известным способом, например путем нагрева обой 2, и деталь 1 свободно удаляется из обоймы 2 . Пример. Для экспериментально го опробования предлагаемого способа было изготовлено шесть деталей 1 в виде неравножесткой втулки с конфигурацией (см, чертеж), размером внутреннего диаметра J) мм и наружного наибольшего диаметра JQ ЦО мм, образующей наружной поверхности с радиусом седлообразности R 100 мм и длиной Х 30 мм. Шероховатость предварительной обработки отверстия деталей по показателю о. до 2,5 мкм. Материал деталей 1 и обоймы 2еталь 45 Наружный диаметр слоимы 2 3 75 мм. Заж раживание н 1дкости в обоих случаях производилось в жидком азоте. Значения параметров обрабатываемый деталей и замороженной жидкости (льда) приняты cлeдyющимиJ %. 0,25м А 93,8 кгс/мм, еГб 60 кгс/мм ; , 0,16, W 0,,6- 0,78 X 07 , nld Kfc/MM -; К 0,052 мм; f 3,3 irlO Mi Krc; F а 10 Krc/Mff ;f, 0,01, Результаты расчета геометрических параметров детали 1 и значений давления льда на ее наружную станку по вышеприведенным зависимостям для отдельных интервалов сечений вдоль оси детали, при упругом возврате внутрент ней стенки равном U « 0,Qk6 мм приведены в табл. 1. Из табл.1 виден характер изменения зазора 7)2 Pit между деталью 1 и обоймой 2 и давления льда Р по длине обрабатываемого отверстия детали 1. При этом значения Й4Г не выходят за предел допустимого напряжению сжатия в упругой зоне при всестб 3- Л -Р. 10 роннем его сжатии 3 f -f. О,01 10 кгс/мм. Обработку заготовок в первом, случае производили согласно предлагаемому способу, во втором случае - по авт. свид. (Г 1 88б39. Результаты испытаний приведены в табл. 2. Измерение размеров производилось на горизонтальном оптиметре ИКГ с ценой Деления 1 мкм, шероховатости поверхности - на профилографе - про-г филометре модели 201 завода Калибр .. Предложенный способ позволяет производить обработку тонкостенных неравножестких деталей, повышает точность их обработки на 2-3 квaлитeтaj уменьшает показатели шероховатости обрабатываемых поверхностей а 2-k ра за и дает возможность отказаться от изготовления более дорюстсии их состйвных разъемных оправок. Таблица t
9029078
Продолжение табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| Устройство для пластической калибровки отверстия в детали | 1980 |
|
SU910276A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| Способ накатки зубчатых профилей | 1989 |
|
SU1810195A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| Способ ротационной вытяжкицилиНдРичЕСКиХ дЕТАлЕй | 1978 |
|
SU833341A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
Предлагаемый
Формула изобретения
Способ калибрования цилиндрических отверстий в деталях путем разда чи инструментом типа дорна, отличающийся тем, что, с целыо повышения точности калибруемых размеров и качества обрабатываемой поверхности, перед разда1/ей деталь . устанавливают в жесткую обойму с заТаблица 2
До 0,32
зором и создают жесткий радиальный гюдлор детали по ее длине путем запблнения зазора жидкостью и последующего ее замораживания. I
Источники информации, гфинятые во внимание при экспертизе
I. Авторское свидетельство СССР « W8639, кл. В 21 D 3/16, 10.73. (прототип).
