гв
27
1
пары упоров и на пуансон-контакт. Электрическая цепь замыкается через заготовку. Заготовка нагревается до ковочной температуры. Пуансон-контак давит на торец заготовки, заполняется полость штампа металлом. Включается ГИДРО1ШЛИНДР гибочного устройства 27 о Гибочный ролик 28, перекатываясь по направляющей 29, упирается в головку чеки и отгибает ее на 90 « Верхний пуансон передней пары упоров выполняет роль опорной поверхности. Затем заготовка манипулятором пере
носится в загрузочно-ориентирующее устройство. Заготовка прокатьшается в ковочных вальцах. Подается затем на обрезку на пресс. Затем подается в гибочный барабан для гибки, далее в закалочный бак для охлаждения. За счет наличия в линии штампа с нагревательными элементами электросопротивления, гибочного устройства и установки между ковочными вальцами и нагревательным устройством манипулятора обеспечивается повьшение производительности и качества изделия, 5 ил.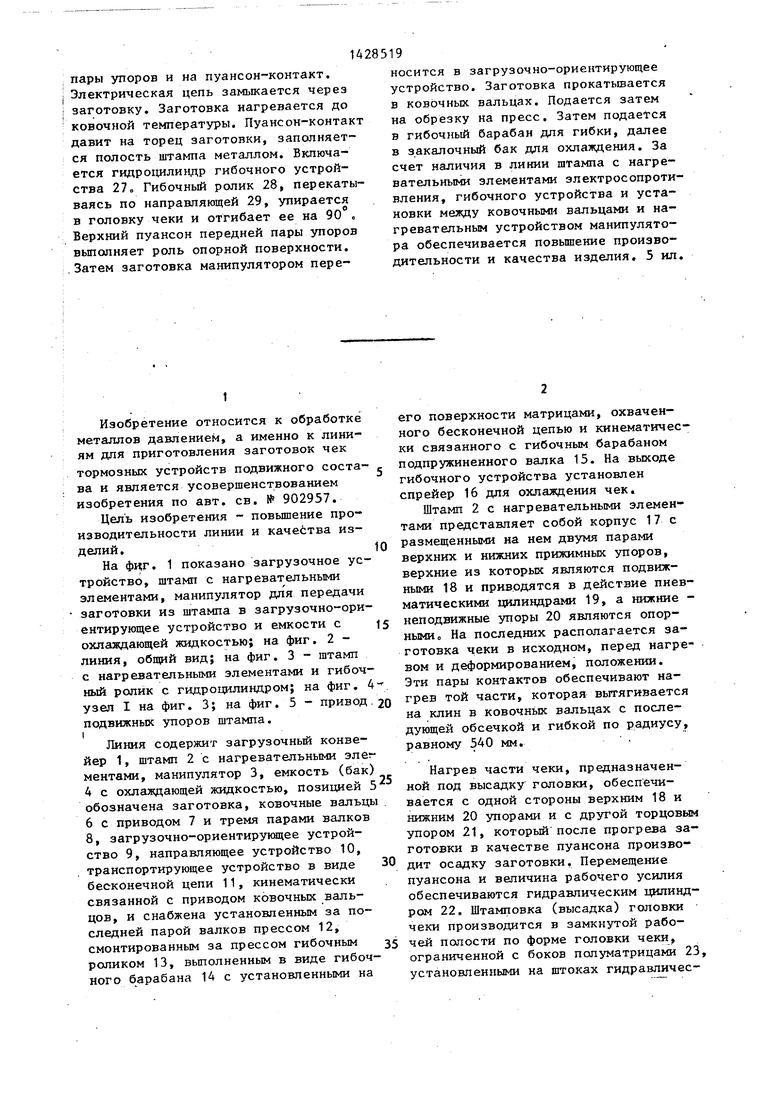
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава | 1980 |
|
SU902957A1 |
| Манипулятор к ковочным вальцам | 1984 |
|
SU1253705A1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Манипулятор ковочных вальцов | 1977 |
|
SU698712A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 1969 |
|
SU423608A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
Изобретение относится к обработке металлов давлением, а именно к ли- 1ШЯМ для изготовления заготовок чек тормозных устройств подвижного состава. Цель - повьшение производительности линии и качества изделий. Заготовка прямоугольного сечения задается в нижние опорные упоры 20 нагревательного устройства Срабатывают пневма тические цилиндры, на штокаХ которых установлены подвижные упоры 18. Заготовка зажимается передней и задней парами упоров. Включается гидроцилиндр высадочного 22. Пуансон 21 подводится к торцу выступающей части заготовки. Включается гидроци- ливдр перемещения полуматриц. Подается напряжение на переднюю и заднюю (/)
1
Изобретение относится к обработке металлов давлением, а именно к линиям для приготовления заготовок чек
тормозных устройств подвижного соста- ва и является усовершенствованием изобретения по авт. св. № 902957.
Цель изобретения - повьшение производительности линии и качества изделий.
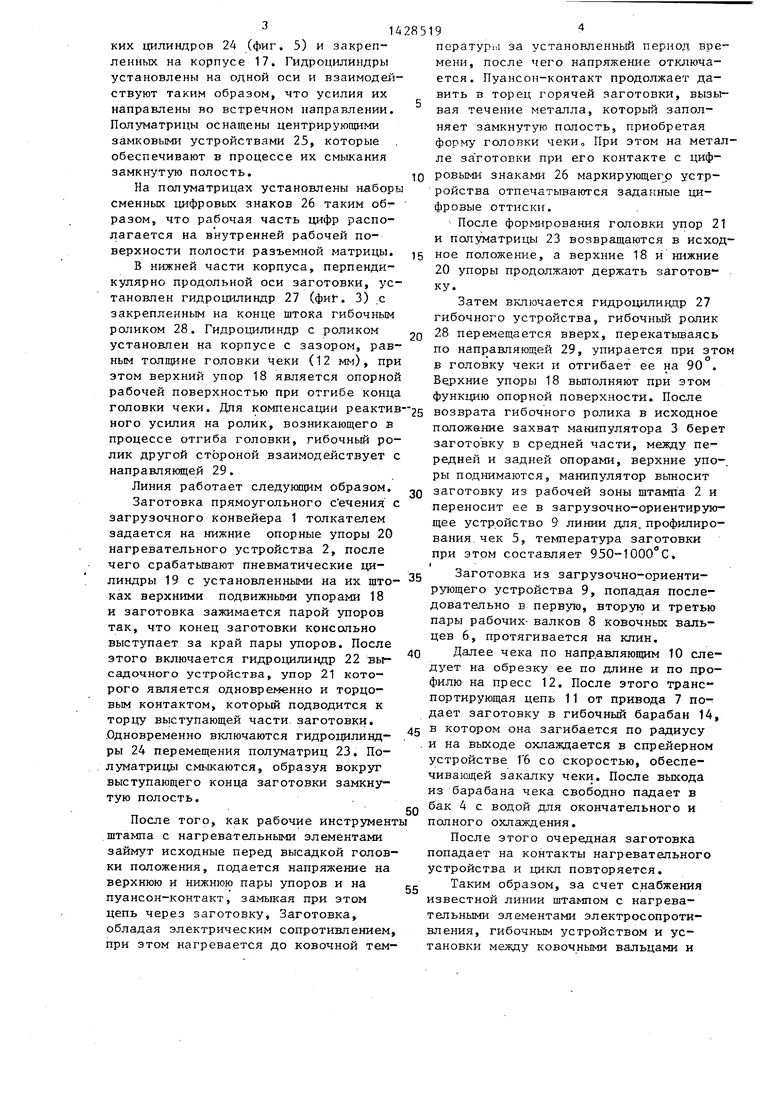
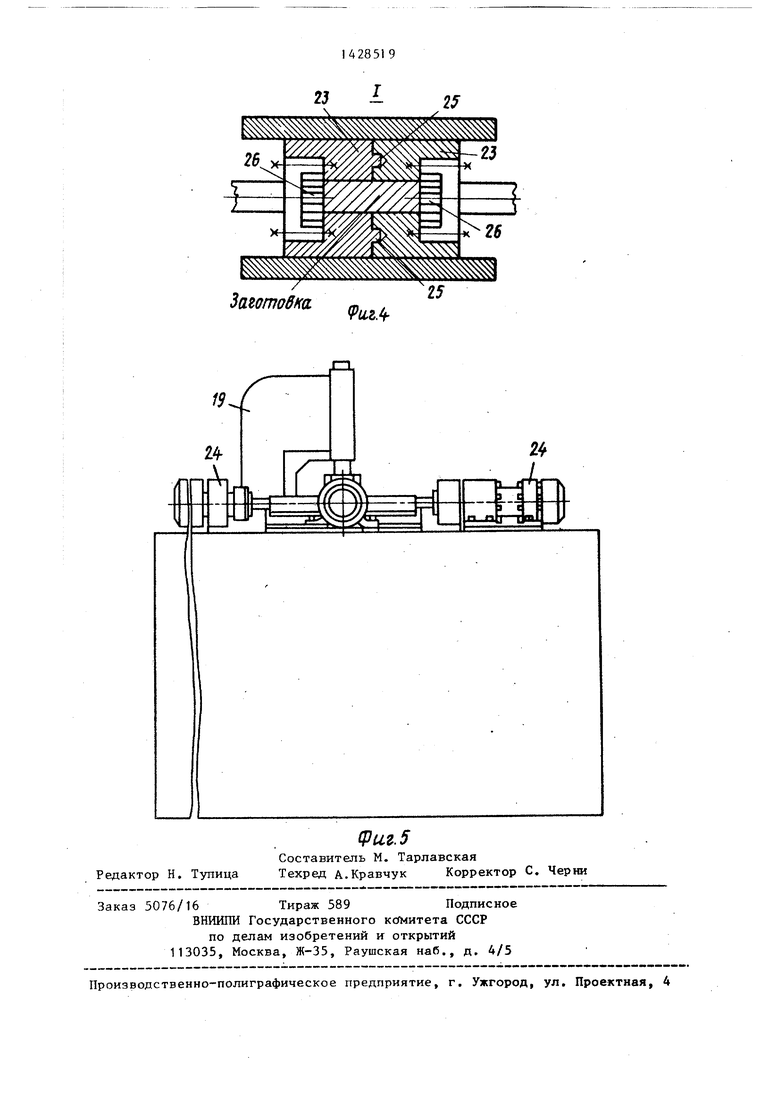
На фи;г. 1 показано загрузочное устройство, штамп с нагревательными элементами, манипулятор для передачи заготовки из штампа в загрузочно-ориентирующее устройство и емкости с охлаждающей жидкостью; на фиг. 2 - линия, общий вид; на фиг. 3 - штамп с нагревательными элементами и гибочный ролик с гидроцилиндром; на фиг. 4 узел I на фиг. 3; на фиг. 5 - привод
подвижных упоров штампа. 1
Линия содержит загрузочный конвейер 1, штамп 2 с нагревательными элег ментами, манипулятор 3, емкость (бак) 4 с охлаждающей жидкостью, позицией 5 обозначена заготовка, ковочные вальцы 6 с приводом 7 и тремя парами валков 8, загрузочно-ориентирунщее устройство 9, направляющее устройство 10, транспортирующее устройство в виде бесконечной цепи 11, кинематически связанной с приводом ковочных вальцов, и снабжена установленным за последней парой валков прессом 12, смонтированным за прессом гибочным роликом 13, выполненным в виде гибочного барабана 14 с установленными на
его поверхности матрицами, охваченного бесконечной цепью и кинематически связанного с гибочным барабаном подпружиненного валка 15. На выходе гибочного устройства установлен спрейер 16 для охлаждения чек.
Штамп 2 с нагревательными элементами представляет собой корпус 17 с размещенными на нем двумя парами верхних и нижних прижимньк упоров, верхние из которых являются подвижными 18 и приводятся в действие пневматическими цилиндрами 19, а нижние - неподвижные упоры 20 являются опорными На последних располагается заготовка чеки в исходном, перед нагревом и деформированием, положении. Эти пары контактов обеспечивают нагрев той части, которая вытягивается на клин в ковочньк вальцах с последующей обсечкой и гибкой по радиусу, равному 540 мм.
Нагрев части чеки, предназначенной под высадку головки, обеспечивается с одной стороны верхним 18 и нижним 20 упорами и с другой торцовым упором 21, которьй после прогрева заготовки в качестве пуансона производит осадку заготовки. Перемещение пуансона и величина рабочего усилия обеспечиваются гидравлическим цилиндром 22. Штамповка (высадка) головки чеки производится в замкнутой рабочей полости по форме головки чеки, ограниченной с боков полуматрицами 23 установленными на штоках гидравлических цилиндров 24 (фиг, 5) и закрепленных на корпусе 17. Гидроцилиндры установлены на одной оси и взаимодействуют таким образом, что усилия их направлены во встречном направлении. Полуматрицы оснащены центрирующими замковыми устройствами 25, которые обеспечивают в процессе их смыкания замкнутую полость.
На полуматрицах установлены наборы сменных цифровых знаков 26 таким образом, что рабочая часть цифр располагается на внутренней рабочей поверхности полости разъемной матрицы,
В нижней части корпуса, перпендикулярно продольной оси заготовки, установлен гидроцилиндр 27 (фи, 3) с закрепленным на конце штока гибочным роликом 28, Гидроцилиндр с роликом установлен на корпусе с зазором, равным тсшщине головки чеки (12 мм), при этом верхний упор 18 является опорной рабочей поверхностью при отгибе конца
30
положение захват манипулятора 3 берет заготовку в средней части, между передней и задней опорами, верхние упоры поднимаются, манипулятор выносит заготовку из рабочей зоны штампа 2 и переносит ее в загрузочно-ориентирующее устройство 9 линии для. профилирования чек 5, температура
заготовки ч /
головки чеки. Для компенсации реактив-25 возврата гибочного ролика в исходное ного усилия на ролик, возникающего в процессе отгиба головки, гибочный ролик другой стороной взаимодействует с направляющей 29,
Линия работает следующим образом.
Заготовка прямоугольного с ечения с загрузочного конвейера 1 толкателем задается на нижние опорные упоры 20 нагревательного устройства 2, после чего срабатьшают пневматические цилиндры 19 с установленными на их штоках верхними подвижными упорами 18 и заготовка зажимается парой упоров так, что конец заготовки консольно выступает за край пары упоров. После этого включается гидроцилиндр 22 высадочного устройства, упор 21 которого является одновременно и торцовым контактом, который подводится к торцу выступающей части заготовки, Одновременно включаются гидрощлинд- ры 24 перемещения полуматриц 23, По- луматрицы смьжаются, образуя вокруг выступающего конца заготовки замкнутую полость.
40
45
при этом составляет 950-1000 С, I 35 Заготовка из загрузочно-ориентиР5тощего устройства 9, попадая последовательно в первую, вторую и третью пары рабочих- валков 8 ковочных зальцев 6, протягивается на клин.
Далее чека по направляющим 10 следует на обрезку ее по длине и по профилю на пресс 12, После этого транспортирующая цепь 11 от привода 7 по- дает заготовку в гибочный барабан 14, в котором она загибается по радиусу и на выходе охлаждается в спрейерном устройстве Г6 со скоростью, обеспечивающей закалку чеки. После выхода из барабана чека свободно падает в бак 4 с водой для окончательного и полного охлаждения.
После того, как рабочие инструменты штампа с нагревательными элементами займут исходные перед высадкой головки положения, подается напряжение на верхнюю и нижнюю пары упоров и на пуансон-контакт, замыкая при этом цепь через заготовку. Заготовка, обладая электрическим сопротивлением, при этом нагревается до ковочной тем0
5
0
пературы за установленный период врв мени, после чего напряжение отключается. Пуансон-контакт продолжает давить в торец горячей заготовки, вызывая течение металла, который заполняет замкнутую полость, приобретая форму головки чеки. При этом на металле заготовки при его контакте с цифровыми знаками 26 маркирующего устр- ройства отпечатываются заданные цифровые оттиски,
После формирования головки упор 21 и папуматрицы 23 возвращаются в исходное положение, а верхние 18 и нижние 20 упоры продолжают держать заготовку.
Затем включается гидроцилиндр 27 гибочного устройства, гибочный ролик 28 церемещается вверх, церекатьшаясь по направляющей 29, упирается при этом в головку чеки и отгибает ее на 90 , Верхние упоры 18 вьшолняют при этом функцию опорной поверхности. После
0
положение захват манипулятора 3 берет заготовку в средней части, между передней и задней опорами, верхние упо. ры поднимаются, манипулятор выносит заготовку из рабочей зоны штампа 2 и переносит ее в загрузочно-ориентирующее устройство 9 линии для. профилирования чек 5, температура
заготовки ч /
5 возврата гибочного ролика в исходное
0
5
при этом составляет 950-1000 С, I 5 Заготовка из загрузочно-ориентиР5тощего устройства 9, попадая последовательно в первую, вторую и третью пары рабочих- валков 8 ковочных зальцев 6, протягивается на клин.
Далее чека по направляющим 10 следует на обрезку ее по длине и по профилю на пресс 12, После этого транспортирующая цепь 11 от привода 7 по- дает заготовку в гибочный барабан 14, в котором она загибается по радиусу и на выходе охлаждается в спрейерном устройстве Г6 со скоростью, обеспечивающей закалку чеки. После выхода из барабана чека свободно падает в бак 4 с водой для окончательного и полного охлаждения.
После этого очередная заготовка попадает на контакты нагревательного устройства и цикл повторяется,
Таким образом, за счет снабжения известной линии штампом с нагревательными элементами электросопротивления, гибочным устройством и установки между ковочными вальцами и
0
5
нагревательным устройством манипулятора обеспечивается повышение произ- вс дительности труда и качества изделий.
Формула изобретения
Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава по авт. св. № 902957, отличающая- с я тем, что, с целью повышения про- и|зводительности и качества изделий, снабжена корпусом, установленным перед ковочными вальцами, на котором
фиеУ
смонтированы штамп с нагревательными элементами, выполненный в виде двух полуматриц и пуансона, две пары верхних и нижних токопроводящих упоров, гибочный ролик, два пневматических цилиндра и три гидравлических цилиндра, а также манипулятором, смонтированным между корпусом и ковочными вальцами, при этом гибочный ролик закреплен на конце штока одного из гнд- роцилиндров, установленного перед упорами, а на штоках двух других гидроцилиндров закреплены попуматрицы, а верхние упоры закреплены на штоках пневматических цилиндров.
4i
2J
ч
±
i
Заготовка
9и,г,.
19
2
23
| Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава | 1980 |
|
SU902957A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
