Изобретение относится к вспомогательному оборудованию и может быть использовано в прокатных цехах ме1:аллургических заводов при производстве листового материала для удаления Обрези проката.
Известно устройство для подачи к ножницам проката и сталкивания обрези, содержащее раму, тележку, установленную с возможностью возвратно-поступательного перемещения по раме посредством приводной зубчато-реечной передачи, привод и механизм пЬдачи и сталкивания обрези, имеющий возможность взаимодействия с конвейером 1J.
Известн5эе устройство громоздко по конструкции, сложно в обслуживании и не позволяет подавать в зону резания заготовки из тонких листов.
Цель изобретения - повышение производительности и расширение диапазона типоразмеров обрабатываемого проката.
Поставленная цель достигается тем, что в устройстве для подачи к ножницам проката и стсшкивания обрез и, содержащем рс1му, тележку, установленную с возможностью возвратно-поступательного переметцения по
раме посредством приводной зубчатореечной передачи, привод и механизм подачи и сталкивания обрези, имеющий возможность взаимодействия с конвейером, механизм подачи и сталкивания обрези снабжен консолью, установленным на ней силовым цилиндром с штоком, направляющими штангами и толкающей головкой, шарнирно свя10занной с яаправлякмцими штангами, при этом консоль шарнирно связана с тележкой посредством рычага, а шток силового цилиндра шарнирно соединен с толкающей головкой.
15
Толкающая головка подпружинена относительно направляющих штанг и снабжена ролика ш, установленными с возможностью взаимодействия с конвейером, при этом шарниры, свя20зывающие толкающую головку с штоком силового цилиндра и направляющими штангами, выполнены в виде одной оси.
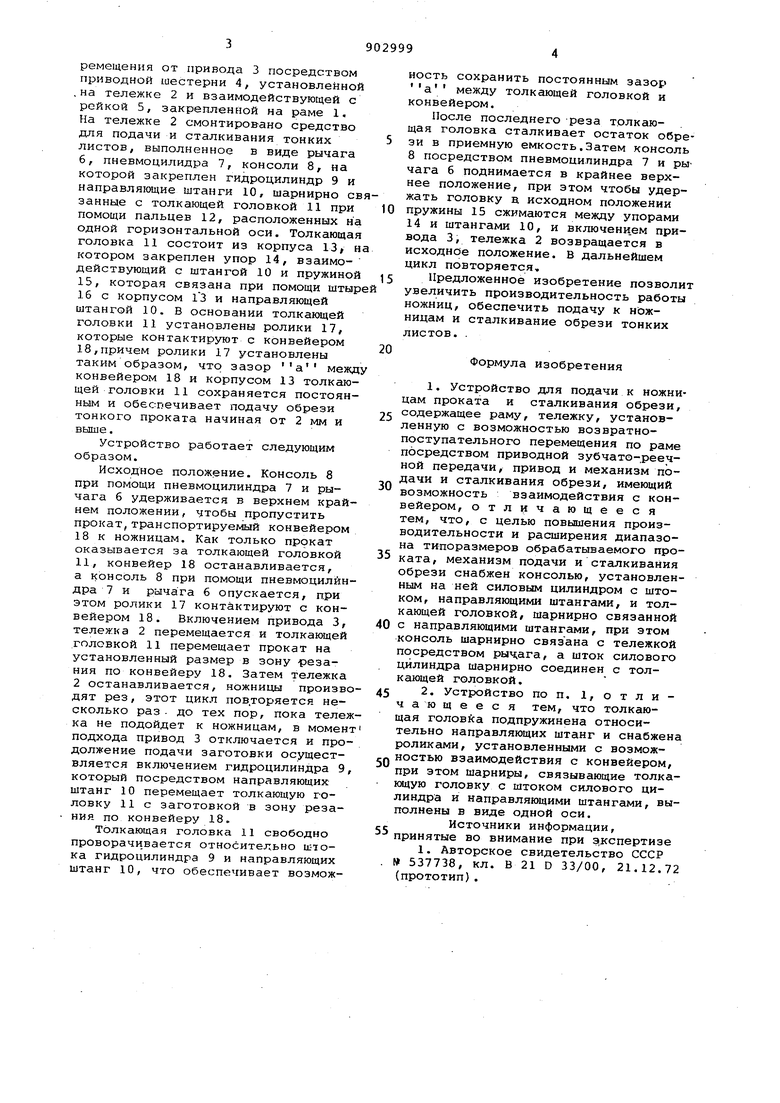
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - узел I на фиг.1.
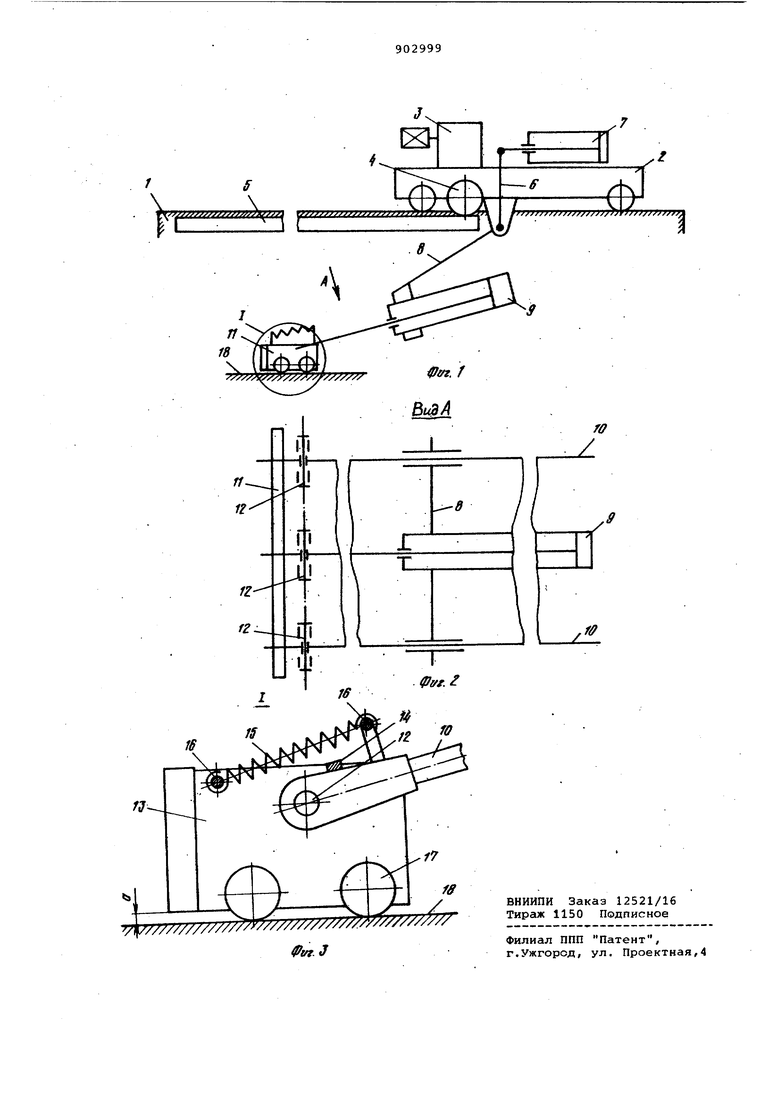
Устройство содержит раму 1 и тележку 2, установленную с возможностью возвратно-поступат.ельного перемещения от привода 3 посредством приводной шестерни 4, установленной ,на тележке 2 и взаимодействующей с рейкой 5, закрепленной на раме 1. Иа тележке 2 смонтировано средство для подачи и сталкивания тонких листов, выполненное в виде рычага 6, пневмоцилидра 7, консоли 8, на которой закреплен гидроцилиндр 9 и направляющие штанги 10, шарнирно свзаннце с толкающей головкой 11 при помощи пальцев 12, расположенных на одной горизонтальной оси. Толкающая головка 11 состоит из корпуса 13 н котором закреплен упор 14, взаимодействующий с штангой 10 и пружиной 15, которая связана при помощи штыр 16 с корпусом ГЗ и направляющей штангой 10. В основании толкающей головки 11 установлены ролики 17, которые контактируют с конвейером 18,причем ролики 17 установлены
таким образом, что зазор
между
онвейером 18 и корпусом 13 толкаюей головки 11 сохраняется постояным и обеспечивает подачу обрези онкого проката начиная от 2 мм и ыше.
Устройство работает следующим бразом.
Исходное положение. Консоль 8 при помощи пневмоцилиндра 7 и рычага б удерживается в верхнем крайнем положении, чтобы пропустить прокат,транспортируемый конвейером 18 к ножницам. Как только прокат оказывается за толкающей головкой 11, конвейер 18 останавливается, а консоль 8 при помощи пневмоцилиндра 7 и рычага б опускается, при этом ролики 17 контактируют с конвейером 18. Включением привода 3, тележка 2 перемещается и толкающей головкой 11 перемещает прокат на установленный размер в зону резания по конвейеру 18. Затем тележка 2 останавливается, ножницы производят рез, этот цикл повторяется несколько раз . до тех пор, пока тележка не подойдет к ножницам, в момент подхода привод 3 отключается и продолжение подачи заготовки осуществляется включением гидроцилиндра 9, который посредством направляющих штанг 10 перемещает толкающую головку 11с заготовкой в зону резания по конвейеру 18.
Толкающая головкг 11 свободно проворачивается относительно штока гидроцилиндра 9 и направляющих штанг 10, что обеспечивает возможность сохранить постоянным зазор а между толкающей головкой и конвейером.
После последнего реза толкающая головка сталкивает остаток обрези в приемную емкость.Затем консоль 8 посредством пневмоцилиндра 7 и рычага 6 поднимается в крайнее верхнее положение, при этом чтобы удержать головку а исходном положении пружины 15 сжимаются между упорами 14 и штангами 10, и включением привода 3, тележка 2 возвращается в исходное положение. В дальнейшем цикл повторяется.
Предложенное изобретение позволи увеличить производительность работы ножниц, обеспечить подачу к ножницам и сталкивание обрези тонких листов. .
Формула изобретения
1.Устройство для подачи к ножницам проката и сталкивания обрези, содержащее раму, тележку, установленную с возможностью возвратнопоступательного перемещения по раме посредством приводной зубчато-реечной передачи, привод и механизм подачи и сталкивания обрези, имеющий возможность взаимодействия с конвейером, отличающееся тем, что, с целью повышения производительности и расширения диапазона типоразмеров обрабатываемого проката, механизм подачи и сталкивания обрези снабжен консолью, установленным на ней силовым цилиндром с штоком, направляющими штангами, и толкающей головкой, шарнирно связанной с направляющими штангами, при этом консоль шарнирно связана с тележкой посредством рычага, а шток силового цилиндра шарнирно соединен с толкающей головкой.
2.Устройство по п. 1, отличаю щ е е с я тем, что толкающая головка подпружинена относительно направляющих штанг и снабжен роликами, установленными с возможностью взаимодействия с конвейером, при этом шарниры, связывающие толкающую головку с штоком силового цилиндра и направляющими штангами, выполнены в виде одной оси.
Источники информации, принятые во внимание при э,кспертизе
1. Авторское свидетельство СССР 537738, кл. В 21 D 33/00, 21.12.7 (прототип).
Tf /AiV/
ГС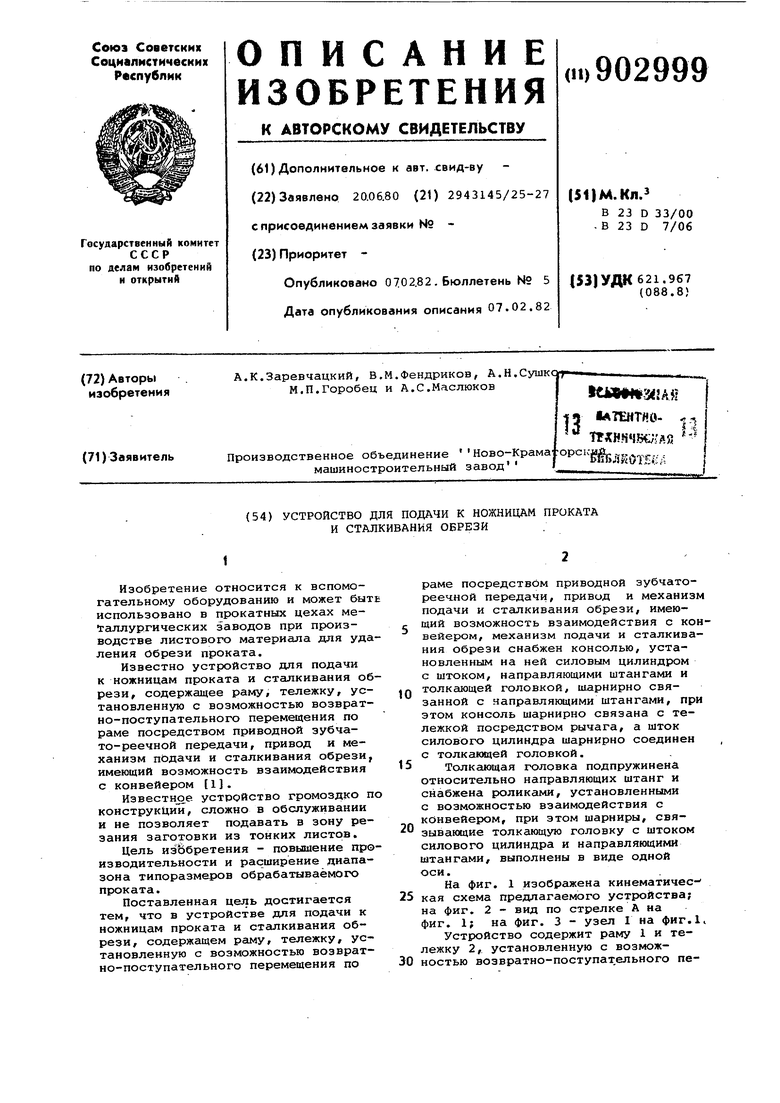
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сталкивания обрези и направления проката | 1981 |
|
SU998019A1 |
| Сталкиватель обрези к гильотинным ножницам | 1980 |
|
SU912416A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |
| Механизированная линия резки листового проката | 1979 |
|
SU946823A1 |
| Устройство для загрузки ковшового элеватора | 1975 |
|
SU603622A1 |
| Сбрасыватель длинномерных материалов с роликового конвейера | 1988 |
|
SU1601046A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
n
12,.
