Известные устройства для горячей обработки давлением таких массовых деталей как чеки тормозных колодок имеют тот недостаток, что они нридают изделию лишь форму заготовки, а для придания чекам окончательных форм и размеров требуются еще дополнительные операции.
Предлагаемое устройство устраняет этот недостаток тем, что выпускает вполне законченную чеку колодки, требуемых размеров и с соответствующим загибом ее утолщенного конца.
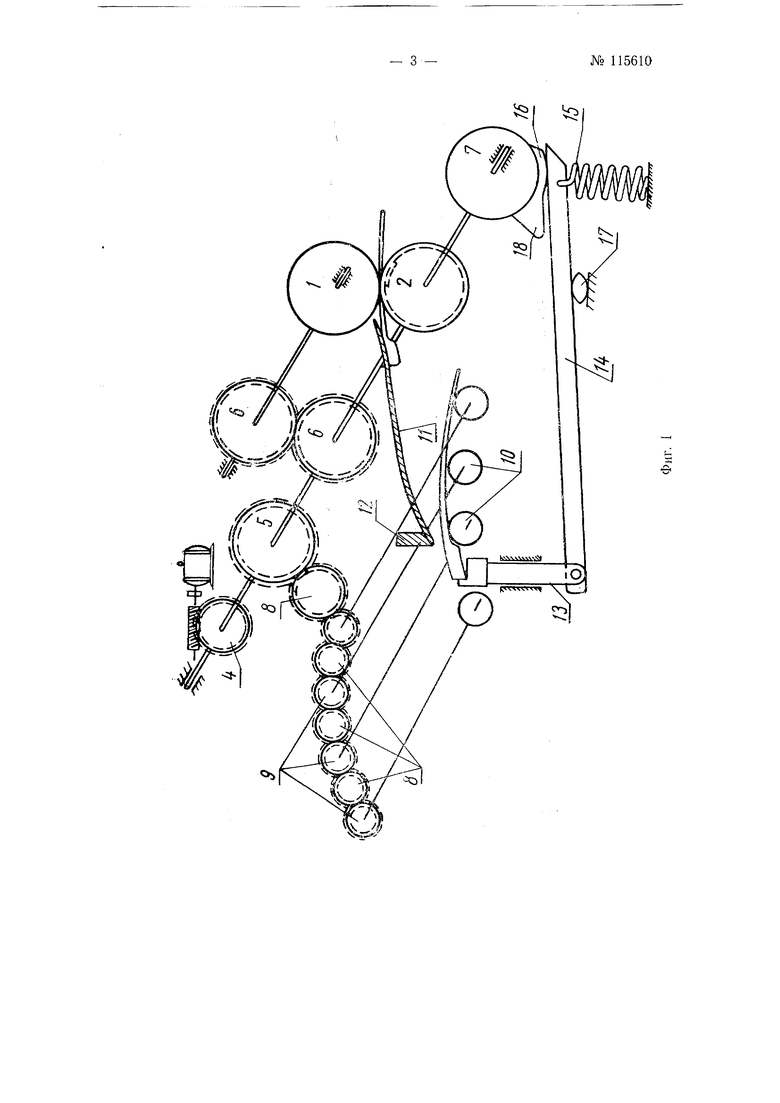
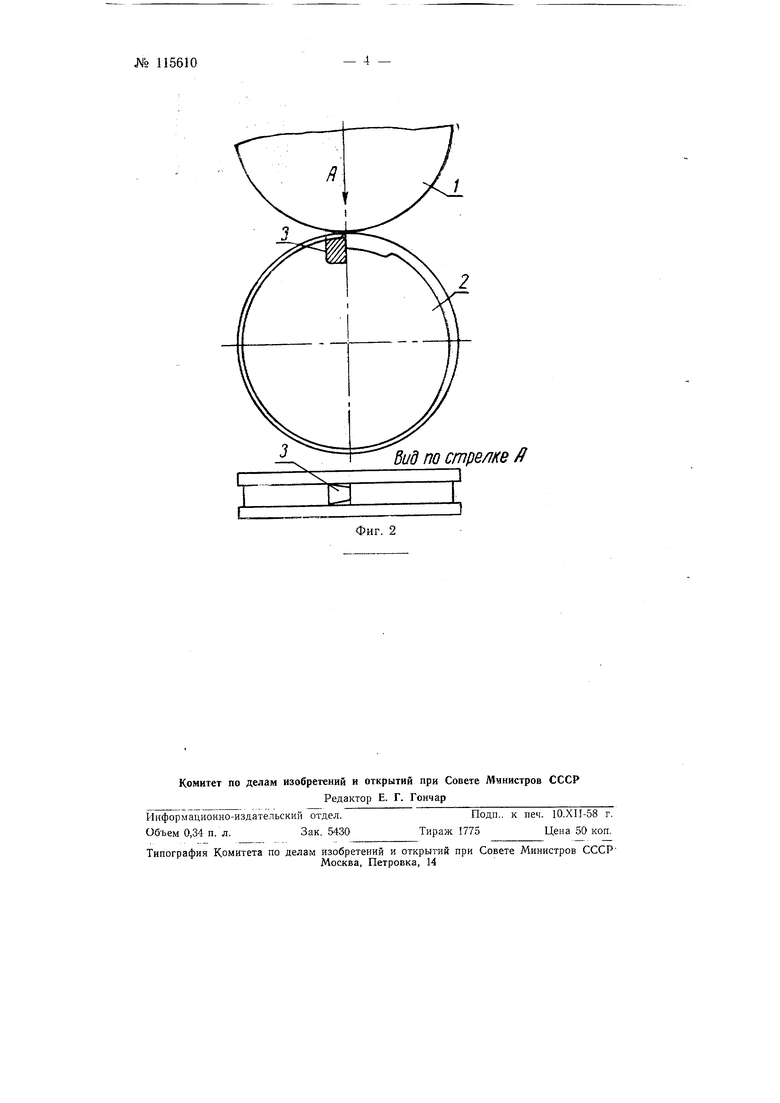
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2- вальцы устройства.
Основными деталями устройства являются вальцы, из которых верхний 1 валок по окружности выполнен гладким, а нижний 2 - в виде ручья, с размерами соответствующими толщине и ширине чеки. Длина ручья равна длине чеки в развернутом виде. При переходе ручья с наименьшего сечения к наибольшему, в валке установлен резец 3, который при полном его обороте отсекает прокатанную длину заготовки чеки и придает ее концу вид трапеции.
Кроме этого, устройство состоит из редуктора 4 с червячной передачей, шестерен 5 и & и кулачковой шайбы 7, сидящих на одном валу с червячным колесом редуктора, четырех паразитных шестерен 8, четырех ведомых шестерен 9, четырех роликов 10, направляющего шаблона (плоскостей) // и 12, пуансона 13, рычага 14 и пружины 15.
При включенном электродвигателе вальцы 1 ii 2 вращаются, и как только резец 3 подходит к верхнему валку, в ручей подводят нагретый до определенной температуры стальной пруток (диаметром 5/8 - по расчету). Пруток, войдя в ручей валка 2, будет принимать форму ручья в соответствии с его размерами. После выхода из валков заготовка под№ 115610
ходит к направляющему шаблону //, имеющему изгиб, равйый радиусу изгиба чеки. При полном обороте вальцев, заготовка принимает форму чеки в развернутом виде, резец отсекает заготовку, последняя попадает на вращающиеся реплики 10. Окружная скорость роликов в два-три раза больще окружной скорости вальцев.
В момент отсекания заготовки, щайба 7 малым кулаком 16 нажимает на рычаг 14 и через опору 17 приподнимает пуансон 13, в верхнюю часть которого упирается заготовка чеки. Затем щайба снова нажимает на рычаг своим больщим кулаком 18 и пуансон, поднимаясь вверх, загибает утолщенный конец чеки по шаблону 12. При дальнейшем вращении щайбы кулак 18 сходит с рычага, а пружина 15, разжимаясь, ставит рычаг и пуансон в нерабочее положение. Три ролика 10 передают готовую чеку на четвертый и последний выпускает ее из устройства.
Предмет изобретения
1.Устройство для изготовления путем горячей штамповки чек железнодорожных тормозных колодок, выполненное в виде вальцев, один из которых снабжен профилированным ручьем, отличающееся тем, что, с целью изгиба чеки по дуге, на пути ее выхода из вальцев, расположен щаблон с соответотвующей кривизной.
2.Форма выполнения устройства по п. 1, отличающаяся те.м, что, с целью загиба утолщенного конца чеки под острым углом, в конце шаблона расположен пуансон, периодически приводимый в движение от синхронно вращающегося с вальцами кулачка, взаимодействующего с пуансоном через двуплечий подпружиненный рычаг.
.
Вид по стрелке Д 
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| Устройство для изготовления профилированных изделий типа чек тормозных колодок подвижного состава | 1987 |
|
SU1551460A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛОБЧАТОЙ ПОЛОСЫ | 2000 |
|
RU2184629C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| Станок для обточки калиброванных прокатных валков | 1930 |
|
SU38990A1 |
| Устройство для подачи заготовок в ковочные вальцы | 1973 |
|
SU491435A1 |
| Устройство для формования тестовых бараночных заготовок | 1958 |
|
SU120468A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |