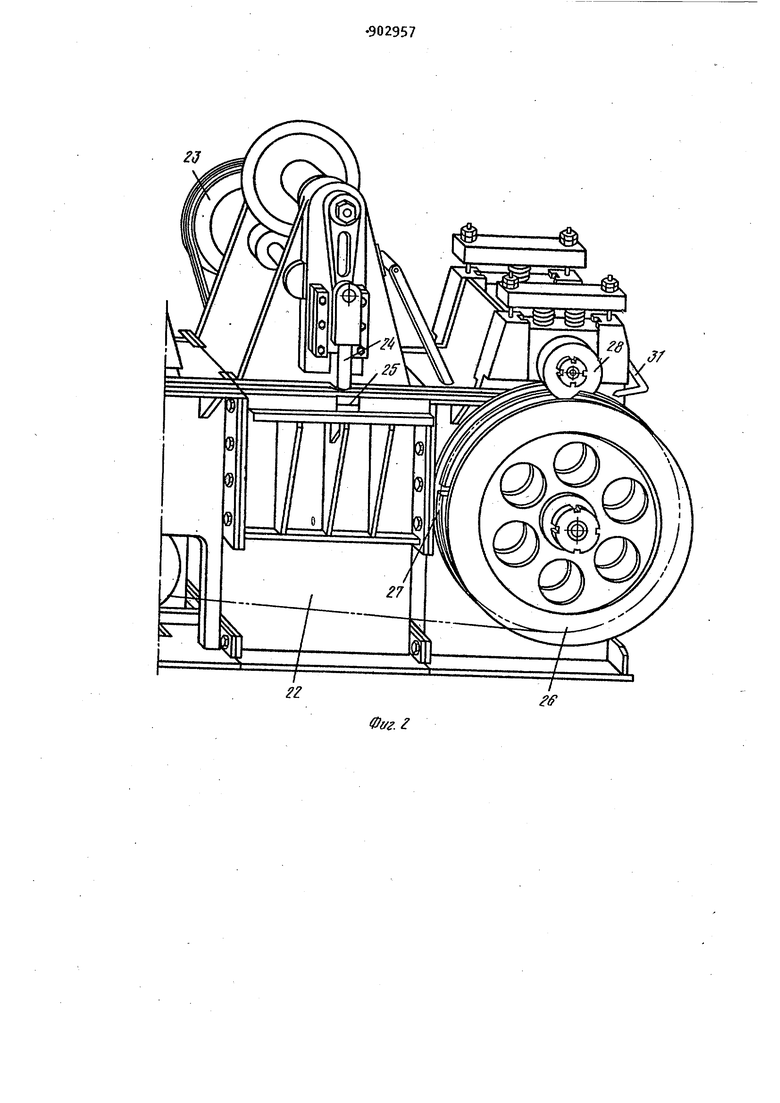
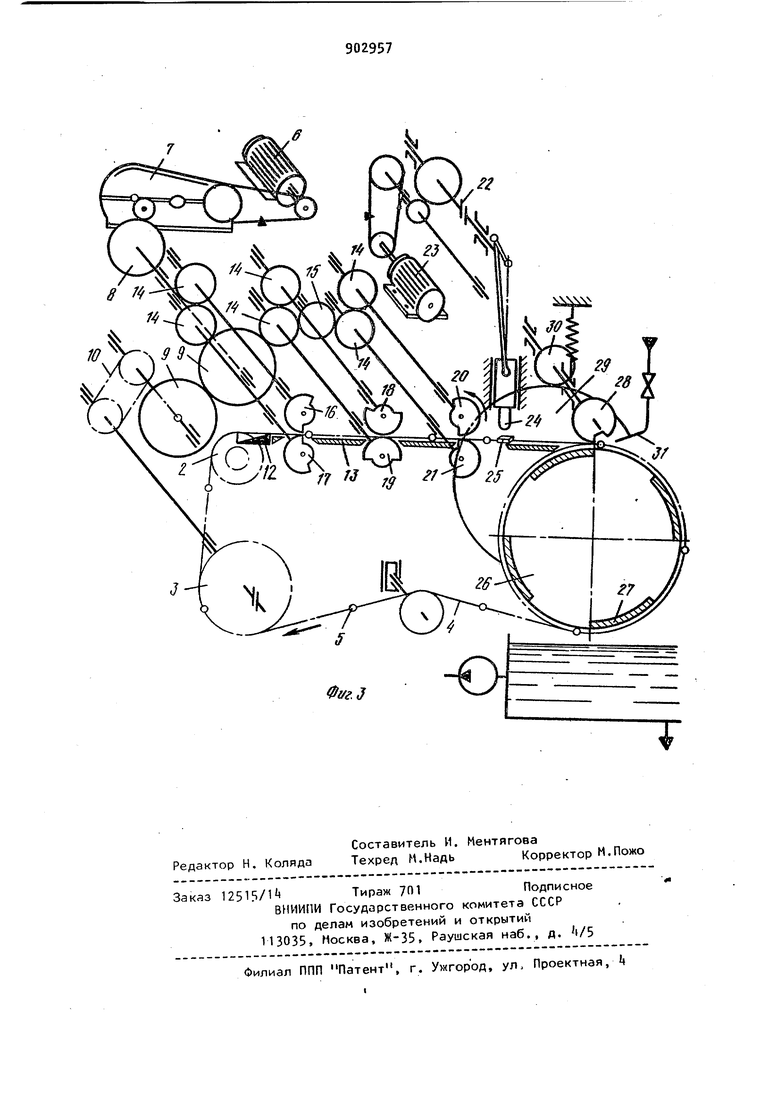
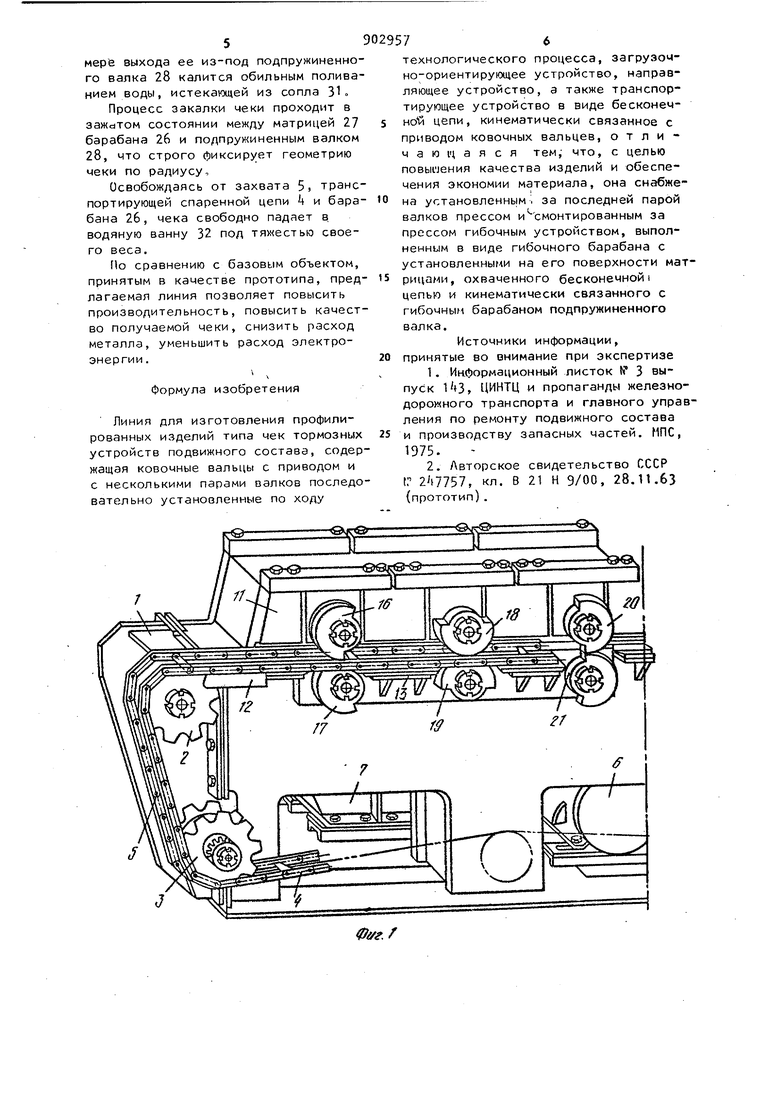
3 ковочные вальцы с приводом и с несколькими парами валков, последовательно установленных по ходу технологического процесса, загруэочноориентирующее устройство, направляю щее устройство, а также транспортирующее устройство в виде бесконечно цепи, кинематически связанное с при водом ковочных вальцев, снабжена установленным за последней парой валков прессом и смонтированным за прессом гибочным устройством, выпол ненным в виде гибочного барабана с установленными на его поверхности матрицами, охваченного бесконечной цепью и кинематически связанного с гибочным барабаном подпружиненного валка. На фиг.1 изображена левая часть предлагаемойлинии в аксонометр 1и на фиг. 2 правая часть предлагаемой линии в аксонометрии; на фиг. 3 кинематическая схема линии„ Она содержит переднюю направляющую 1 со звездочкой 2 и механизмом 3, который служит для передачи движения транспортирующей спаренной це пи k, оснащенной специальными захватами 5 при этом сама нaпpaзляюu aя 1 кинематически связана с главным приводом 6, 7. и входящими приводными зубчатыми колесами 8, 9 посредством цепной передачи 10, вальцы ковочные 11 трехпарные валковые, снабженные загрузочно-ориентирующим устройством 12 и направляющими 13 ДЛЯ продвижения формируемой чеки, зубчатые колеса }Ц, 15, предназначенные для передачи движения н последовательно и в одной оси располо): енные три пары валков, являющих ся основным исполнительным инструментом при вытяжке клина тела чеки. Первая пара валков имеет верхний валок 16 с профилирующим выступом и нижний 17 с ручьем. Вторая пара имее верхний валок 18, снабженный ручьем и нижний валок 19 с профилирующим выступом. Третья пара валков является калибрующей и выполнена по образцу .первой пары, т.е. верхний валок 20 выполнен с профилирующим выступом а нижний 21 снабжен ручьем. Ширина ручья во всех трех парах валков соот ветствует ширине чеки. Линия содержит пресс механический 72 для оОсечки чеки по длине, которы иематически не связан с другими 7 агрегатами линии, имеет индивидуальный привод 23. Исполнительным (рабочим) инструментом пресса 22 является пуансон и матрица 25, а также гибочный барабан 26, кинематически связанный с главным приводом 6, 7 посредством транспортирующей спаренной цепи , оснащенной матрицами 27, радиус которых не соответствует радиусу барабана, и подпрух иненным валком 28, который кинематически связан с барабаном посредством зубчатых колес 29, 30. На станине барабана 26 шарнирно закреплена трубка 31 с соплом для ориентации направления струи воды на чеку при выходе ее из-под подпружиненного валка 28. Под барабаном установлена охладительная ванна 32. . Линия работает следующим образом В загрузочно-ориентирующее устройство 12 вставляют разогретую до температуры ковки заготовку чеки. Заготовка чеки представляет собой отрезок прямоугольной стальной полосы размером 8x20 мм с предварительно отштампованной головкой. Г1ри включении двигателя главного привода 6, 7 через приводные зубчатые колеса 8, 9 вращательное движение посредством зубчатых колес 1 и 15 передается на рабочие сменные валки, соответственно на первую пару 16, 17, вторую 18, 19 и третью пару 20, 21 и через зубчатое колесо 9 и цепную передачу 10 на спаренную транспортирующую цепь k, передавая ей поступательное движение. Линейные скорости рабочих валков 16-21 и спаренной транспортирующей цепи k равны (синхронны). Транспортирующая цепь А, обхватывая все агрегаты, захватывает волокушей 5 из загрузочноориентирующего устройства 12 заготовку чеки и движет ее по направляющим 13 по всем операциям. 16, 17 и вторая 18, 19 пара валков дает полную вытяжку клина тела чеки, а третья пара валков 20, 21 является калибрующей. чека по направляющим 13 следует на обрезку ее по длине на прессе 22. Прижатая чека обрезается по трапециедальному профилю пуансоном , на матрице 25. На барйЬане 2б в матрице 27 уже оттянутая на клин и обрезанная по длине чеко ЗЧгибается по радиусу, и по мере выхода ее из-под подпружиненно го валка 28 калится обильным полива нием воды, истекающей из сопла 31. Процесс закалки чеки проходит в зажатом состоянии между матрицей 27 барабана 26 и подпружиненным валком 28, что строго фиксирует геометрию чеки по радиусу. Освобождаясь от захвата 5, транс портирующей спаренной цепи k и бара бана 26, чека свободно падает в водяную ванну 32 под тяжестью своего веса. По сравнению с базовым объектом, принятым в качестве прототипа, предлагаемая линия позволяет повысить производительность, повысить качество получаемой чеки, снизить расход металла, уменьшить расход электроэнергии . Формула изобретения Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава, содержащая ковочные вальцы с приводом и с несколькими парами валков последовательно установленные по ходу 576 технологического процесса, загруэомно-ориентирующее устройство, направляющее устройство, а также транспортирующее устройство в виде бесконечно-й цепи, кинематически связанное с приводом ковочных зельцев, о т л и ч а ю 1ц а я с я тем, что, с целью повыиения качества изделий и обеспечения экономии материала, она снабжена установленнь1м , за последней парой валков прессом иЧмонтированным за прессом гибочным устройством, выполненным в виде гибочного барабана с установленными на его поверхности матрицами, охваченного бесконечной; цепью и кинематически связанного с гибочным барабаном подпружиненного валка. Источники информации, принятые во внимание при экспертизе 1. Информационный листок N 3 выпуск , ЦИНТЦ и пропаганды железнодороиного транспорта и главного управления по ремонту подвижного состава и производству запасных частей, МПС 1975. 2. Авторское свидетельство СССР : 2 17757, кл. В 21 Н 9/00, 28.11.63 (прототип).
фуг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава | 1985 |
|
SU1428519A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Манипулятор ковочных вальцов | 1980 |
|
SU871956A1 |
| Устройство для изготовления профилированных изделий типа чек тормозных колодок подвижного состава | 1987 |
|
SU1551460A1 |
| Манипулятор ковочных вальцов | 1980 |
|
SU935189A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| Манипулятор ковочных вальцов | 1990 |
|
SU1756012A1 |
| Ковочные вальцы | 1983 |
|
SU1225660A1 |
| Устройство для изготовления путем горячей штамповки чек железнодорожных тормозных колодок | 1957 |
|
SU115610A1 |