(5) УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛОВ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения длинномер-НыХ зАгОТОВОК | 1979 |
|
SU812401A1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| СПОСОБ НЕПРЕРЫВНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК В ВИДЕ ПРУТКА | 2013 |
|
RU2560474C2 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2356669C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2181314C2 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2252094C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ УГЛОВЫМ ПРЕССОВАНИЕМ | 2006 |
|
RU2333062C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МАТЕРИАЛА ДЛИННОМЕРНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2440865C1 |
1
Изобретение относится к области обработки металлов давлением, а точнее к устройствам для упрочнения металлов пластическим деформированием.
Известное устройство того же назна чения содержит контейнер с пересекающимися под углом вертикальным рабочим и выходным каналами прямоугольного сечения, в котором боковые стенки рабочего канала, параллельные оси выходного канала, и нижняя стенка выходного канала выполнены подвижными l .
Недостатком этого устройства является невозможность регулирования степени деформации металла из-за постоянного угла пересечения каналов контейнера.
Данное устройство устраняет этот недостаток за счет того, что нижняя стенка выходного канала выполнена в виде смонтированного на оси валка, а устройство снабжено установленным
под контейнером корпусом с криволинейными пазами для регулировочного перемещения оси упомянутого валка с центром кривизны, расположенным на линии пересечения верхней стенки выходного канала с боковой стенкой рабочего канала.
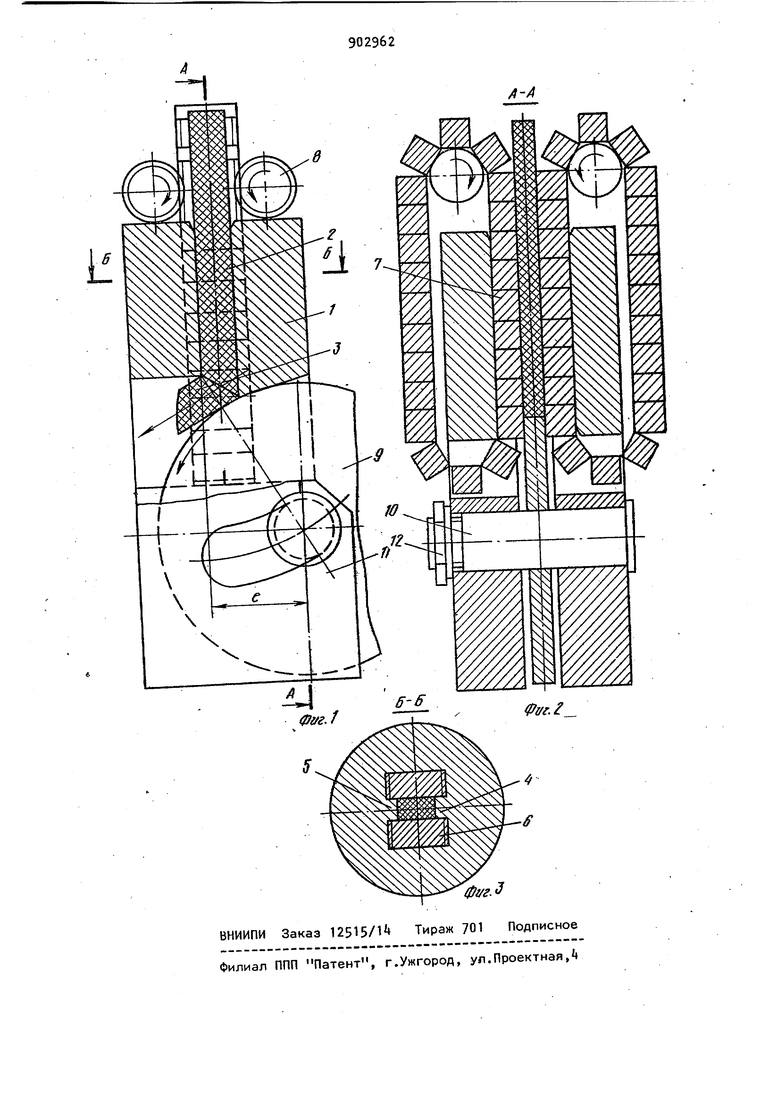
На фиг. 1 приведен общий вид устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на
10 фи г.1.
Устройство содержит, контейнер 1, в котором выполнены два пересекающихся под углом d канала одинакового прямоугольного сечения - рабочий 2
IS и выходной 3.
Рабочий канал образован двумя неподвижными стенками контейнера, задней h и передней 5, и двумя подвижными боковыми стенками 6, выполнен30ными в виде замкнутых цепей из плас-г тин 7, представляющий собой двусторонние зубчатые рейки, «установленные с возможностью перемещения вдоль оси
рабочего канала посредством приводных шестерен 8. Нижняя стенка выходного канала образована валКом 9. КОТО0ЫЙ расположен между боковыми стенками рабочего канала, а его ось 10 установлена в специальных пазах корпуса 11 с возможностью перестановки по дуге окружности с центром на линии пересечения верхней стенки выходного канала с передней стенкой 5 рабочего канала. Кроме того, ось вала расположена обычно с эксцентриситетом е относительно образующей передней стенки 5 рабочего канала 2. Ось валка стопорится в пазах корпуса посредством гайки 12. Устройство работает следующим образом. В исходном положении заготовку подают в рабочий канал 2 контейнера 1, где она захватывается подвижными ковыми стенками рабочего канала 6, которые перемещаются от приводных ше терен 8 в направлении очага деформации, представляющего собой линию пересечения каналов, и за счет активных сил трения L , возникающих между заготовкой и боковыми стенками рабочего канала, она продавливается в выходной канал 3, нижняя стенка которого образована валком, установленным обычно эксцентрично образующей передней стенки рабочего канала с возможностью вращения в направлени выхода изделия. При этом между заготовкой и валком 9 возникают также активные силы трения, которые обеспечивают вращение валка в направлении выхода изделия. Стороны заготовки, контактирующие с неподвижными передней и задней сте ками рабочего канала для уменьшения сил трения покрываются смазкой. При упрочнении штучных заготовок они подаются в рабочий канал друг за дру гом. 8 случае упрочнения заготовок из высокопрочных материалов последние могут проталкиваться из рабочего канала в выходной дополнительно
пуансоном. В этом случае также обеспечивается непрерывный процесс упрочнения.
Для обеспечения возможности регулирования интенсивности деформации в корпусе 11 устройства выполнены направляющие кольцеобразные пазы, в которых установлена ось валка 10с возможностчью перемещения по дуге окружности с центром в точке пересечения образующей передней стенки рабочего канала с образующей верхней стенки выходного канала. При установке необходимого угла пересечения каналов d , определяющего интенсивность еформации заготовок за один цикл, ось валка стопорится в пазах корпуса посредством гайки 12, Формула изобретения Устройство для упрочнения металлов пластическим деформированием, содеращее контейнер с пересекающимися од углом вертикальным рабочим и выходным каналами прямоугольного сечения, в котором боковые стенки рабочего канала, параллельные оси выходного канала, и нижняя стенка выходного канала выполнены подвижными, о т ли чающееся тем, что, с целью обеспечения регулирования степени деформации металла путем изменения угла пересечения каналов, нижняя , стенка выходного канала выполнена в виде смонтированного на оси валка, а устройство снабжено установленным под контейнером корпусом с криволинейными пазами для регулировочного перемещения оси упомянутого валка, с центром кривизны, расположенным на линии пересечения верхней стенки выходного канала с боковой стенкой рабочего канала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 55019, кл. В 21 С 25/02, 19.02.69 (прототип) .
